一种具有温控功能的材料切削加工实验装夹装置及其方法与流程
本发明涉及切削加工,具体是一种具有温控功能的材料切削加工实验装夹装置及其方法。
背景技术:
1、大部分机械零件的最终形状均是通过机械加工获得的,许多成型过程例如金属材料的锻造、铸造、复合材料的“近净法”成型,在成型后均需要通过一系列的切削加工以获得想要的零件形状、尺寸及表面质量。然而,在切削加工过程中,刀具材料、结构、工艺参数等均对材料加工质量产生影响,加工工艺不当容易造成各种加工损伤,例如复合材料钻削、铣削极易产生毛刺、分层及撕裂,金属材料易产生加工裂纹、毛刺、分层、凹坑及热腐蚀,严重影响加工质量。因此,通过材料的切削加工实验,研究切削加工过程中的力学原理、切削热累积、材料损伤形成及切屑去除机制对提高加工质量有着重要意义。
2、切削加工实验一般通过夹具在水平方向上沿工件厚度方向夹紧工件,通过机床带动刀具进行切削。现有的材料装夹方案中通常采用螺栓和螺母的方式直接夹紧工件,待切削材料高度不可调,且由于装夹误差累积,无法保证切削深度一致,影响实验结果的准确性。同时,夹具的通用性较低,只适用于特定尺寸的板材,板材尺寸改变,夹具便不能使用。
3、另一方面,研究温度对板材切削性能的影响时,需要对板材进行加热,使其在不同温度梯度上进行温度维持。现有的板材加热方法是利用外在夹具将发热片直接贴附在材料待切削表面,一旦发热片功率过高,会烧蚀材料表面,沿厚度方向材料表面温度和内部温度相差很大,材料无法受热均匀。此外,夹具传热,会导致测力仪等数据采集仪器工作温度过高,损坏设备,大大增加了实验成本。同时,包括pid温控器、热电偶、加热片等产品在内的加热系统集成性差,接线繁多,若破损部位与金属夹具接触容易造成短路,且导线接触过热的夹具,绝缘层损坏会带来触电的危险,本身高温的夹具也容易造成安全事故。
4、因此,如何解决切削加工过程中实验材料装夹精度及夹具通用性问题,如何解决加热系统的集成性、安全性问题,已成为保证实验结果可靠性及测试数据准确性的关键所在。
技术实现思路
1、为了解决上述问题,本发明提出一种具有温控功能的材料切削加工实验装夹装置及其方法。
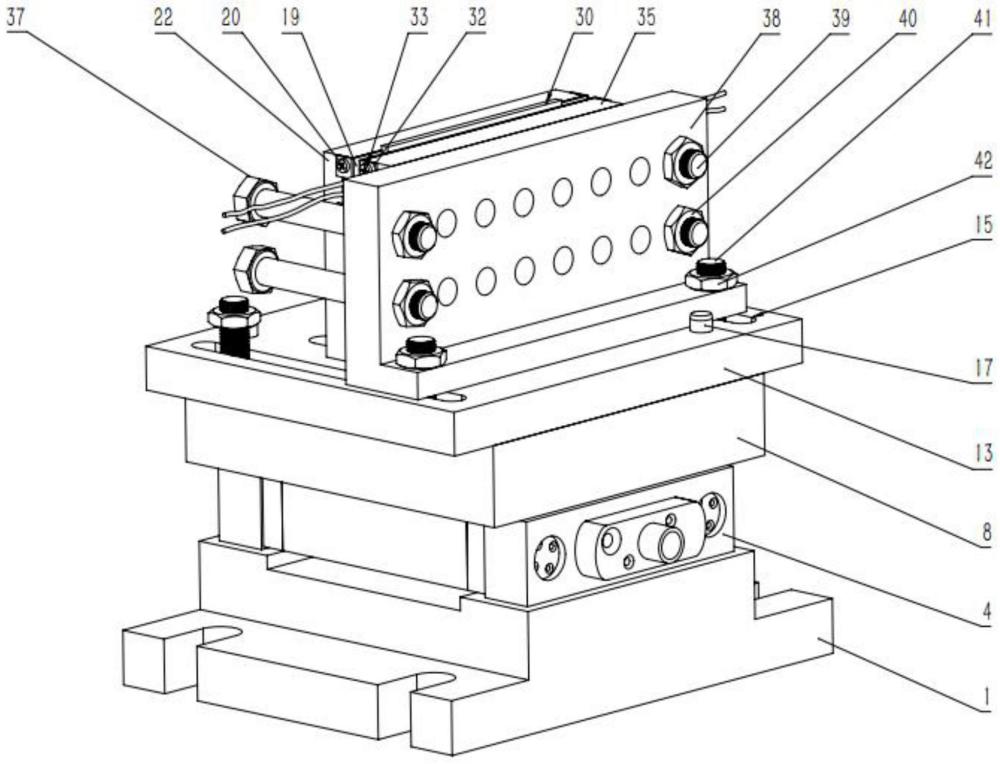
2、一种具有温控功能的材料切削加工实验装夹装置,包括基座,还包括设置在基座上的测力仪、设置在测力仪上方的第一隔热板、设置在第一隔热板上方的夹具支座、开设在夹具支座外侧的夹具支座外侧沉头凹槽、设置在夹具支座外侧沉头凹槽上的左夹板与右夹板、设置在左夹板与右夹板中间的第二隔热板和第三隔热板、与第二隔热板和第三隔热板连接的温控组件。
3、所述的基座下方设置有与工作台固定连接的基座u型槽,所述的基座上方设置有用于连接测力仪的基座螺栓孔。
4、所述的测力仪上外侧设置有用于连接基座的测力仪外侧螺栓孔,还设置有用于连接第一隔热板的测力仪测力区螺栓孔。
5、所述的第一隔热板上设置有通过第一隔热板沉头螺栓连接测力仪的第一隔热板凹槽和第一隔热板沉头螺栓孔,所述的第一隔热板上表面设置有用于连接夹具支座的第一隔热板销钉盲孔。
6、所述的夹具支座下方设置有置于第一隔热板的第一隔热板凹槽中的夹具支座凸台,所述的夹具支座上表面设置有用于连接夹具支座和第一隔热板的夹具支座外侧沉头凹槽和夹具支座销钉孔。
7、所述的左夹板和右夹板结构相同,均为l型,在l型长边面内设置有两排长边通孔,所述的第二隔热板和第三隔热板与左夹板、右夹板通过左右夹板螺栓和左右夹板螺母进行夹紧,在l型短边面内设置有短边通孔,与夹具支座通过夹具支座螺栓和夹具支座螺母进行连接。
