光罩的检测方法、测试工装及测试系统与流程
本发明实施例涉及设备测试,具体涉及一种光罩的检测方法、测试工装及测试系统。
背景技术:
1、目前,针对机械旋转式激光雷达光罩的质量检测主要包括光罩外观检测、厚度检测。但是,上述质量检测主要依赖于人工,这将会受到人力检查精度的影响,不同的人员对于检查的精度不同,则会导致光罩质量检测不到位的问题。另外,当存在大规模检测需求时,将会耗费较大的人力,且人力检测存在效率低、漏检、误检等问题,大大影响了光罩的检测质量。
技术实现思路
1、鉴于上述问题,本发明实施例提供了一种光罩的检测方法、测试工装及测试系统,用于解决光罩检测效率低、准确度难以保证问题。
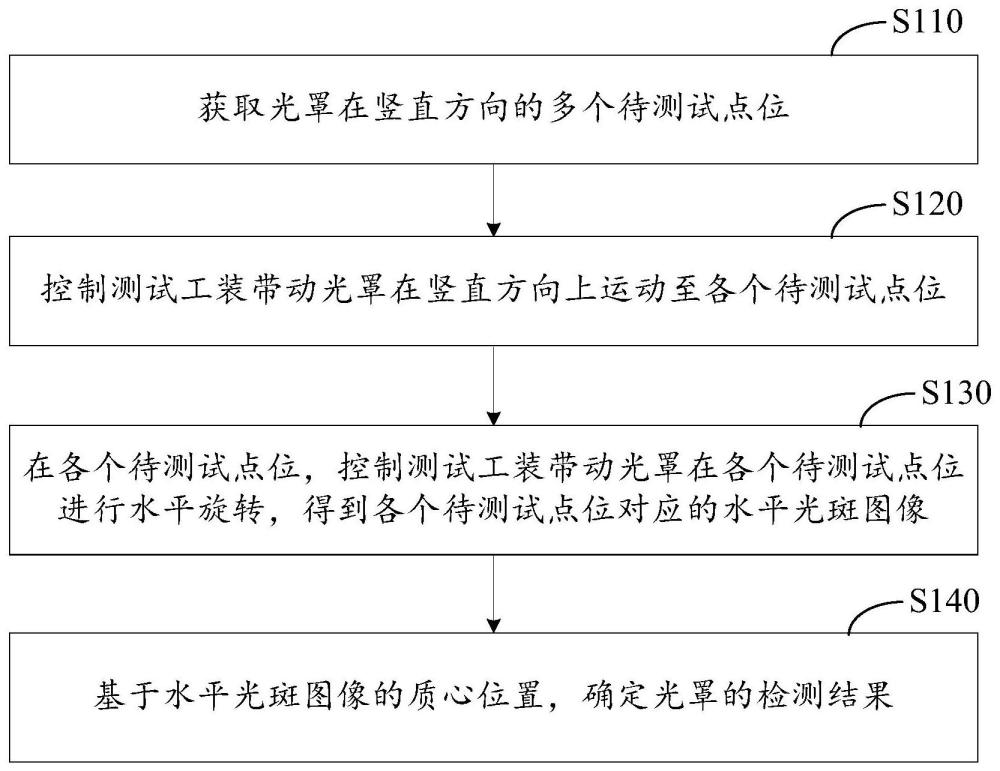
2、根据本发明实施例的一个方面,提供了一种光罩的检测方法,包括:获取光罩在竖直方向的多个待测试点位,光罩放置在测试工装上,测试工装上设置有光源;控制测试工装带动光罩在竖直方向上运动至各个待测试点位;在各个待测试点位,控制测试工装带动光罩在各个待测试点位进行水平旋转,得到各个待测试点位对应的水平光斑图像;基于水平光斑图像的质心位置,确定光罩的检测结果。
3、根据本发明实施例的另一方面,提供了一种光罩的测试工装,包括:底座;光源,设置在底座上;控制组件,包括固定部和旋转部,旋转部和固定部可转动连接;控制组件滑动套设在光源外部;光罩,可拆卸的连接在旋转部上;第一驱动件,固定连接在固定部,且第一驱动件的第一动力输出端与旋转部连接,适于驱动旋转部进行水平旋转;第二驱动件,固定连接在底座上,且第二驱动件的第二动力输出端与固定部连接,适于驱动固定部在竖直方向进行运动;控制器,设置在所述底座上,适于向所述第一驱动件和所述第二驱动件发送驱动指令。
4、根据本发明实施例的另一方面,提供了一种光罩的检测装置,包括:获取模块,用于获取光罩在竖直方向的多个待测试点位,光罩放置在测试工装上,测试工装上设置有光源;竖直运动控制模块,用于控制测试工装带动光罩在竖直方向上运动至各个待测试点位;水平运动控制模块,用于在各个待测试点位,控制测试工装带动光罩在各个待测试点位进行水平旋转,得到各个待测试点位对应的水平光斑图像;检测模块,用于基于水平光斑图像的质心位置,确定光罩的检测结果。
5、根据本发明实施例的另一方面,提供了一种光罩的测试系统,包括:光罩的测试工装;计算机设备,与测试工装通信连接,计算机设备包括处理器、存储器、通信接口和通信总线,处理器、存储器和通信接口通过通信总线完成相互间的通信;存储器用于存放至少一可执行指令,可执行指令使处理器执行如上述实施例的光罩的检测方法的操作。
