测量炼钢连铸机铸坯断面和长度的方法与流程
本发明属于冶金检测,涉及一种测量炼钢连铸机铸坯断面和长度的方法。
背景技术:
1、连铸机生产后铸坯尺寸和长度合格率,直接关系到炼钢收得率和轧钢厂的成材率,连铸铸坯如果断面过大或切割过长,会引起后续轧钢环节的材料浪费。如果切割断面偏小或长度过短,则会造成后续轧钢部分重量不足,产生次品。因切割系统误差会受到铸坯温度、炼钢冶炼参数、切割机运动控制精度等影响。因此铸坯切割长度和断面会产生相应的误差。因此,对连铸铸坯生产后每根铸坯切割断面和长度进行可靠有效的测量检验,对钢铁连铸生产及轧钢质量控制有重要的作用。
技术实现思路
1、有鉴于此,本发明的目的在于解决上述问题,提供一种测量炼钢连铸机铸坯断面和长度的方法。
2、为达到上述目的,本发明提供如下技术方案:
3、一种测量炼钢连铸机铸坯断面和长度的方法,包括如下步骤:
4、1)板坯断面尺寸测量包括:
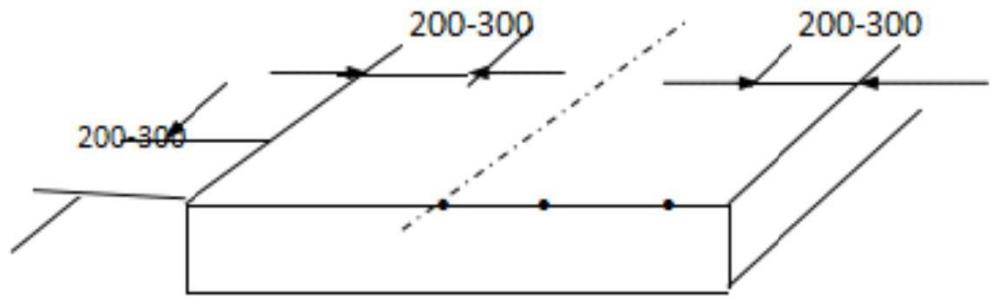
5、板坯厚度测量:在距铸坯端面200mm~300mm处,在宽度中心点及距侧面200mm~300mm处共三点,以三点所测数据的算术平均值作为板坯厚度尺寸;
6、板坯宽度测量:取板坯任一面进行宽度测量,测量位置分别为板坯长度的1/2处及两端距端面150mm~300mm处,共三个测量点,测量结果以三处所测数据的算术平均值作为板坯宽度;
7、方形及矩形坯的断面尺寸测量:在铸坯两端距端面100mm~200mm处,在宽度中心点及距侧面30mm~50mm处分别测两组,共六个测量点,以六点所测数据的算术平均值作为该面的断面尺寸;
8、2)铸坯长度测量:任选一面,沿钢坯长度方向,以中心线、距离两侧1/4宽度,共三处进行测量,三处长度数据的算术平均值作为钢坯长度。
9、进一步,当板坯宽度测量结果有争议时,取板坯上下表面各三点,两两对应进行宽度测量,测量位置分别为板坯长度的1/2处及两端距端面150mm~300mm处,以所测数据的算术平均值作为板坯宽度。
10、本发明的有益效果在于:
11、本发明可以快速测量出铸坯断面尺寸及长度,指导炼钢铸机生产,提高炼钢收得率及轧钢收得率。
12、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种测量炼钢连铸机铸坯断面和长度的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的测量炼钢连铸机铸坯断面和长度的方法,其特征在于:当板坯宽度测量结果有争议时,取板坯上下表面各三点,两两对应进行宽度测量,测量位置分别为板坯长度的1/2处及两端距端面150mm~300mm处,以所测数据的算术平均值作为板坯宽度。
技术总结
本发明涉及一种测量炼钢连铸机铸坯断面和长度的方法,包括板坯厚度测量:在距铸坯端面200mm~300mm处的宽度中心点及距侧面200mm~300mm,以三点所测数据的算术平均值作为板坯厚度尺寸;板坯宽度测量:取板坯任一面进行宽度测量,测量位置分别为板坯长度的1/2处及两端距端面150mm~300mm处,测量结果以三处所测数据的算术平均值作为板坯宽度;断面尺寸测量:在铸坯两端距端面100mm~200mm处,在宽度中心点及距侧面30mm~50mm处分别测两组,以六点所测数据的算术平均值作为该面的断面尺寸;铸坯长度测量:任选一面,沿钢坯长度方向,以中心线、距离两侧1/4宽度,三处长度数据的算术平均值作为钢坯长度。本发明可以快速测量出铸坯断面尺寸及长度,提高炼钢收得率及轧钢收得率。
技术研发人员:王昌寿,雷华,邹洪健,胡佳,魏云,谭斌
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!