孔位实装检具及其靶材孔位的检查方法与流程
本发明涉及靶材孔位检测,尤其涉及一种孔位实装检具及其靶材孔位的检查方法。
背景技术:
1、现有技术中对于靶材进行孔位检测时,常采用三坐标的检测方法,以此保证靶材的质检效果。但是由于靶材的产品数量多,且单个靶材上的孔位也比较多,利用三坐标进行检测不仅效率较低,且会影响整个靶材的质检工期。故如何满足不同情况下的靶材的孔位质检,有效提高质检效率并保证产品尺寸符合安装要求是本领域人员需要解决的问题。
技术实现思路
1、本发明的目的在于提供一种孔位实装检具及其靶材孔位的检查方法,以满足不同情况下的靶材的孔位质检,有效提高质检效率并保证产品尺寸符合安装要求。
2、为达此目的,本发明采用以下技术方案:
3、孔位安装检具,用于靶材孔位检查,其中,该孔位安装检具包括:
4、检具本体和检具组件,该检具本体上设置有安装槽,该检具组件包括若干个定位柱,若干个该定位柱均设置于该安装槽中,且该定位柱与该靶材的孔位一一对应设置,该靶材装设于该安装槽中时,该定位柱能够穿设于该靶材的孔位。
5、作为可选地,其中该检具本体的边缘向上延伸设置有限位凸起,该限位凸起用于限位该靶材。
6、作为可选地,其中该限位凸起设置为圆环结构,该限位凸起围设形成该安装槽。
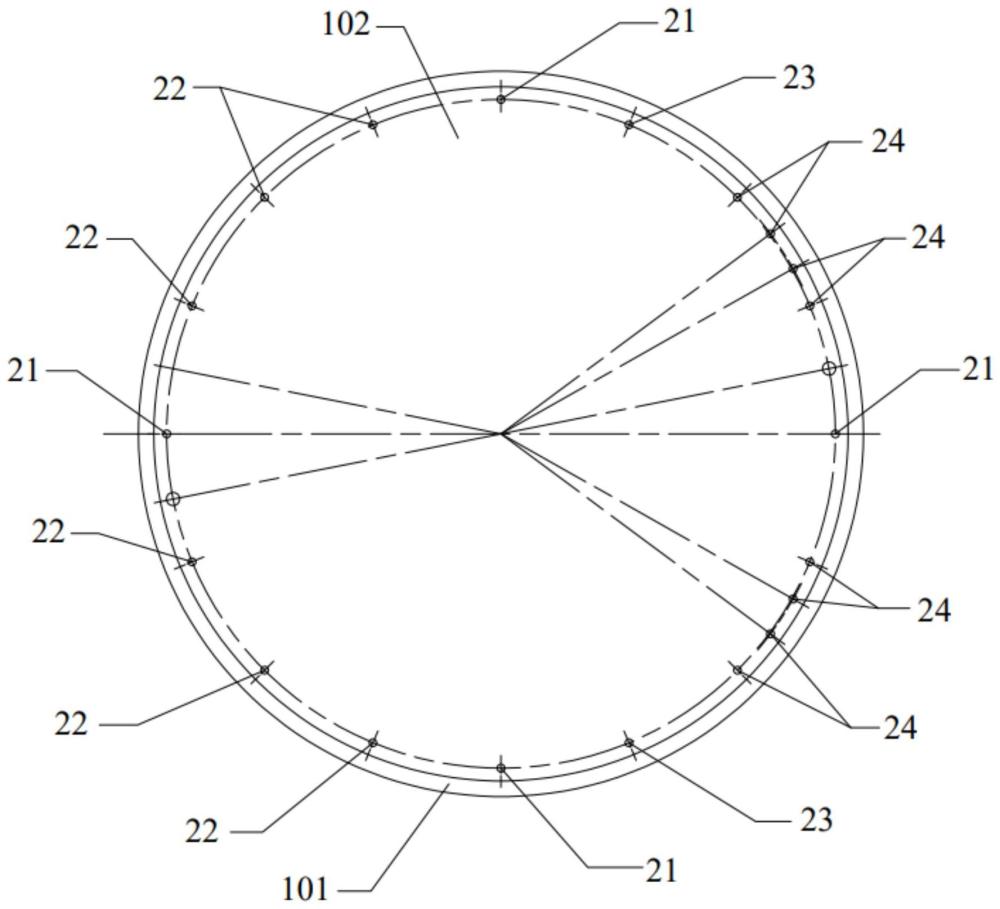
7、作为可选地,其中该检具组件包括第一定位柱,该第一定位柱设置有四个,且四个该第一定位柱以该检具本体的轴线为中心均匀布置。
8、作为可选地,其中四个该第一定位柱中两个相对设置的该第一定位柱将该安装槽划分为面积相同的第一定位区和第二定位区。
9、作为可选地,其中该检具组件还包括第二定位柱,若干个该第二定位柱均匀布置于该第一定位区中。
10、作为可选地,其中该检具组件还包括第三定位柱和第四定位柱,四个该第四定位柱设置为一组,若干组该第四定位柱和若干个该第三定位柱依次间隔布置于该第二定位区中。
11、作为可选地,其中该安装槽的槽底上对称设置有锁定孔。
12、作为可选地,其中该安装槽的槽底设置有防滑部,该靶材的底部能够贴靠于该防滑部。
13、另一方面,用该孔位安装检具进行靶材孔位的检查方法,其中,包括以下步骤:
14、将检具本体水平放置于支撑台上,并检查定位柱的垂直度;
15、将靶材平行于检具本体放置,并保证靶材的定位孔与第一定位柱一一对应;
16、缓慢下放靶材至检具本体中,直至第一定位柱、第二定位柱、第三定位柱和第四定位柱均穿设靶材相对应的孔位;
17、使用锁定件依次穿设靶材及检具本体的锁定孔将二者进行锁定,以此实现靶材的孔位检查。
18、本发明的有益效果:
19、本发明中检具本体能够对靶材进行有效支撑,保证孔位检查过程中的稳定性。同时检具组件包括若干个定位柱,检具本体上设置有安装槽,定位柱设置于安装槽中,且定位柱与靶材的孔位一一对应设置,以此能够在靶材放置于安装槽中时,使得定位柱一一对应穿设靶材的孔位,以此对孔位一一进行检测。示例性地,当每个定位柱均能够顺畅地穿设靶材的孔位,说明该靶材的孔位检测结果合格,反之则不合格,以此能够避免现有技术中三坐标的复杂检测方法,并适用于不同靶材且靶材数量众多情况下的孔位检测。