一种抗拉性能检测方法与流程
本发明涉及拉力测试,尤其涉及一种抗拉性能检测方法。
背景技术:
1、随着电子设备的不断发展,对陶瓷覆铜板的性能要求越来越高,其中粘合力是一个关键的指标。陶瓷覆铜板通常由陶瓷片和铜片构成,它们之间的粘合力直接关系到整体结构的稳定性、电气性能以及耐用性。良好的粘合力有助于确保在高温条件下陶瓷片与铜片之间的结合不会受到热胀冷缩等因素的影响,从而提高材料的热稳定性,因此测试陶瓷覆铜板之间的粘合力成为了各项研究的重点。目前,行业内通过抗拉条拉伸测试来评估陶瓷覆铜板的粘合力,但这种方法存在问题如下:
2、(一)传统的抗拉条拉伸测试方法需要将试样送到专门的测试实验室进行测试,这需要大量的时间和人力资源,检测效率较低。
3、(二)从取样到测试结果出来,整个过程可能需要较长的周期,不适合在生产线上快速进行质量控制。并且很可能只对抽样的少量试样进行测试,不能全面覆盖整个生产批次,可能会错过一些潜在的问题,从而影响检测质量。
技术实现思路
1、针对上述现有技术的缺点,本发明的目的是提供一种抗拉性能检测方法,以解决现有技术中的一个或多个问题。
2、为实现上述目的,本发明的技术方案如下:
3、一种抗拉性能检测方法,包括以下步骤:
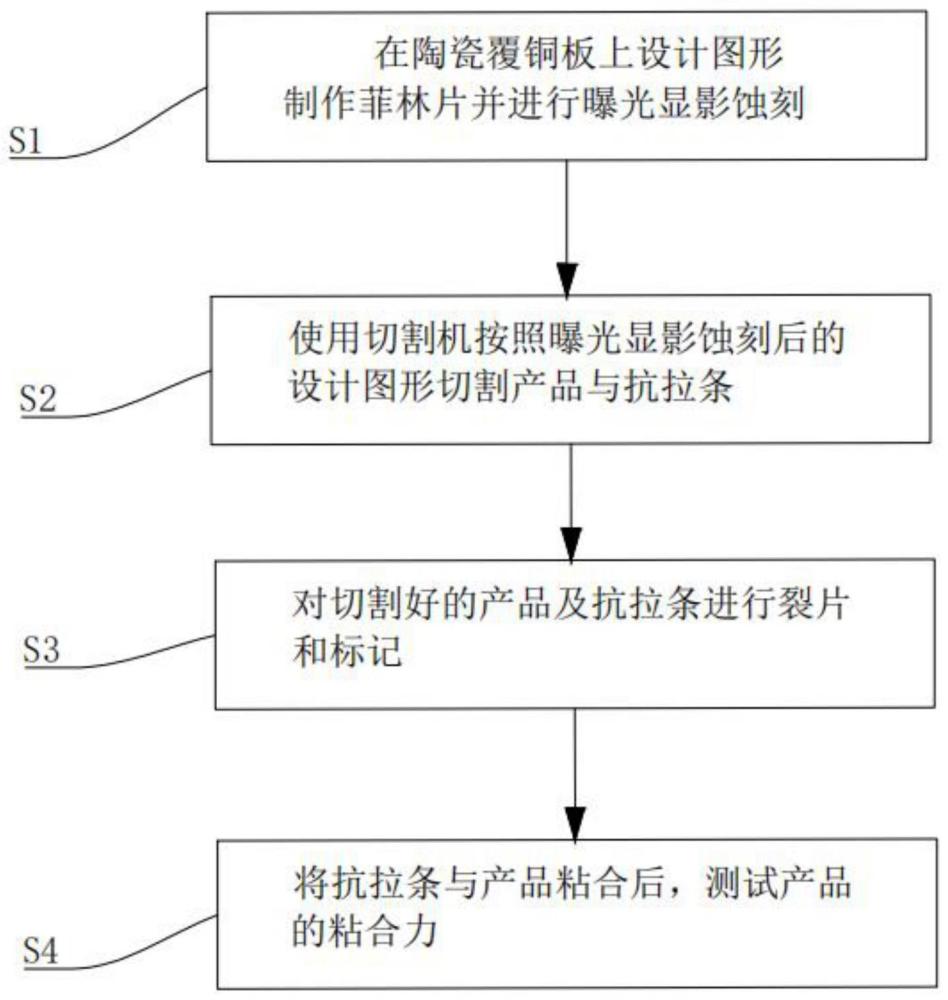
4、在陶瓷覆铜板上设计图形,制作菲林片并进行曝光显影蚀刻;
5、使用切割机按照曝光显影蚀刻后的设计图形切割产品与抗拉条;
6、对切割好的产品及抗拉条进行裂片和标记;
7、将抗拉条与产品粘合后,测试产品的粘合力。
8、进一步的,所述在陶瓷覆铜板上设计图形,制作菲林片并进行曝光显影蚀刻包括:以陶瓷覆铜板中部作为产品,以陶瓷覆铜板中产品以外的部分作为抗拉条设计材料。
9、进一步的,所述使用切割机按照曝光显影蚀刻后的设计图形切割产品与抗拉条过程中:将陶瓷覆铜板中陶瓷片的切割为陶瓷片厚度的1/3~1/2。
10、进一步的,所述对切割好的产品及抗拉条进行裂片和标记包括:将产品与抗拉条掰开,并分别添加不同的标记作区分。
11、进一步的,所述将抗拉条与产品粘合包括:通过砂纸对抗拉条与产品的贴合面氧化层进行打磨,打磨后通过油性原胶进行粘合,形成待检测工件。
12、进一步的,所述测试产品的粘合力包括步骤如下:
13、将待检测工件置于设备卡槽内;
14、夹具手动下降至抗拉条工件位置并夹住抗拉条;
15、启动设备,在夹具拉动抗拉条的同时读取拉力数值。
16、进一步的,所述启动设备,夹具拉动抗拉条的同时读取拉力数值包括:设置自动挡位中夹具上拉速度为20~60mm/min,开启上升按钮,夹具按照设定速度上拉直至铜皮拉出,在铜皮拉出过程中读取相关拉力数值,即铜皮的剥离强度。
17、进一步的,所述产品与抗拉条均为长条状。
18、进一步的,所述抗拉条的尺寸小于设备的卡槽尺寸。
19、进一步的,所述抗拉条的一面具有两段长条,其中一段用于粘合底座,另一段供夹具夹持;所述抗拉条另一面为一条长条。
20、与现有技术相比,本发明的有益技术效果如下:
