跳动检测装置的制作方法
本技术涉及公差检测,特别涉及一种跳动检测装置。
背景技术:
1、目前,汽车传动部件为满足传动稳定性、整车指标的要求,而为了保证传动部件的质量,需要对工件圆跳动、径跳动进行检测,因此,需要一种可以检测工件的圆跳动、径跳动的检测装置。
2、现有技术中,圆跳动、径跳动的检测是以人工用百分表、千分表来测量;人工测量精度差,测量比较慢,人工劳动强度大。
技术实现思路
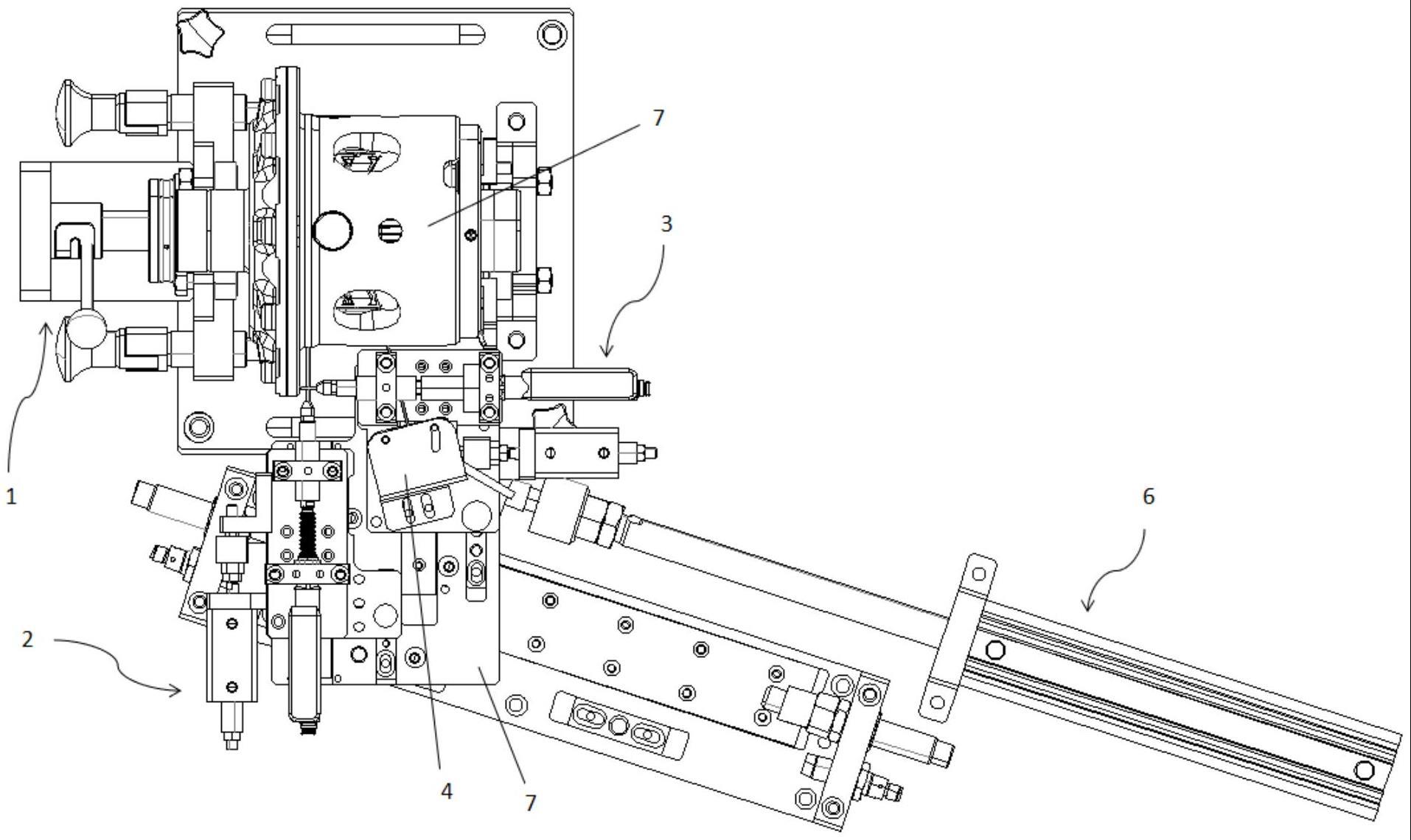
1、根据本实用新型实施例,提供了一种跳动检测装置,用于汽车轴类工件的检测,外部驱动装置驱动工件转动,包含:定位模块、第一检测模块和第二检测模块。其中,工件的两端固定在定位模块上;第一检测模块和定位模块相衔接,测量工件的径向跳动;第二检测模块和定位模块相衔接,测量工件的圆跳动。
2、进一步,第一检测模块包含:第一测头、第一检测机构和第一驱动机构;第一测头的一端与第一驱动机构相连,另一端在检测时接触工件,检测工件的径向跳动;第一检测机构与第一测头相衔接,检测第一测头测量时的位移量;第一驱动机构驱动第一测头接触工件。
3、进一步,第二检测模块包含:第二测头、第二检测机构和第二驱动机构;第二测头的一端与第二驱动机构相连,另一端在检测时接触工件,检测工件的圆跳动;第二检测机构与第二测头相衔接,检测第二测头测量时的位移量;第二驱动机构驱动第二测头接触工件。
4、进一步,第一测头的轴线与第二测头的轴线垂直。
5、进一步,定位模块包含:第一支撑板、第二支撑板和夹紧机构;第一支撑板与第二支撑板相对设置,分别支撑工件的两端;夹紧机构与第一支撑板相连,从工件的一端对工件轴向夹紧。
6、进一步,第一支撑板和第二支撑板分别开有一个凹槽,工件的两端分别放置在一个凹槽中
7、进一步,定位模块还包含:若干凸轮随动器,若干凸轮随动器对称设置在凹槽底部,支撑工件并跟随工件转动。
8、进一步,还包含:第三检测机构,检测工件转动的圈数。
9、进一步,工件上加工若干个小孔,第三检测机构通过检测小孔判断工件转动的圈数。
10、进一步,还包含:支撑架和第三驱动机构;第一检测模块和第二检测模块分别安装在支撑架上;第三驱动机构与支撑架相连,通过支撑架驱动第一检测模块和第二检测模块快速到达检测位置附近。
