浆纱机上浆率在线检测方法与装置与流程
本发明属于浆纱,具体涉及一种浆纱机上浆率在线检测方法与装置。
背景技术:
1、浆纱机是用于对织造所需纱线进行上浆的纺织生产装备。经过上浆后,一定量的浆料被吸附在纱线上,增强纱线中纤维之间的抱合力,并在纱线表面形成一层强韧的浆膜,从而提高纱线的断裂强力、耐磨性,减少纱线的毛羽量,综合提升纱线的可织性,确保后续织造工序的顺利进行。
2、在此过程中,纱线吸附浆料的多少对于纱线可织性的提升起到决定性的作用,通常采用上浆率这一指标来表示纱线表面浆料的吸附量,其计算方法为上浆后经纱的干浆重对上浆前原经纱干重的百分比。在浆纱生产工艺中,上浆率的控制至关重要。一方面,过低的上浆率可能导致纱线可织性未得到充分提升,难以满足后续织造生产的需要;另一方面,提高上浆率却可能造成浆料使用成本的提高。此外,过高的上浆率会造成纱线容易脆断,同样可能导致纱线可织性的下降。因此,在浆纱生产工序中,往往需要根据经验将上浆率控制在一个最佳状态,从而保障充分的纱线可织性提升,同时降低浆纱的生产成本。
3、但是,上浆率的准确检测在浆纱生产中具有很大的难度,通常采用定长烘干称重法或者退浆法进行离线测量。其中,定长烘干称重法需取一定已知长度的上浆后的纱线样品,烘干后称重,与已知的原纱干重一同代入上浆率计算公式,得出纱线的上浆率;退浆法则需要在溶剂中退去纱线上的浆料,烘干后称重,进而通过退浆后纱线重量的损失率计算上浆率。但这些方法无法在浆纱机上对上浆率进行在线检测,难以实时指导浆纱工艺的制定。
4、对此,有人提出了上浆率的间接测量方法,如使用浆液浓度、浆液粘度、浆液温度、第一道压浆辊压力、第二道压浆辊压力、浸没辊位置、浆纱机速度、纱线覆盖系数、纱线张力和烘燥温度等参数,利用经训练的神经网络模型,对上浆率进行估计(参见cn102998434a浆纱过程上浆率实时在线检测方法);通过傅立叶近红外光谱分析技术测定上浆后纱线的红外光谱,对上浆率进行估计(参见cn101446549a一种利用近红外光谱技术检测浆纱上浆率的方法);在浆液中提前加入一定比例的可测介质,通过检测纱线中该介质的含量,对纱线上浆率进行估计(参见cn101705611a纱线上浆率介质在线检测方法);通过量热计和导热系数仪分别测定标准纱线的比热容值和导热系数值,并依据提前标定的关系公式推导出纱线的上浆率(cn111751404b一种基于热学性质间接检测浆纱上浆率和回潮率的方法);通过电容传感器读取纱线的介电常数,依据提前建立的介电常数与上浆率关系模型,推导出纱线的上浆率(参见cn113340949a一种基于物质介电性质检测浆纱上浆率的方法)。这些间接测量法依赖于某些测定数据与上浆率之间的关系模型对上浆率进行估计,模型的可靠性直接影响测量结果,因此检测结果的精度难以衡量,实用性较弱。
技术实现思路
1、本发明首先要解决的技术问题是:提供一种浆纱机上浆率在线检测方法,解决上浆率在线测量结果精度低的技术问题。
2、为解决上述技术问题,本发明采用的技术方案是:浆纱机上浆率在线检测方法,包括如下具体步骤:
3、a、纱线上浆状态参数获取:获取织轴的实时重量m(t)、浆纱回潮率k(t)、纱线的干燥线密度s、待上浆纱线的排列总根数n以及纱线综合伸长率γz;并且获取织轴卷绕速度vj(t)和/或经轴退绕速度vt(t),m(t)的单位为g,s的单位为g/km,vj(t)的单位为m/s,vt(t)的单位为m/s。
4、b、上浆率计算:根据以下公式(1)计算当前的实时纱线上浆率s(t):
5、
6、其中m浆(t)为浆纱干重,m原(t)为原纱干重,其值通过如下公式(2)和公式(3)计算:
7、
8、公式(2)和公式(3)中的δt为检测步长,根据用户对上浆率输出的频率而预设,γ(t)为当前时刻的纱线伸长率,当已知vt(t)时,γ(t)通过如下公式(4)计算:
9、
10、γz1是伸长率修正系数,通过下机实验进行标定;
11、当未知vt(t)时,γ(t)通过如下公式(5)计算:
12、γ(t)=γz2 (5);
13、综合伸长率γz2是指纱线在浆纱机上从退绕到卷绕产生的总伸长率,通过下机实验进行标定。
