一种编带机的检查装置及方法与流程
本发明涉及编带机加装,具体涉及一种编带机的检查装置及方法。
背景技术:
1、元器件筛选任务广泛存在于计量测试行业,电子元器件二次筛选时指在元器件厂家筛选的基础上,有使用方或其委托的第三方对电子元器件进行的筛选。二次筛选时以电子元器件各种失效模式的基础上,进行的一系列有针对性的试验,从而达到有效提出早期失效的目的。在电子元器件筛选的最终环节,需要对筛选过的器件进行编带。由于元器件具有0402、0603、0805、钽电容等不同封装形式与封装规格的器件,其尺寸规格差别较大,表面结构均差异较大。在人工进行编带时,由于器件数量多、尺寸均较小,容易产生视觉疲劳,导致漏放或混批放置等异常问题。为了辅助人工识别这些异常问题,因此亟需一种编带机加装检查装置及方法,实现漏装或混批等异常问题的自动检测与报警。
技术实现思路
1、本发明的目的就是针对现有技术的缺陷,提供一种编带机的检查装置及方法。
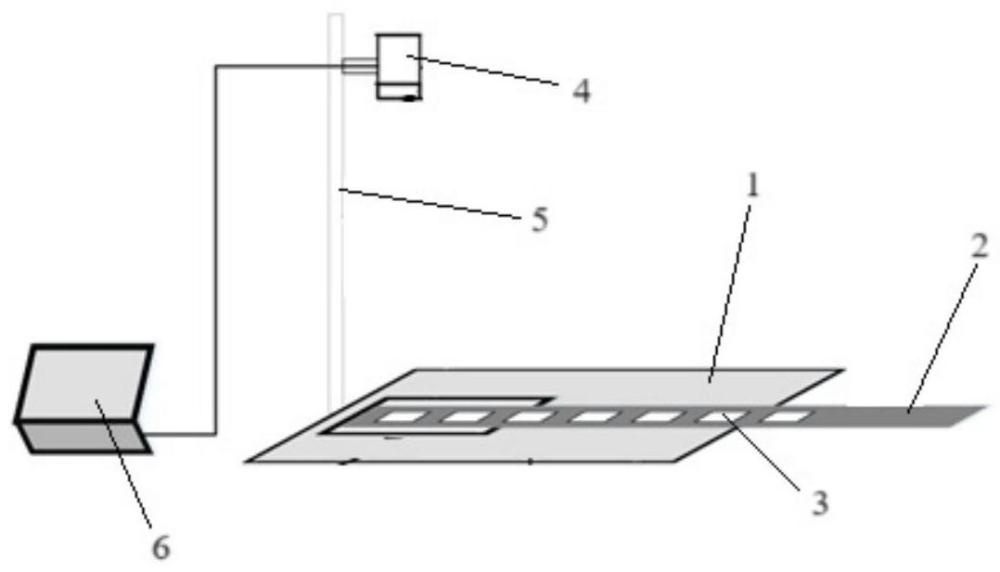
2、为解决上述技术问题,本发明提供了一种编带机的检查装置,包括:包括透明工作台,所述透明工作台上设置有通过电机驱动的编带,所述编带上设置有多个用于放置器件的透明放置孔,所述编带上方设置有工业相机,所述工业相机通过垂直导轨与所述透明工作台相连接;
3、所述透明工作台和工业相机的正下方设置有平行光源;
4、所述检查装置还包括用于对所述工业相机所拍摄照片进行识别的控制计算机,所述控制计算机与所述工业相机电连接。
5、优选地,所述平行光源可调节亮度大小。
6、优选地,所述工业相机与所述垂直导轨可滑动连接,以调整所述工业相机的上下位置。
7、本发明还提供了一种编带机的检查方法,适用于上述的编带机的检查装置,其特殊之处在于:包括以下步骤:
8、步骤s1:打开工业相机与平行光源;
9、步骤s2:在透明工作台上放置编带,并启动电机驱动编带运行,开始编带;
10、步骤s3:控制计算机驱动工业相机进行拍照;
11、步骤s4:控制计算器对工业相机拍摄的编带图片进行分析,通过模板匹配、亮度阈值检测、中心位置匹配和中心点像素匹配排除异常目标。
12、优选地,所述模板匹配的方法包括以下步骤:
13、步骤s11:根据当前编带器件选定匹配模版,测量所述匹配模版的模版尺寸;
14、步骤s12:设定roi区域,并根据图像金字塔和形状进行模板匹配,返回编带图片中元器件的中心位置对列表,预选当前器件装配位置,并用于后续漏装的位置预测与标记。
15、优选地,根据模板匹配的结果,对匹配位置周围半径为r的像素中位数进行验证,中心像素值大于亮度阈值tc的元器件为异常目标。
16、优选地,周围半径r的取值为5,所述亮度阈值的取值为200。
17、优选地,所述中心位置匹配的方法包括以下步骤:
18、步骤s21:对所述中心位置对列表使用最小二乘法得到中心位置匹配线y=kx+b;
19、步骤s22:对中心位置对(xi,yi)以沿编带方向进行大小排序后,对每个中心点依次进行遍历,验证检测到的点与预期点之间的位置关系,如位置关系大于设定阈值则为异常目标。
20、优选地,根据具体规格器件与编带,设置编带上元器件间距为d,第i个元器件的预期横坐标为x0+d*[i-(d/x0-1)],x0表示初始位置,并将所述预期横坐标带入中心位置匹配线,得到预期纵坐标。
21、优选地,所述中心点像素匹配的方法包括以下步骤:
22、步骤s31:根据获取的元器件尺寸与中心位置对列表,分割出单独的器件大小的区域;