进一步地,通过定位柱与靶材孔位之间的顺畅插接,也能够保证后续靶材的装配时满足相应的安装要求。由此,通过检具本体、检具组件中定位柱与靶材的配合使用能够依次对大量靶材产品进行质检,并实现单一靶材多个孔位的同时质检,有效提高了质检效率,缩短所有靶材的质检工期,并能够保证靶材产品的尺寸符合后续的安装要求。另一方面,使用孔位安装检具进行靶材孔位的检查方法同样能够实现靶材孔位的快速质检,提高质检效率的效果。
技术特征:
1.孔位安装检具,用于靶材孔位检查,其特征在于,所述孔位安装检具包括:
2.根据权利要求1所述的孔位安装检具,其特征在于,所述检具本体(10)的边缘向上延伸设置有限位凸起(101),所述限位凸起(101)用于限位所述靶材。
3.根据权利要求2所述的孔位安装检具,其特征在于,所述限位凸起(101)设置为圆环结构,所述限位凸起(101)围设形成所述安装槽(102)。
4.根据权利要求1所述的孔位安装检具,其特征在于,所述检具组件(20)包括第一定位柱(21),所述第一定位柱(21)设置有四个,且四个所述第一定位柱(21)以所述检具本体(10)的轴线为中心均匀布置。
5.根据权利要求4所述的孔位安装检具,其特征在于,四个所述第一定位柱(21)中两个相对设置的所述第一定位柱(21)将所述安装槽(102)划分为面积相同的第一定位区和第二定位区。
6.根据权利要求5所述的孔位安装检具,其特征在于,所述检具组件(20)还包括第二定位柱(22),若干个所述第二定位柱(22)均匀布置于所述第一定位区中。
7.根据权利要求5所述的孔位安装检具,其特征在于,所述检具组件(20)还包括第三定位柱(23)和第四定位柱(24),四个所述第四定位柱(24)设置为一组,若干组所述第四定位柱(24)和若干个所述第三定位柱(23)依次间隔布置于所述第二定位区中。
8.根据权利要求1-7任一所述的孔位安装检具,其特征在于,所述安装槽(102)的槽底上对称设置有锁定孔。
9.根据权利要求1-7任一所述的孔位安装检具,其特征在于,所述安装槽(102)的槽底设置有防滑部,所述靶材的底部能够贴靠于所述防滑部。
10.使用权利要求1-9任一所述的孔位安装检具进行靶材孔位的检查方法,其特征在于,包括以下步骤:
技术总结
本发明属于靶材孔位检测技术领域,公开了一种孔位实装检具及其靶材孔位的检查方法,孔位安装检具,用于靶材孔位检查,孔位安装检具包括检具本体和检具组件,检具本体上设置有安装槽,检具组件包括若干个定位柱,若干个定位柱均设置于安装槽中,且定位柱与靶材的孔位一一对应设置,靶材装设于安装槽中时,定位柱能够穿设于靶材的孔位。本发明通过定位柱一一对应穿设靶材的孔位,以对孔位一一进行检测,当每个定位柱均能够顺畅的穿设靶材的孔位,说明该靶材的孔位检测结果合格,反之则不合格,以此能够避免现有技术中三坐标的复杂检测方法,适用于不同靶材且数量众多情况下的孔位检测。
技术研发人员:姚力军,潘杰,朱海洋,时晓旭
受保护的技术使用者:宁波江丰电子材料股份有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!