一种汽车天窗玻璃面差的检测工装的制作方法
本公开涉及汽车,尤其涉及一种汽车天窗玻璃面差的检测工装。
背景技术:
1、面差是评估一块玻璃质量的重要标准,使用玻璃检具对玻璃面差进行检测是行业内的普遍措施,现有技术中玻璃需放置于检具上并配合百分表进行校零检测,但检具开发费用高而且检具维护和存放困难。行业内另一种措施为三坐标检测,采用通用定位工装,配合三坐标测量设备。三坐标测量的方式存在以下问题:一方面三坐标仪本身成本较高;另一方面测量过程较为繁琐且效率低下,并且对检测操作的要求较高,检测操作需要专业的三坐标工程师,测量时也无法反映出天窗玻璃在整车上的状态。
技术实现思路
1、本公开提供了一种可以用于辅助检测汽车天窗玻璃面差的检测工装。
2、根据本公开的一方面,提供了一种汽车天窗玻璃面差的检测工装,包括:
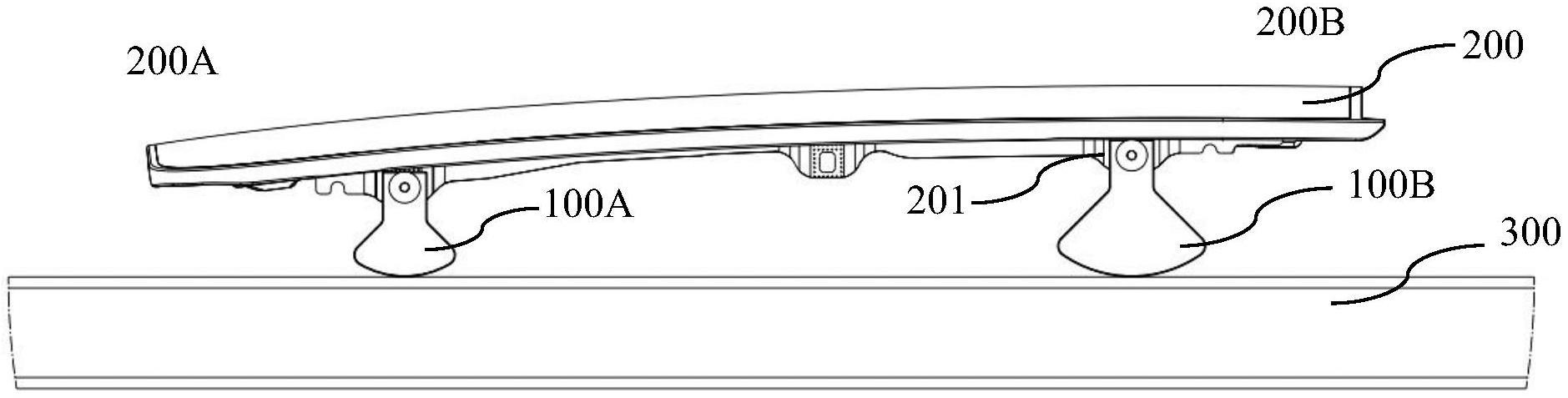
3、多个支撑结构,分别设置于玻璃总成的前侧和后侧,用于支撑所述玻璃总成;
4、每个所述支撑结构的顶部通过所述玻璃总成的玻璃耳片孔与所述玻璃总成固定连接,每个所述支撑结构的底部为弧形。
5、可选的,每个所述支撑结构包括:
6、支撑板,所述支撑板包括连接部和支撑部,其中,所述支撑部为所述弧形;
7、固定组件,所述连接部通过所述固定组件与所述玻璃耳片孔固定连接。
8、可选的,所述固定组件包括:定位块、紧固垫块以及玻璃螺钉。
9、可选的,所述连接部包括第一安装孔;所述定位块的第一端穿过所述第一安装孔、所述玻璃耳片孔以及所述紧固垫块的第二安装孔,并通过所述玻璃螺钉固定。
10、可选的,所述定位块的第一端的直径小于所述第一安装孔,所述定位块的第二端的直径大于所述第一安装孔。
11、可选的,所述定位块的第一端设有内螺纹孔,所述内螺纹孔与所述玻璃螺钉的螺纹适配,所述玻璃螺钉进入所述第二安装孔固定于所述内螺纹孔内。
12、可选的,所述支撑结构底部的弧形与所述玻璃耳片孔具有同一圆心。
13、可选的,所述多个支撑结构包括:两个第一支撑结构,对称设置于所述玻璃总成的前侧,两个第二支撑结构,对称设置于所述玻璃总成的后侧。
14、可选的,所述第一支撑结构和所述第二支撑结构的高度与所述玻璃总成的前后侧的玻璃耳片的高度差相关。
15、可选的,所述玻璃螺钉的法兰的尺寸不小于所述紧固垫块的尺寸。
16、本公开提供的汽车天窗玻璃面差的检测工装,可以通过多个支撑结构将玻璃总成支撑在检测平台上,支撑结构的底部设计为弧形,可保证玻璃总成安装在支撑结构上不会倒下,即便前后有倾斜,也可保证玻璃总成相对检测平台的高度不变,从而快速高效地测量玻璃面差,同时直观地反映出玻璃总成在车顶上的实际状态,检测方法简单,此外该检测工装结构简单,生产成本低。
17、应当理解,本部分所描述的内容并非旨在标识本公开的实施例的关键或重要特征,也不用于限制本公开的范围。本公开的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种汽车天窗玻璃面差的检测工装,其特征在于,包括:
2.根据权利要求1所述的检测工装,其特征在于,每个所述支撑结构(100)包括:
3.根据权利要求2所述的检测工装,其特征在于,所述固定组件包括:定位块(102)、紧固垫块(103)以及玻璃螺钉(104)。
4.根据权利要求3所述的检测工装,其特征在于,所述连接部(1011)包括第一安装孔(1013);所述定位块(102)的第一端穿过所述第一安装孔(1013)、所述玻璃耳片孔(201)以及所述紧固垫块(103)的第二安装孔(1031),并通过所述玻璃螺钉(104)固定。
5.根据权利要求4所述的检测工装,其特征在于,所述定位块(102)的第一端(102a)的直径小于所述第一安装孔(1013),所述定位块(102)的第二端(102b)的直径大于所述第一安装孔(1013)。
6.根据权利要求4所述的检测工装,其特征在于,所述定位块(102)的第一端(102a)设有内螺纹孔(1021),所述内螺纹孔(1021)与所述玻璃螺钉(104)的螺纹适配,所述玻璃螺钉(104)进入所述第二安装孔(1031)固定于所述内螺纹孔(1021)内。
7.根据权利要求1-6中任意一项所述的检测工装,其特征在于,所述支撑结构(100)底部的弧形与所述玻璃耳片孔(201)具有同一圆心。
8.根据权利要求1所述的检测工装,其特征在于,所述多个支撑结构(100)包括:两个第一支撑结构(100a),对称设置于所述玻璃总成(200)的前侧(200a),两个第二支撑结构(100b),对称设置于所述玻璃总成(200)的后侧(200b)。
9.根据权利要求8所述的检测工装,其特征在于,所述第一支撑结构(100a)和所述第二支撑结构(100b)的高度与所述玻璃总成的前后侧的玻璃耳片的高度差相关。
10.根据权利要求3-6中任意一项所述的检测工装,其特征在于,所述玻璃螺钉(104)的法兰的尺寸不小于所述紧固垫块(103)的尺寸。
技术总结
本公开涉及汽车技术领域,尤其涉及一种汽车天窗玻璃面差的检测工装,包括:多个支撑结构,分别设置于玻璃总成的前后两侧,用于支撑玻璃总成;每个支撑结构的顶部通过玻璃总成的玻璃耳片孔与玻璃总成固定连接,每个支撑结构的底部为弧形。通过多个支撑结构将玻璃总成支撑在平台上,支撑结构的底部设计为弧形,可保证玻璃总成安装在支撑结构上不会倒下,即便前后有倾斜,也可保证玻璃总成相对平台的高度不变,从而快速高效地测量玻璃面差,同时直观地反映出玻璃总成在车顶上的实际状态,检测方法简单,此外该检测工装结构简单,生产成本低。
技术研发人员:丁连伟,熊照全,徐舞岩,石逸帆,黄安
受保护的技术使用者:上海毓恬冠佳科技股份有限公司
技术研发日:20230210
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!