一种不锈钢稳定段蜂窝器的制作安装方法与流程
本申请涉及风洞领域,尤其涉及一种不锈钢稳定段蜂窝器的制作安装方法。
背景技术:
1、稳定段会设置蜂窝器,用于导向和分割气流大漩涡,加快旋涡的衰减,同时改善气流的速度分布,降低气流的湍流度。
2、碳钢稳定段蜂窝器安装在壳体内壁上并与壳体内壁焊接:蜂窝器制作前采用激光扫描仪对壳体内壁进行扫描获得壳体内壁的模型,根据壳体内壁尺寸制作与壳体内壁相适配的蜂窝器模块;每层蜂窝器模块安装时先安装中间的蜂窝器模块,再以中间的蜂窝器模块为基准安装相邻的蜂窝器模块。不锈钢稳定段运行温度较低,会产生收缩,稳定段壳体和蜂窝器的厚度、结构不一样导致收缩不同,因此蜂窝器安装在凹槽壳体处并采用挡块进行固定。
3、采用现有技术制作安装不锈钢稳定段蜂窝器存在两个问题:稳定段壳体制作安装过程中不可避免存在变形,安装蜂窝器的壳体内壁存在圆度偏差,为与壳体内壁相适配,每个蜂窝器模块边框弧度都不一样,制作效率低、成本高;蜂窝器安装时为调整蜂窝器蜂窝孔的俯仰角和偏航角至合格,有些相邻的蜂窝器模块之间存在较大间隙,间隙较大时焊接变形较大,降低蜂窝器安装精度。
4、因此,需要研制出一种新方法用于不锈钢稳定段蜂窝器的制作安装,解决上述存在的问题。
技术实现思路
1、本申请提供一种不锈钢稳定段蜂窝器的制作安装方法,旨在解决现有的稳定段蜂窝器制作效率低下的问题。
2、本申请的技术方案是:
3、一种不锈钢稳定段蜂窝器的制作安装方法,包括以下步骤:
4、s1,稳定段安装完后,沿着凹槽壳体内壁的周向方向上测量多组直径,每个蜂窝器模块制作时边框的直径相同且每个所述边框的直径均小于所述凹槽壳体内壁多组直径中的最小值;
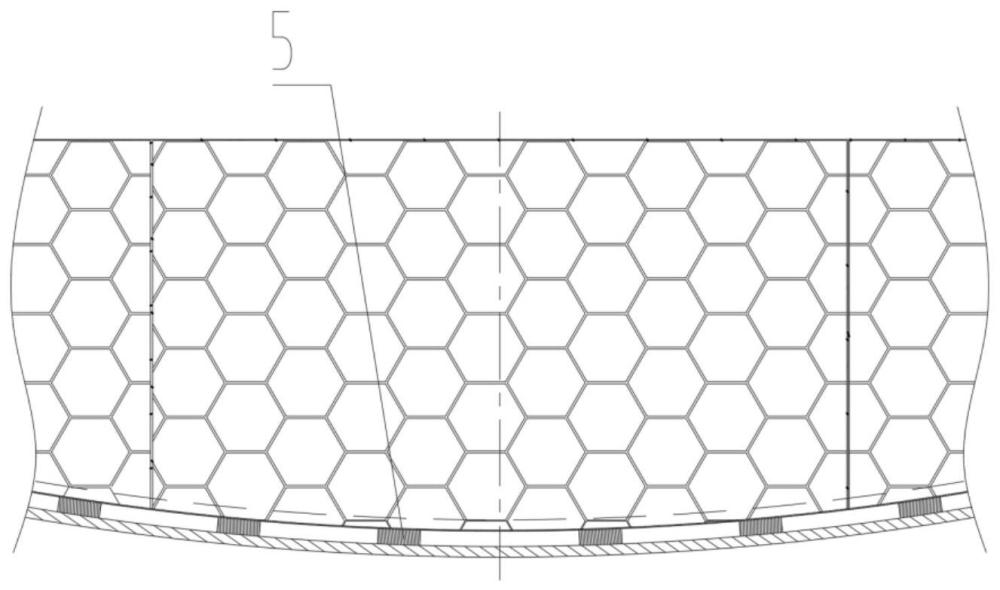
5、s2,每层所述蜂窝器模块安装时均由两侧向中间的顺序依次进行安装,且在所述蜂窝器模块的所述边框与所述凹槽壳体内壁之间设置多个垫板,并在相邻的所述蜂窝器模块的所述边框之间设置多个薄片;最后两层所述蜂窝器模块安装时,先安装倒数第二层中的处于两侧位置处的所述蜂窝器模块,再安装最后一层所述蜂窝器模块,最后安装倒数第二层中的中间位置处的所述蜂窝器模块;
6、s3,对安装完成的所述蜂窝器模块进行焊接:先将所述垫板与所述凹槽壳体的内壁进行点焊固定,再将第一层中的所述蜂窝器模块与所述垫板进行点焊,最后将所述蜂窝器模块与所述薄片、相邻的所述蜂窝器模块的所述边框之间进行点焊固定;
7、s4,安装所述蜂窝器模块两侧的挡块。
8、作为本申请的一种技术方案,在步骤s1中,所述凹槽壳体的直径的测量方法为:沿着所述凹槽壳体内壁中间处的周向方向上均匀间隔地标记出偶数个测量点,采用激光跟踪仪测量每个所述测量点的坐标值,计算出处于对称位置的两个测量点之间的长度即为所述凹槽壳体的直径。
9、作为本申请的一种技术方案,在步骤s2中,在蜂窝器入口侧处设置高度可调的安装平台,当安装每层所述蜂窝器模块时,先将所述安装平台调整到与每层所述蜂窝器模块的高度一致的位置处,然后将所述蜂窝器模块吊入所述安装平台上,再将所述蜂窝器模块从所述安装平台上推入并安装。
10、作为本申请的一种技术方案,在步骤s2中,多层所述蜂窝器模块的安装方法为:先在所述凹槽壳体的内壁底部上设置多个垫板,将第一层所述蜂窝器模块安装在所述垫板上,调整所述垫板的厚度以使第一层所述蜂窝器模块的上表面等高,并使第一层所述蜂窝器模块的所述边框之间无间隙;安装第二层所述蜂窝器模块,在第二层所述蜂窝器模块的所述边框与所述凹槽壳体内壁之间设置多个所述垫板,以使第二层所述蜂窝器模块的所述边框之间无间隙;按照相同的步骤逐步依次安装其余层的所述蜂窝器模块。
11、作为本申请的一种技术方案,在步骤s2中,当每层所述蜂窝器模块安装后,在相邻的所述蜂窝器模块的所述边框之间设置多个薄片,调整所述薄片的厚度,以使蜂窝器蜂窝孔的俯仰角和偏航角合格。
