一种锂电池焊接缺陷检测方法及系统
本发明属于电池焊接检测,具体地说是一种锂电池焊接缺陷检测方法及系统。
背景技术:
1、随着电子产品的不断普及,锂电池在生活中扮演着越来越重要的角色。而在锂电池的制造过程中,焊接是最关键的一步之一,焊接的质量更是影响到电池的使用寿命以及使用安全。
2、公开号为cn111815572b的一项中国专利申请公开了一种基于卷积神经网络对锂电池焊接质量的检测方法,包括:采集锂电池相关的源样本,对源样本进行分类;将卷积神经网络模型在预设数据集里进行预训练,获得预训练模型,且基于实际的分类样本数据集对预训练模型进行再次训练处理,获得最终模型;保存所述最终模型,并输入焊接样本进行在线检测,预测所述焊接样本的分类类型。通过采集训练样本,训练基于预训练的卷积神经网络的焊接质量分类器,使其能快速准确地分类不同种类的焊接缺陷类型,能有效解决当前分类技术中需要提前人工提取特征,准确性较低等问题。
3、现有技术中,只对锂电池焊接的缺陷类型进行检测识别,并未对锂电池焊接后存在的缺陷进行具体分析,判断其缺陷对锂电池使用的影响程度以及使用的危险程度,若对锂电池焊接后存在的缺陷进行具体分析,在不影响使用或者在有限时间内不影响使用进行具体判定,能够使锂电池的使用价值最大化,节约电池成本。
4、为此,本发明提供一种锂电池焊接缺陷检测方法及系统。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
2、本发明解决其技术问题所采用的技术方案是:一种锂电池焊接缺陷检测方法,包括:
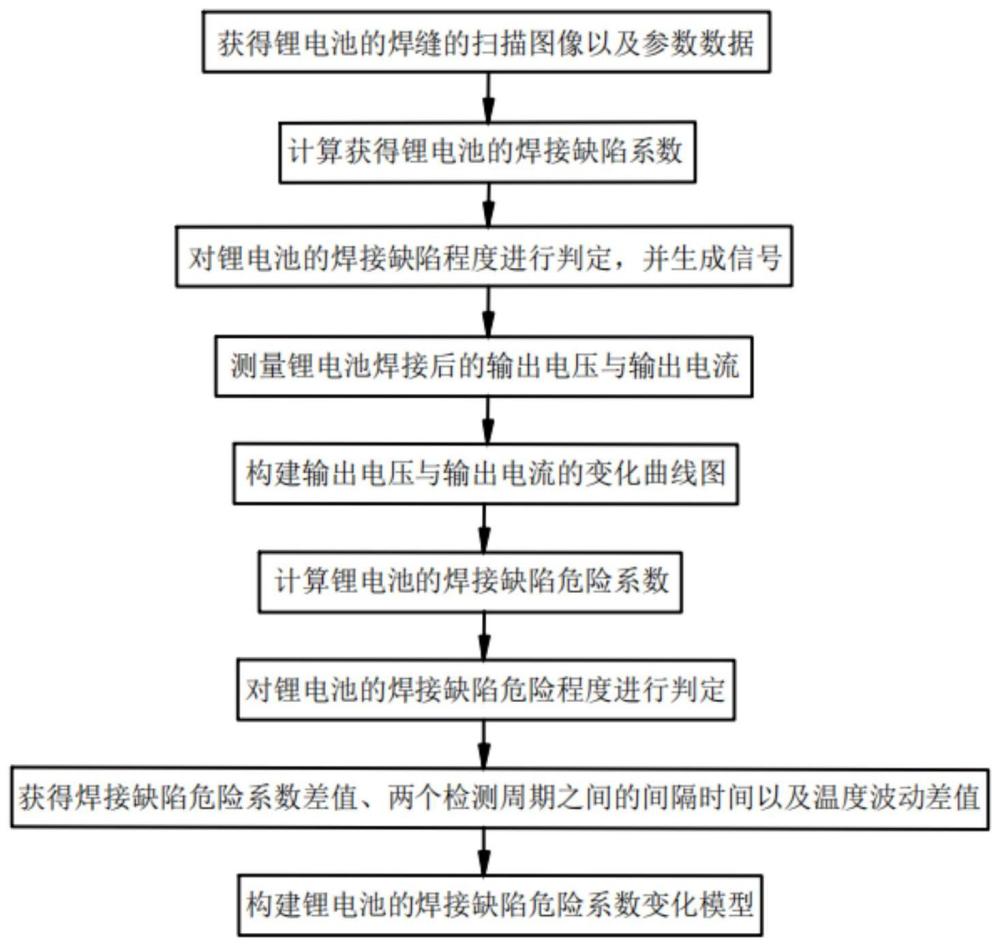
3、步骤一:在一个检测周期内,对锂电池的焊缝进行扫描,获得锂电池的焊缝的扫描图像,基于锂电池的焊缝的扫描图像获得的锂电池焊缝的参数数据,并根据锂电池的参数数据计算获得锂电池的焊接缺陷系数;
4、步骤二:基于锂电池的焊接缺陷系数对锂电池的焊接缺陷程度进行判定,并生成信号,信号包括正常信号和疑似信号;
5、步骤三:基于上述步骤二中生成的疑似信号,测量锂电池焊接后的输出电压与输出电流,基于检测周期内锂电池焊接后的输出电压与输出电流构建输出电压与输出电流的变化曲线图,基于输出电压与输出电流的变化曲线图,计算锂电池的焊接缺陷危险系数;
6、步骤四:基于锂电池的焊接缺陷危险系数对锂电池的焊接缺陷危险程度进行判定;
7、步骤五:获得焊接缺陷危险系数差值、两个检测周期之间的间隔时间以及温度波动差值;
8、步骤六:基于获得的焊接缺陷危险系数差值、两个检测周期之间的间隔时间以及温度波动值构建锂电池的焊接缺陷危险系数变化模型。
9、作为本发明进一步的技术方案为:锂电池焊缝的参数数据包括:气泡缺陷参数、爆点缺陷参数以及裂纹缺陷参数,将气泡缺陷参数标记为a i,将爆点缺陷参数标记为b i,将裂纹缺陷参数标记为c i;
10、将获得的气泡缺陷参数a i、爆点缺陷参数b i以及裂纹缺陷参数c i进行量化处理,取其值代入公式:获得锂电池的焊接缺陷系数d i,其中,α、β以及θ为预设比例系数,α取值为0.145,β取值为0.236,θ取值为0.478。
11、作为本发明进一步的技术方案为:获得气泡缺陷参数a i的过程为:
12、基于锂电池的焊缝的扫描图像,获得图像中气泡的数量,气泡的总体积以及气泡的占比系数;
13、将上述获得的气泡数量标记为e i,将气泡的总体积标记为f i,将气泡的占比系数标记为g i;