6、根据本发明实施例的又一方面,提供了一种计算机可读存储介质,所述存储介质中存储有至少一可执行指令,所述可执行指令使软件组件接口校核设备/装置执行上述实施例所述的光罩的检测方法的操作。
7、本发明实施例提供的光罩的检测方法、测试工装及测试系统,通过获取光罩在竖直方向的各个待测试点位,控制测试工装带动光罩进行竖直方向的移动,以到达各个待测试点位,继而在各个待测试点位控制测试工装带动光罩进行水平旋转,以对光罩的圆周方向进行检测。在各个待测试点位进行水平旋转的过程中,通过光源照射在光罩上以生成相应的水平光斑图像,继而结合水平光斑图像的质心位置的变化情况确定光罩的检测结果,由此无需人工检测,实现了光罩的自动化检测,提升了光罩的检测效率,而且避免了人工检测的漏检、误检,提高了光罩的检测准确度。
8、上述说明仅是本发明实施例技术方案的概述,为了能够更清楚了解本发明实施例的技术手段,而可依照说明书的内容予以实施,并且为了让本发明实施例的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
技术特征:
1.一种光罩的检测方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述在各个所述待测试点位,控制所述测试工装驱动所述光罩在各个所述待测试点位进行水平旋转,得到各个所述待测试点位对应的水平光斑图像,包括:
3.根据权利要求2所述的方法,其特征在于,还包括:
4.根据权利要求1所述的方法,其特征在于,所述基于所述水平光斑图像的质心位置,确定所述光罩的检测结果,包括:
5.根据权利要求4所述的方法,其特征在于,在所述基于所述水平光斑图像的质心位置,确定所述光罩的检测结果之前,还包括:
6.根据权利要求4所述的方法,其特征在于,还包括:
7.根据权利要求1所述的方法,其特征在于,还包括:
8.一种光罩的测试工装,其特征在于,包括:
9.根据权利要求8所述的测试工装,其特征在于,还包括:
10.一种光罩的测试系统,其特征在于,包括:
技术总结
本发明实施例涉及设备测试技术领域,公开了一种光罩的检测方法、测试工装及测试系统,该方法包括:获取光罩在竖直方向的多个待测试点位,光罩放置在测试工装上,测试工装上设置有光源;控制测试工装带动光罩在竖直方向上运动至各个待测试点位;在各个待测试点位,控制测试工装带动光罩在各个待测试点位进行水平旋转,得到各个待测试点位对应的水平光斑图像;基于水平光斑图像的质心位置,确定光罩的检测结果。通过实施本发明的技术方案,实现了光罩的自动化检测,有效提高了光罩的检测效率及检测准确性。
技术研发人员:陈泽国
受保护的技术使用者:阿维塔科技(重庆)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!