8、所述的温控组件包括与第二隔热板和第三隔热板分别连接第一传热片和第二传热片、与第一传热片和第二传热片上粘接的第一加热片和第二加热片、沿着第二隔热板长度方向面内沿高度方向开设的第二隔热板沉头凹槽和用于放置试样的定位块。
9、所述的定位块通过左右夹板螺栓和左右夹板螺母对左夹板与右夹板施加夹紧力。
10、所述的第二隔热板的厚度方向设置有第二隔热板开口和第二隔热板螺钉孔,所述的第一传热片侧面开设有第一传热片开口,所述的第一加热片的引线从第二隔热板第二隔热板开口和第一传热片第一传热片开口穿过连接温控器,所述的第二隔热板和第一传热片通过第一传热片螺钉连接。
11、所述的定位块两侧面均设置有带孔的定位块凸台,所述的定位块凸台通过定位块连接螺栓放置于第二隔热板长度方向面内开设的第二隔热板沉头凹槽内,所述的定位块上表面一侧设置有用于试样水平方向定位的凸起。
12、一种具有温控功能的材料切削加工实验装夹装置的方法,其具体步骤如下:
13、步骤s1:固定测力仪:将测力仪置于基座上平面,利用测力仪螺栓对测力仪4位置进行固定;
14、步骤s2:固定第一隔热板:将第一隔热板置于测力仪上,并通过第一隔热板凹槽内的第一隔热板沉头螺栓对第一隔热板进行固定;
15、步骤s3:固定第一隔热板:将夹具支座凸台置于第一隔热板凹槽内,用销钉将夹具支座和第一隔热板连接固定;
16、步骤s4:固定第一传热片:将第一加热片粘接在第一传热片上,第一加热片引线从第一传热片厚度方向面内开口处伸出;
17、步骤s5:固定:第二隔热板将第一传热片通过螺钉固定在第二隔热板上,引线从第二隔热板厚度方向面内开口处伸出;
18、步骤s6:固定定位块:将定位块上的定位块凸台置于第二隔热板上的沿高度方向的第二隔热板凹槽内,并通过定位块连接螺栓固定;
19、步骤s7:连接第二加热片引线:将第二加热片粘接在第二传热片上,第二加热片引线从第二传热片厚度方向面内开口处伸出;
20、步骤s8:固定第二传热片:将第二传热片通过第二传热片螺钉固定在第三隔热板上,引线从第三隔热板厚度方向面内开口处伸出;
21、步骤s9:夹紧:将装好的第二隔热板,第三隔热板置于左夹板与右夹板中间,将试样置于定位块上,一端与定位块凸台贴合,通过左右夹板螺栓和左右夹板螺母对左夹板与右夹板进行夹紧;
22、步骤s10:固定:将装夹好的左夹板与右夹板放在夹具支座上,通过左右夹板螺栓、左右夹板螺母将左夹板与右夹板固定在夹具支座上。
23、本发明的有益效果是:通过对夹具支座、第一隔热板、第二隔热板、第三隔热板、定位块结构进行特殊设计,定位块在高度上可调,左夹板、右夹板的间距可调,使装夹装置适应于满足切削加工实验要求的任意尺寸试样;同时,可调高度的定位块保证了试样装夹后待切削表面的平行度,保证了切削深度的一致性;此外,第一加热片、第二加热片粘接在第一传热片、第二传热片上并置于第一隔热板、第二隔热板、第三隔热板的内部,一方面避免了第一加热片、第二加热片直接接触材料表面使其温度骤然升高导致表面损坏和内外受热不均,另一方面,在线加热与夹具的集成,使试样的更换与拆卸更加方便、安全,提高了试验效率;第一隔热板、第二隔热板、第三隔热板夹具的集成,一方面避免了测力仪受热损坏,另一方面,避免了夹具在高温下过热造成的安全事故;总之,本发明可适用于不同尺寸、不同材料的切削加工实验,通用性强、装夹方式简便灵活,安全可靠性高。
- 还没有人留言评论。精彩留言会获得点赞!