14、将获得的气泡数量e i、气泡的总体积f i以及气泡的占比系数gi进行量化处理,去其值代入公式:获得气泡缺陷参数a i,其中,ε为预设自然常数,且ε>0。
15、作为本发明进一步的技术方案为:气泡的总体积以及气泡的占比系数获得过程为:
16、测量锂电池的焊缝的扫描图像中每个气泡的半径,并通过球形体积公式计算每个气泡的体积,其中,v为气泡体积,π为圆周率,r为气泡的半径,将每个气泡的体积进行求和获得气泡的总体积;
17、基于锂电池的焊缝的扫描图像,获得图像中焊缝的面积,并通过获得的气泡的半径计算焊缝中所有气泡的面积,将焊缝中所有气泡的面积进行求和获得焊缝中气泡的总面积,将获得的焊缝中气泡的总面积与图像中焊缝的面积进行比值处理,获得气泡的占比系数。
18、作为本发明进一步的技术方案为:基于锂电池的焊接缺陷系数对锂电池的焊接缺陷程度进行判定,并生成信号,预设锂电池的焊接缺陷系数的阈值为j i;
19、若锂电池的焊接缺陷系数d i<锂电池的焊接缺陷系数的阈值j i,则表示锂电池的焊接缺陷程度较低,则生成正常信号,其中,若锂电池的焊接缺陷系数d i与锂电池的焊接缺陷系数的阈值j i之间的差值越大,则锂电池的焊接缺陷程度就越低;
20、若锂电池的焊接缺陷系数d i≥锂电池的焊接缺陷系数的阈值j i,则表示锂电池的焊接缺陷程度较高,则生成疑似信号,其中,若锂电池的焊接缺陷系数d i与锂电池的焊接缺陷系数的阈值j i之间的差值越大,则锂电池的焊接缺陷程度就越高。
21、作为本发明进一步的技术方案为:所述输出电压与输出电流的变化曲线图,计算锂电池的焊接缺陷危险系数,具体为:预设锂电池的输出电压的额定阈值为a,预设锂电池的输出电流的额定阈值为b,基于锂电池的输出电压的额定阈值a与锂电池的输出电流的额定阈值b分别两条平行于x轴且与输出电压与输出电流的变化曲线图相交的平行线;
22、并将其标记为电压基准线与电流基准线,计算电压基准线与锂电池的输出电压变化曲线之间所围成的面积,并标记为ai,计算电流基准线与锂电池的输出电流变化曲线之间所围成的面积,并标记为bi,统计锂电池的输出电压变化曲线中超出电压基准线的电压波峰的数量,并标记为ci,统计锂电池的输出电流变化曲线中超出电流基准线的电流波峰的数量,并标记为d i,将检测周期标记为e i;
23、将获得的电压基准线与锂电池的输出电压变化曲线之间所围成的面积ai、电流基准线与锂电池的输出电流变化曲线之间所围成的面积bi、锂电池的输出电压变化曲线中超出电压基准线的电压波峰的数量ci、锂电池的输出电流变化曲线中超出电流基准线的电流波峰的数量d i进行量化处理,取其值代入公式获得锂电池的焊接缺陷危险系数s i。
24、作为本发明进一步的技术方案为:基于锂电池的焊接缺陷危险系数对锂电池的焊接缺陷危险程度进行判定,其判定的具体过程为:
25、预设锂电池的焊接缺陷危险系数阈值为sk;
26、若锂电池的焊接缺陷危险系数s i<锂电池的焊接的危险系数阈值sk,则说明该锂电池的焊接缺陷危险程度较低,且焊接符合焊接标准;
27、若锂电池的焊接缺陷危险系数s i≥锂电池的焊接危险系数阈值sk,则说明该锂电池的焊接缺陷危险程度较高,且焊接不符合焊接标准。
28、作为本发明进一步的技术方案为:获得焊接缺陷危险系数差值、两个检测周期之间的间隔时间以及温度波动差值,具体地,基于获得的锂电池的焊接缺陷危险系数,将其标记为第一焊接缺陷危险系数;