14、c、上浆率输出:将步骤b计算得到的实时纱线上浆率s(t)通过输出设备输出。
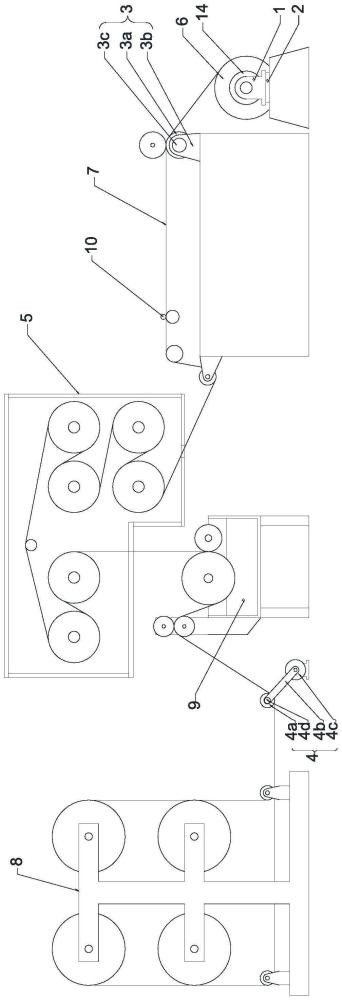
15、作为一种优选方案,所述织轴的实时重量m(t)通过安装在浆纱机机头轴承座底部的压力传感器检测获取;浆纱回潮率k(t)通过设置在烘房和织轴之间的回潮率传感器检测获取;纱线的干燥线密度s为理论干燥线密度或经测定的实际线密度;织轴卷绕速度vj(t)通过安装在浆纱机织轴上游的第一测速传感器检测获得,经轴退绕速度vt(t)通过安装在经轴架下游的第二测速传感器检测获得。
16、作为一种优选方案,所述第一测速传感器包括设置在烘房和织轴之间的第一导向辊、与第一导向辊同步传动的测速轮以及与测速轮的一端同轴连接的第一编码器,第一编码器固定设置,第一导向辊的两端分别通过第一支座固定连接在烘房外壁上,通过烘房烘燥的浆纱绕经第一导向辊后卷绕到织轴上;所述第二测速传感器包括设置在经轴架与浆槽之间的第二导向辊、与第二导向辊的一端转动连接的摆动臂,与摆动臂另一端固定连接的伺服电机以及与第二导向轴同轴连接的第二编码器,第二编码器与摆动臂固定连接。
17、作为一种优选方案,上述技术方案还包括以下步骤:
18、d、扩展输出内容:依据每个时刻t的实时纱线上浆率s(t),开展以下方式的上浆率结果输出:
19、1)实时输出当前时刻的上浆率检测结果;
20、2)输出一段时间内上浆率的平均检测结果;
21、3)输出上浆率随时间的变化趋势图表;
22、4)输出上浆率随纱线运行长度的变化趋势图表,具体计算方式包括:将任意时刻t0通过以下公式换算为纱线的运行长度l(t0),
23、
24、其中v为vj或vt;
25、5)统计任意织轴的上浆率检测的平均结果其中:
26、平均结果的计算以时间t为单位,计算方式如下:
27、
28、其中t为织轴卷绕的结束时刻;
29、或平均结果的计算以纱线运行长度l为单位,计算方式如下:
30、
31、其中t为织轴卷绕的结束时刻,v为vj或vt。
32、本发明进一步要解决的技术问题是:提供一种浆纱机上浆率在线检测装置,解决上浆率在线测量结果精度低的技术问题。
33、为解决上述技术问题,本发明采用的技术方案是:浆纱机在线上浆率检测装置,包括织轴重量感知部件、车速感知部件、回潮率感知部件、中央运算单元、上浆率输出模块、人机交互模块,其中,重量感知部件为安装在浆纱机机头轴承座底部的压力传感器,压力传感器用于检测任意时刻的织轴重量;车速感知部件包括第一测速传感器和/或第二测速传感器,其中第一测速传感器包括设置在烘房和织轴之间且垂直于纱线移动方向的第一导向辊、用于支撑第一导向辊两端的轴承座以及与第一导向辊同轴传动连接的第一编码器,第一编码器的壳体与轴承座固定连接,浆纱绕经第一导向辊后卷绕到织轴上;所述第二测速传感器包括设置在经轴架与浆槽之间且垂直于纱线移动方向的第二导向辊、与第二导向辊同轴传动连接的第二编码器,第二编码器壳体固定设置;回潮率感知部件为回潮测试仪,回潮测试仪设置在织轴与烘房之间,用于检测离开烘房后浆纱的回潮率;中央运算单元为单片机,中央运算单元与第一编码器、第二编码器、压力传感器、回潮测试仪、上浆率输出模块、人机交互模块均电性连接,第一编码器、第二编码器、压力传感器、回潮测试仪将检测到的信息发送给单片机,单片机运算完成后将运算结果通过上浆率输出模块输出,人机交互模块用于向单片机发送指令;上浆率输出模块单片机为显示器或触摸屏;人机交互模块单片机为触摸屏或键盘。
34、作为一种优选方案,第二导向辊的两端转动连接有摆动臂,两摆动臂的另一端分别固定连接在一个双出轴伺服电机的输出轴两端,第二编码器与其中一个摆动臂固定连接,伺服电机能够输出稳定的扭矩,从而使纱线保持恒定的张力,以确保第二导向辊跟随纱线同步转动。
35、本发明通过可靠的检测装置检测获得织轴的实时重量、浆纱回潮率、纱线的干燥线密度、待上浆纱线的排列总根数以及纱线综合伸长率;并且获取织轴卷绕速度和/或经轴退绕速度,然后利用上浆率计算公式计算上浆率,通过直接检测法获得上浆率检测结果,从而有效提高纱线上浆率的检测精度。
- 还没有人留言评论。精彩留言会获得点赞!