一种基于机器视觉的可转位刀片刃口钝化层宽度测量分析方法
本发明涉及机器视觉测量领域,具体涉及一种基于机器视觉的可转位刀片刃口钝化层宽度测量分析方法。
背景技术:
1、现代制造业的机械加工流程涉及粗加工、精加工、装配、检验、包装等环节,而刀片是机械制造产业链中不可或缺的工具,其作用是将金属零件上多余材料切削下来。面对制造业中对加工自动化以及高效率的要求,刀片也随着发展。为了减少在刀片刃口磨损后更换刀片的时间,可转位刀片应运而生,其至少有两个预先加工好的切削刃以供使用,这节省了换刀、对刀等辅助时间,提高了机床的利用率。
2、可转位刀片的制造环节通过研磨加工、刃口处理、表面处理等加工工艺,将制备的材料打磨加工成刀片产品。在研磨加工过程中,经过普通砂轮或金刚石砂轮刃磨后的刀片刃口,会存在不同程度的微小锯齿和崩缺,其大小一般在0.01-0.05mm,严重者高达0.1mm以上。在刀片的实际使用过程中,这些微小缺陷如果不经过处理极易产生崩坏和扩展,加速刀片的磨损,甚至导致崩刃的发生,因此需要一种刃口处理方法解决上述缺陷。刀片钝化处理通过去除刃口锯齿和崩缺,使原本很尖锐的刃口,形成一个圆弧,圆弧直径一般是30-80微米。
3、刀片刃口钝化程度会直接影响刀片的性能,经过合理钝化处理后可以提升其切削的稳定性,提高产品的表面加工质量。如果钝化程度超出设计范围则会导致刀片的性能下降,因此需要对刃口钝化参数进行精密测量。目前主要的测量方法分为接触式测量和非接触式测量,需要技术人员通过人工操作完成对刀片的钝化层宽度测量,耗时耗力,检测效率低。因此需要一种可以自动测量刀片钝化层宽度的测量方法满足大规模刀片钝化检测的需求。
技术实现思路
1、为了解决上述问题,提出了一种基于机器视觉的可转位刀片钝化层宽度测量方法。该方法可以自动的测量出可转位刀片的不同区域的钝化层宽度,本发明采用了如下的技术方案:
2、一种基于机器视觉的可转位刀片钝化层宽度测量分析方法,包括如下步骤:
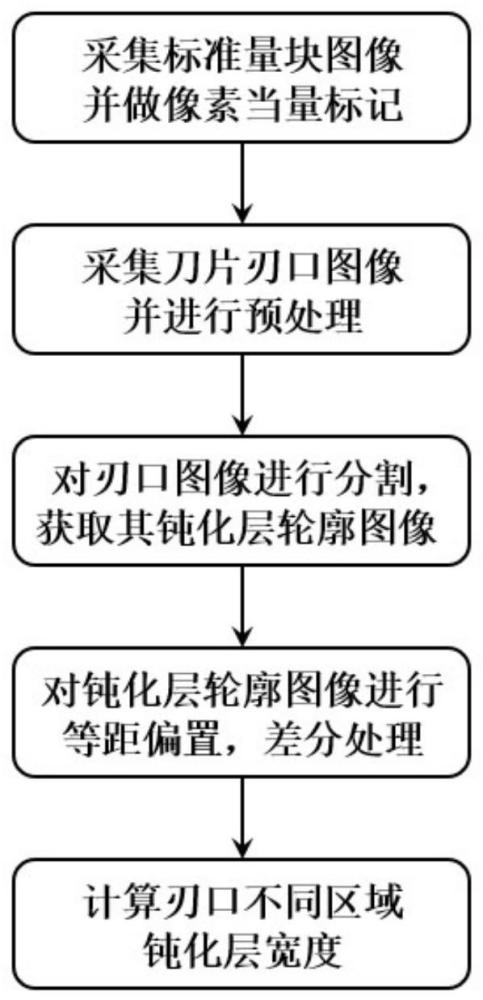
3、步骤s1,通过图像采集设备采集标准量块的图像,确定像素当量;
4、步骤s2,调整相机高度与步骤s1中的物距一致,采集待检测的刀片表面刃口图像;
5、步骤s3,对采集的图像进行预处理,去除图像噪点,增强图像边缘特征得到预处理图像;
6、步骤s4,对预处理后的刀片图像进行分割处理,提取刀片实际钝化层轮廓图像;
7、步骤s5,对所获取的刀片实际钝化层轮廓图像的外轮廓进行等距离的轮廓偏置处理,得到刀片理想钝化层轮廓图像;
8、步骤s6,将刀片实际钝化层轮廓图像与刀片理想钝化层轮廓图像进行差分,并对得到的区域进行测量;
9、步骤s7,对步骤s6获得的测量值和步骤s5设定的偏置距离进行相加减操作,再根据步骤s1中的标记的像素当量,即可得到该区域的钝化层宽度;
10、所述步骤s4中,其具体步骤包括:
11、s4-1,在步骤s3预处理的图像上,设定一个轮廓最大的内接矩形区域;
12、s4-2,使用矩阵遍历最大内接矩形区域,然后计算矩阵内像素点的平均值,记录平均值最大和最小的区域中间值坐标点;
13、s4-3,将此坐标点作为两个种子像素点,同时在最大内接矩形区域内随机选取2个起始种子像素点,作为基于区域分割的种子像素点集;