23、步骤s32:根据步骤s31得到的区域,检测图像边角点,测量边角点之间的距离作为尺寸,判断尺寸与模板匹配中测量的器件尺寸的比例差值,若比例在设定区间范围内,则认为该位置器件正常,否则标记异常目标:
24、步骤s33:根据步骤s31得到的区域,取样多个中心点像素并排序,验证样本中位数是否大于像素阈值td2,若大于则为异常目标。
25、本发明的有益效果至少包括:编带机的检查装置的结构简单,操作方便,可实现大批量器件的编带辅助识别,辅助检测编带漏装和混装的情况。编带机的检查方法,通过模板匹配、亮度阈值检测、中心位置匹配和中心点像素匹配,可以实现异常目标的精准识别,抗干扰能力强,通过准确的识别,避免了人工进行大量编带时,容易产生视觉疲劳,导致出现漏放或混批放置等错误。
技术特征:
1.一种编带机的检查装置,其特征在于:包括透明工作台(1),所述透明工作台(1)上设置有通过电机驱动的编带(2),所述编带(2)上设置有多个用于放置器件的透明放置孔(3),所述编带(2)上方设置有工业相机(4),所述工业相机(4)通过垂直导轨(5)与所述透明工作台(1)相连接;
2.根据权利要求1所述的一种编带机的检查装置,其特征在于:所述平行光源可调节亮度大小。
3.根据权利要求1所述的一种编带机的检查装置,其特征在于:所述工业相机(4)与所述垂直导轨(5)可滑动连接,以调整所述工业相机(4)的上下位置。
4.一种编带机的检查方法,适用于权利要求1至3任一种所述编带机的检查装置,其特征在于:包括以下步骤:
5.根据权利要求4所述的一种编带机的检查方法,其特征在于:所述模板匹配的方法包括以下步骤:
6.根据权利要求5所述的一种编带机的检查方法,其特征在于:亮度阈值检测的方法包括以下步骤:根据模板匹配的结果,对匹配位置周围半径为r的像素中位数进行验证,中心像素值大于亮度阈值tc的元器件为异常目标。
7.根据权利要求6所述的一种编带机的检查方法,其特征在于:周围半径r的取值为5,所述亮度阈值的取值为200。
8.根据权利要求7所述的一种编带机的检查方法,其特征在于:所述中心位置匹配的方法包括以下步骤:
9.根据权利要求8所述的一种编带机的检查方法,其特征在于:所述预期点的计算过程包括:根据具体规格器件与编带,设置编带上元器件间距为d,第i个元器件的预期横坐标为x0+d*[i-(d/x0-1)],x0表示初始位置,并将所述预期横坐标带入中心位置匹配线,得到预期纵坐标。
10.根据权利要求9所述的一种编带机的检查方法,其特征在于:所述中心点像素匹配的方法包括以下步骤:
技术总结
本发明提供了一种编带机的检查装置,包括透明工作台,透明工作台上设置有通过电机驱动的编带,编带上设置有多个用于放置器件的透明放置孔,编带上方设置有工业相机,工业相机通过垂直导轨与透明工作台相连接;透明工作台和工业相机的正下方设置有平行光源;检查装置还包括用于对工业相机所拍摄照片进行识别的控制计算机,控制计算机与工业相机电连接。一种编带机的检查方法,控制计算器对工业相机拍摄的编带图片进行分析,通过模板匹配、亮度阈值检测、中心位置匹配和中心点像素识别目标位置、检测过滤异常目标并给出期望目标位置。
技术研发人员:靳俊杰,胡晓凤,沙岩松,张勇,刘苗,张航
受保护的技术使用者:湖北航天技术研究院计量测试技术研究所
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!