21、(一)本发明通过将陶瓷覆铜板上边缘材料利用起来设计成抗拉条,能够准确、有效的利用材料并精确测试出该陶瓷覆铜板间的粘合力,提高测试效率、降低成本,并更好地适应现代化生产线对质量控制的需求。
22、(二)本发明通过将抗拉条直接设计在陶瓷覆铜板上可以在生产线上实时监测粘合力,工人可以通过直观的方式检查抗拉条的状态,从而及时发现潜在的问题。
23、(三)本发明在检测过程中不需要将试样送到专门的实验室进行测试,整个过程可以在生产线上迅速完成,提高了抗拉性能测试的效率,有助于减少生产中的等待时间。
技术特征:
1.一种抗拉性能检测方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种抗拉性能检测方法,其特征在于:在陶瓷覆铜板上设计图形,制作菲林片并进行曝光显影蚀刻包括:以陶瓷覆铜板中部作为产品,以陶瓷覆铜板中产品以外的部分作为抗拉条设计材料。
3.如权利要求2所述的一种抗拉性能检测方法,其特征在于:所述使用切割机按照曝光显影蚀刻后的设计图形切割产品与抗拉条过程中:将陶瓷覆铜板中陶瓷片的切割为陶瓷片厚度的1/3~1/2。
4.如权利要求1所述的一种抗拉性能检测方法,其特征在于:所述对切割好的产品及抗拉条进行裂片和标记包括:将产品与抗拉条掰开,并分别添加不同的标记作区分。
5.如权利要求1所述的一种抗拉性能检测方法,其特征在于:所述将抗拉条与产品粘合包括:通过砂纸对抗拉条与产品的贴合面氧化层进行打磨,打磨后通过油性原胶进行粘合,形成待检测工件。
6.如权利要求5所述的一种抗拉性能检测方法,其特征在于:所述测试产品的粘合力包括步骤如下:
7.如权利要求6所述的一种抗拉性能检测方法,其特征在于:所述启动设备,夹具拉动抗拉条的同时读取拉力数值包括:设置自动挡位中夹具上拉速度为20~60mm/min,开启上升按钮,夹具按照设定速度上拉直至铜皮拉出,在铜皮拉出过程中读取相关拉力数值,即铜皮的剥离强度。
8.如权利要求7所述的一种抗拉性能检测方法,其特征在于:所述产品与抗拉条均为长条状。
9.如权利要求8所述的一种抗拉性能检测方法,其特征在于:所述抗拉条的尺寸小于设备的卡槽尺寸。
10.如权利要求9所述的一种抗拉性能检测方法,其特征在于:所述抗拉条的一面具有两段长条,其中一段用于粘合底座,另一段供夹具夹持;所述抗拉条另一面为一条长条。
技术总结
本发明涉及一种抗拉性能检测方法,包括在陶瓷覆铜板上设计图形,制作菲林片并进行曝光显影蚀刻;使用切割机按照曝光显影蚀刻后的设计图形切割产品与抗拉条;对切割好的产品及抗拉条进行裂片和标记;将抗拉条与产品粘合后,测试产品的粘合力。通过将陶瓷覆铜板上边缘材料利用起来设计成抗拉条,能够准确、有效的利用材料并精确测试出该陶瓷覆铜板间的粘合力,提高测试效率、降低成本,并更好地适应现代化生产线对质量控制的需求。进一步的,所述在陶瓷覆铜板上设计图形,制作菲林片并进行曝光显影蚀刻包括:以陶瓷覆铜板中部作为产品,以陶瓷覆铜板中产品以外的部分作为抗拉条设计材料。
技术研发人员:千雁菊,余晓初,郑彬,赵蓓丽
受保护的技术使用者:无锡天杨电子有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!