14、s4-4,使用区域生长算法,完成对刀片钝化层轮廓图像的分割。
15、所述步骤s5中,其具体步骤包括:
16、步骤s5-1,对所述刀片钝化层轮廓图像进行图像反相处理;
17、步骤s5-2,以钝化层外层轮廓为边界,将边界内和边界外的区域设为不同的像素值,得到二值掩码图像;
18、步骤s5-3,对所述的二值掩码图像进行形态学膨胀操作,使其外轮廓边界向内收缩,其效果等效于外轮廓向内偏置,获得二值掩码偏置图像,其偏置距离值与刀片设计的钝化层宽度值一致;
19、步骤s5-4,对所述的二值掩码图像与所述的二值掩码偏置图像进行差分,得到的区域为刀片理想钝化层轮廓图像。
20、所述步骤s6中,其具体步骤包括:
21、步骤s6-1,将刀片理想钝化层轮廓图像与刀片实际钝化层轮廓图像进行差分,所得区域为刀片刃口钝化值相比设计值偏小区域;
22、步骤s6-2,将刀片实际钝化层轮廓图像与刀片理想钝化层轮廓图像进行差分,所得区域为刀片刃口钝化值相比设计值偏大区域;
23、步骤s6-3,对于所获取的目标区域进行测量,求得其区域的像素宽度;
24、所述步骤s7中,其具体步骤包括:
25、s7-1,对于钝化值相比设计值偏小的区域,使用步骤s5中的指定偏移距离减去所测量的宽度值,再乘以像素当量即为该区域的钝化层宽度;
26、s7-2,对于钝化值相比设计值偏大的区域,使用步骤s5中的指定偏移距离加上所获得的宽度值,再乘以像素当量即为该区域的钝化层宽度。
27、发明的有益效果:
28、根据本发明的一种基于机器视觉的可转位刀片钝化层宽度测量方法,用于对可转位刀片的钝化层宽度进行测量。本实施例的可转位刀片钝化层宽度测量方法能够对形状复杂的刀片刃口进行钝化层宽度的测量并能够得到较为准确的结果,同时针对刀片的不同区域的钝化情况给出对应的钝化值,可以全面评估刀片的钝化情况。
技术特征:
1.一种基于机器视觉的可转位刀片钝化层宽度测量分析方法,其特征在于,包括如下:
2.根据权利要求1所述的基于机器视觉的可转位刀片钝化测量分析方法,其特征在于,所述步骤s4包括如下步骤:
3.根据权利要求1所述的基于机器视觉的可转位刀片钝化测量分析方法,其特征在于,所述步骤s5包括如下步骤:
4.根据权利要求1所述的基于机器视觉的可转位刀片钝化测量分析方法,其特征在于,所述步骤s6包括如下步骤:
5.根据权利要求1所述的基于机器视觉的可转位刀片钝化测量分析方法,其特征在于,所述步骤s7包括如下步骤:
技术总结
本发明提供了一种基于机器视觉的可转位刀片钝化层宽度测量方法,属于机器视觉测量技术领域。主要步骤为:通过图像采集设备采集标准量块图像进行像素当量标记,接着在同一物距下采集可转位刀片的刃口表面图像,通过预处理增强刀片图像边缘特征,对预处理后的图像进行图像分割提取其实际钝化层轮廓图像,同时通过外轮廓向内等距偏置得到其理想钝化层轮廓图像,将实际钝化层轮廓图像与理想钝化层轮廓图像做差分,对所得到的各个区域进行测量即可得到该刀片不同区域的钝化层宽度。这种方法可以自动测量刀片的钝化层宽度,同时反映刃口不同区域的钝化情况。
技术研发人员:陈捷,应学旺
受保护的技术使用者:南京工业大学
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!