12、作为本申请的一种技术方案,所述薄片的厚度为0.1~0.5mm。
13、作为本申请的一种技术方案,在步骤s2中,当安装每层所述蜂窝器模块时,先在所述凹槽壳体内壁上点焊角钢,用于临时固定与所述凹槽壳体的内壁相近的所述蜂窝器模块,且在安装所述挡块时逐步拆除所述角钢。
14、本申请的有益效果:
15、本申请提供了一种不锈钢稳定段蜂窝器的制作安装方法,其通过将蜂窝器模块的边框按照同一直径进行制作,并在安装过程中设置不同厚度的垫板而使蜂窝器模块与壳体内壁相适配,进而解决了现有技术中每个蜂窝器模块的边框弧度不一样导致制作效率低、成本高的难题。同时,本方法中通过设置垫板和薄片,从而可以调整每层蜂窝器模块的高度、蜂窝器模块之间的间隙、蜂窝器的安装精度,进而可有效地提高蜂窝器的安装精度,避免蜂窝器模块因为间隙过大而导致焊接变形大的问题。
技术特征:
1.一种不锈钢稳定段蜂窝器的制作安装方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的不锈钢稳定段蜂窝器的制作安装方法,其特征在于,在步骤s1中,所述凹槽壳体的直径的测量方法为:沿着所述凹槽壳体内壁中间处的周向方向上均匀间隔地标记出偶数个测量点,采用激光跟踪仪测量每个所述测量点的坐标值,计算出处于对称位置的两个测量点之间的长度即为所述凹槽壳体的直径。
3.根据权利要求1所述的不锈钢稳定段蜂窝器的制作安装方法,其特征在于,在步骤s2中,在蜂窝器入口侧处设置高度可调的安装平台,当安装每层所述蜂窝器模块时,先将所述安装平台调整到与每层所述蜂窝器模块的高度一致的位置处,然后将所述蜂窝器模块吊入所述安装平台上,再将所述蜂窝器模块从所述安装平台上推入并安装。
4.根据权利要求1所述的不锈钢稳定段蜂窝器的制作安装方法,其特征在于,在步骤s2中,多层所述蜂窝器模块的安装方法为:先在所述凹槽壳体的内壁底部上设置多个垫板,将第一层所述蜂窝器模块安装在所述垫板上,调整所述垫板的厚度以使第一层所述蜂窝器模块的上表面等高,并使第一层所述蜂窝器模块的所述边框之间无间隙;安装第二层所述蜂窝器模块,在第二层所述蜂窝器模块的所述边框与所述凹槽壳体内壁之间设置多个所述垫板,以使第二层所述蜂窝器模块的所述边框之间无间隙;按照相同的步骤逐步依次安装其余层的所述蜂窝器模块。
5.根据权利要求1所述的不锈钢稳定段蜂窝器的制作安装方法,其特征在于,在步骤s2中,当每层所述蜂窝器模块安装后,在相邻的所述蜂窝器模块的所述边框之间设置多个薄片,调整所述薄片的厚度,以使蜂窝器蜂窝孔的俯仰角和偏航角合格。
6.根据权利要求5所述的不锈钢稳定段蜂窝器的制作安装方法,其特征在于,所述薄片的厚度为0.1~0.5mm。
7.根据权利要求1所述的不锈钢稳定段蜂窝器的制作安装方法,其特征在于,在步骤s2中,当安装每层所述蜂窝器模块时,先在所述凹槽壳体内壁上点焊角钢,用于临时固定与所述凹槽壳体的内壁相近的所述蜂窝器模块,且在安装所述挡块时逐步拆除所述角钢。
技术总结
本申请提供一种不锈钢稳定段蜂窝器的制作安装方法,其沿着凹槽壳体内壁的周向方向上测量多组直径;每层蜂窝器模块安装时均由两侧向中间的顺序依次进行安装,且在蜂窝器模块的边框与凹槽壳体内壁之间设置多个垫板,并在相邻的蜂窝器模块的边框之间设置多个薄片;最后两层蜂窝器模块安装时,先安装倒数第二层中的处于两侧位置处的蜂窝器模块,再安装最后一层蜂窝器模块,最后安装倒数第二层中的中间位置处的蜂窝器模块;先将垫板与凹槽壳体的内壁进行点焊固定,再将第一层中的蜂窝器模块与垫板进行点焊,最后将蜂窝器模块与薄片、相邻的蜂窝器模块的边框之间分别点焊固定;安装蜂窝器模块两侧的挡块。该方法提高了蜂窝器的制作效率,降低了成本。
技术研发人员:闵晓峰,黄耀和,吴杰,李源
受保护的技术使用者:武汉一冶钢结构有限责任公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!