11、根据本实用新型实施例的跳动检测装置,结构合理简单,能够自动、同时测量工件的圆跳动、径跳动;而且测量精度高,节省了人工成本,提高了工作效率。
12、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种跳动检测装置,用于汽车轴类工件的检测,外部驱动装置驱动工件转动,其特征在于,包含:
2.如权利要求1所述的跳动检测装置,其特征在于,所述第一检测模块包含:第一测头、第一检测机构和第一驱动机构;
3.如权利要求2所述的跳动检测装置,其特征在于,所述第二检测模块包含:第二测头、第二检测机构和第二驱动机构;
4.如权利要求3所述的跳动检测装置,其特征在于,所述第一测头的轴线与所述第二测头的轴线垂直。
5.如权利要求1所述的跳动检测装置,其特征在于,所述定位模块包含:
6.如权利要求5所述的跳动检测装置,其特征在于,所述第一支撑板和所述第二支撑板分别开有一个凹槽,所述工件的两端分别放置在一个所述凹槽中。
7.如权利要求6所述的跳动检测装置,其特征在于,所述定位模块还包含:若干凸轮随动器,若干所述凸轮随动器对称设置在所述凹槽底部,支撑所述工件并跟随所述工件转动。
8.如权利要求1所述的跳动检测装置,其特征在于,还包含:第三检测机构,检测所述工件转动的圈数。
9.如权利要求8所述的跳动检测装置,其特征在于,所述工件上加工若干个小孔,所述第三检测机构通过检测所述小孔判断所述工件转动的圈数。
10.如权利要求1所述的跳动检测装置,其特征在于,还包含:支撑架和第三驱动机构;
技术总结
本技术公开了一种跳动检测装置,用于汽车轴类工件的检测,外部驱动装置驱动工件转动,包含:定位模块、第一检测模块和第二检测模块。其中,工件的两端固定在定位模块上;第一检测模块和定位模块相衔接,测量工件的径向跳动;第二检测模块和定位模块相衔接,测量工件的圆跳动。本技术结构合理简单,能够自动、同时测量工件的圆跳动、径跳动;而且测量精度高,节省了人工成本,提高了工作效率。
技术研发人员:王安平
受保护的技术使用者:上海鸾集自动化科技有限公司
技术研发日:20230214
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!