29、在下一个检测周期内,重新获得锂电池的焊接缺陷危险数,并将其标记为第二焊接缺陷危险系数;
30、将第一焊接缺陷危险系数与第二焊接缺陷危险系数做对应的差值处理,获得焊接缺陷危险系数差值,并标记为sc;
31、将两个检测周期之间的间隔时间标记为hc;
32、将检测周期平均划分为多个子周期,测量每一个子周期内的最大温度以及最小温度,将一个子周期内的最大温度与最小温度进行差值处理,获得一个子周期的温度变化值,将所有子周期的温度变化值进行求和获得检测周期内的温度变化值,将两个检测周期内分别对应的温度变化值进行差值处理,获得温度波动差值,并标记为mc。
33、作为本发明进一步的技术方案为:基于获得的焊接缺陷危险系数差值sc、两个检测周期之间的间隔时间hc以及温度波动值mc构建锂电池的焊接缺陷危险系数变化模型,具体模型为:其中,s1、s2为权重系数,ω为修正因子且ω>0。
34、一种锂电池焊接缺陷检测系统,包括:
35、扫描模块,扫描模块用于对锂电池焊接后的焊缝进行扫描,获得锂电池的焊缝的扫描图像;
36、获得模块,获得模块用于根据锂电池的焊缝的扫描图像获得锂电池的参数数据;
37、第一计算模块,第一计算模块用于根据锂电池的参数数据计算锂电池的焊接缺陷系数;
38、第一判定模块,第一判定模块用于对锂电池的焊接缺陷程度进行判定,并生成信号;
39、第一构建模块,构建模块用于根据获得的锂电池焊接后的输出电压与输出电流构建输出电压与输出电流的变化曲线图;
40、第二计算模块,第二计算模块用于根据输出电压与输出电流的变化曲线图计算锂电池的焊接缺陷危险系数;
41、第二判定模块,第二判定模块用于对锂电池的焊接缺陷危险程度进行判定;
42、获取模块,获取模块用于根据第二计算模块中焊接缺陷危险系数计算获取焊接缺陷危险系数差值,还用于获取两个检测周期之间的间隔时间以及温度波动差值;
43、第二构建模块,第二构建模块用于构建锂电池的焊接缺陷危险系数变化模型。
44、本发明的有益效果如下:
45、1.本发明所述的一种智能化的拉幅定型机的幅宽调整方法及系统,通对锂电池的焊缝进行扫描,获得锂电池的焊缝的扫描图像,基于锂电池的焊缝的扫描图像获得的锂电池焊缝的参数数据,并根据锂电池的参数数据计算获得锂电池的焊接缺陷系数,基于锂电池的焊接缺陷系数对锂电池的焊接缺陷程度进行判定,并生成信号,信号包括正常信号和疑似信号,基于生成的疑似信号,测量锂电池焊接后的输出电压与输出电流,基于检测周期内锂电池焊接后的输出电压与输出电流构建输出电压与输出电流的变化曲线图,基于输出电压与输出电流的变化曲线图,计算锂电池的焊接缺陷危险系数,基于锂电池的焊接缺陷危险系数对锂电池的焊接缺陷危险程度进行判定,实现了对锂电池焊接缺陷以及焊接缺陷程度的检测,并基于焊接缺陷的程度对锂电池焊接后存在的缺陷危险程度进行判定,有效防止在锂电池使用过程中,其焊接存在的缺陷所形成的危害。
46、2.本发明所述的一种智能化的拉幅定型机的幅宽调整方法及系统,通过第一焊接缺陷危险系数与第二焊接缺陷危险系数做对应的差值处理,获得焊接缺陷危险系数差值,再获得两个检测周期之间的间隔时间以及温度波动差值,基于获得的焊接缺陷危险系数差值、两个检测周期之间的间隔时间以及温度波动值构建锂电池的焊接缺陷危险系数变化模型,基于锂电池的焊接缺陷危险系数变化模型可实现对之后检测周期内的锂电池焊接缺陷的危险程度进行预测。
- 还没有人留言评论。精彩留言会获得点赞!