小料称重复核系统的制作方法
本技术属于饲料生产,具体涉及一种小料称重复核系统。
背景技术:
1、现在的饲料生产企业的设备自动化程度越来越高,但是还有部分环节通过人工来操作,针对人工称配小料的重量复核现状,一般采用人工+电子秤+人工判定上下限值+人工填写复核单的方式,来满足品质控制需求。上述人工作业的方式存在如下缺点:操作步骤多,容易存在人工判定漏洞,存在人工判定和人工填写流于形式的弊端;人工填写记录不够严谨,容易出错;纸质复核单需要装订整理存档,比较繁琐且浪费纸质,且不方便对数据进行分析保存;工作效率低,复核结果不容易保证,无法满足更高的品质控制需求。
技术实现思路
1、为了解决上述现有技术中存在的问题,提供了一种小料称重复核系统。
2、本实用新型解决其技术问题所采用的技术方案是:
3、本技术方案提出了小料称重复核系统,包括:
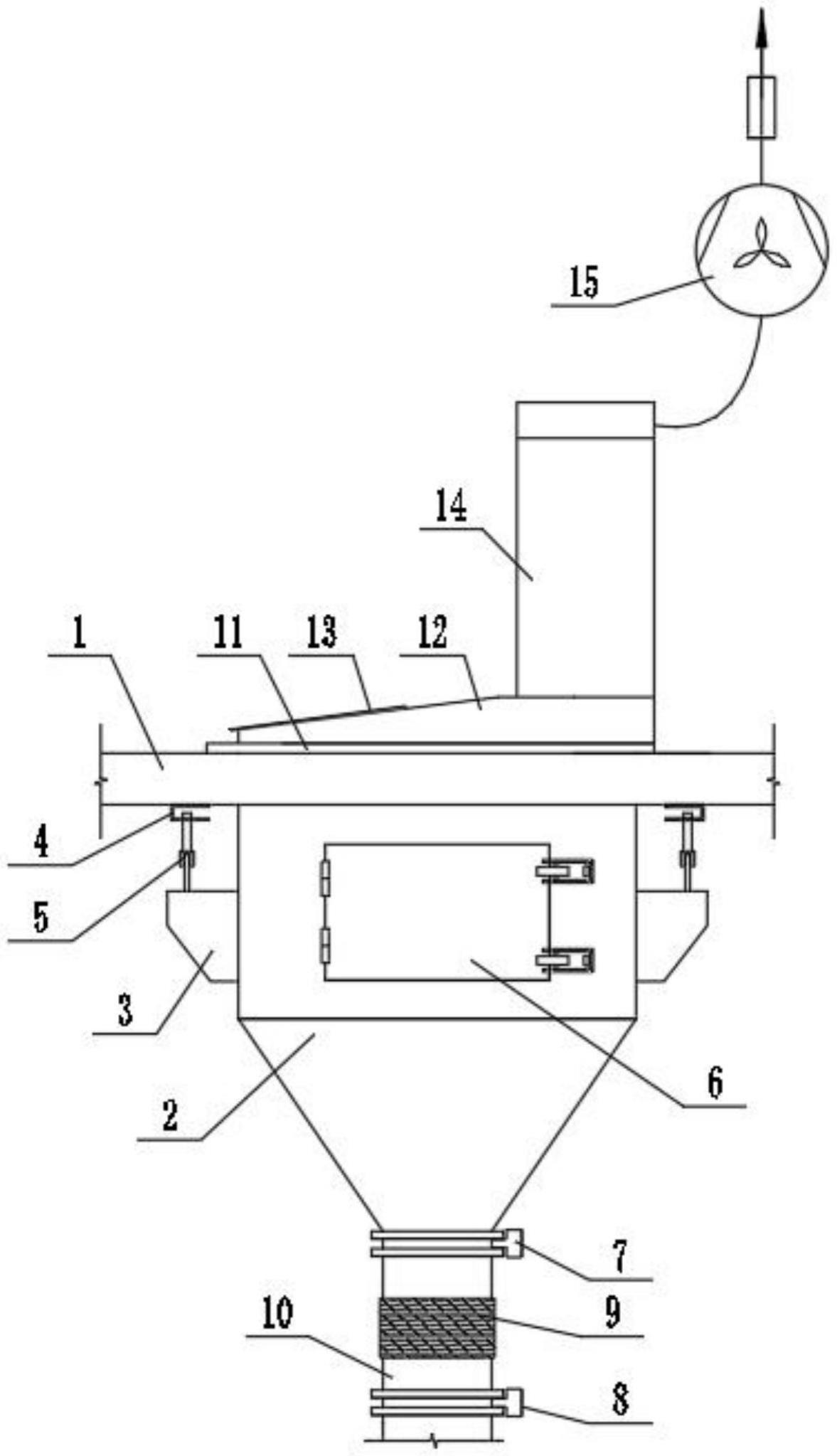
4、设置于基体上的称料斗;基体开设有孔洞,所述称料斗自由贯穿该孔洞;
5、若干称重传感器,所述称重传感器一端与称料斗相连,另一端与基体底部相连;
6、所述称料斗的底部设置有第一气动阀门;所述第一气动阀门的下方连接有排料管,所述排料管通过第一软连接与所述第一气动阀门相连;
7、所述基体上方设置有罩体,所述罩体与所述称料斗通过第二软连接相连;所述罩体开设有投料口;
8、还包括控制箱、触摸屏和声光报警器,所述控制箱中设置有plc控制器和电源模块,所述plc控制器分别与称重传感器、触摸屏以及声光报警器控制连接;所述电源模块与plc控制器、称重传感器、触摸屏以及声光报警器电性连接。
9、优选的,所述排料管上设置有第二气动阀门。
10、优选的,所述投料口处设置有相适配的盖板,所述盖板与所述罩体铰接。
11、优选的,所述罩体还连接有脉冲除尘器,所述脉冲除尘器连接有引风机。
12、优选的,所述称料斗的斗壁上开设有检修孔,所述检修孔处密封设置有适配的检修门,所述检修门一端与所述称料斗相铰接;检修门另一端连接有门锁。
13、优选的,所述罩体外轮廓连接有用于压持在基体上方的边沿。
14、优选的,所述称料斗的外壁沿着周向具有多组吊耳,所述基体的底部连接有底座,所述吊耳与所述底座之间连接有所述的称重传感器。
15、与现有技术相比,本实用新型具有以下优点:
16、1.本实用新型通过设置称料斗、称重传感器、罩体以及声光报警器等结构,并且配置有控制箱,控制箱中具有plc控制器,在plc控制器中设置各物料的上下限阈值,称重传感器输出重量信号发送给plc控制器,通过内部程序逻辑运算后,在触摸屏重量栏中显示物料实际重量,然后在原料栏中选择点击该原料名称按钮,如果正常范围,不会出现报警,可继续下一操作,如果超出上下限值范围,即可发出声光报警,提醒该物料重量异常,人工进行增减,达到范围内,报警停止,待所有物料复核完毕后,点击复核结束,所有原料的实际重量值自动保存;然后,切换配方,进行下一品种复核。
17、2.本系统结构简单、操作方便,改变传统的人工+电子秤+人工判定上下限值+人工填写复核单的方式,实现了自动化、智能化复核,大大提高了工作效率,可实现复核数据自动存储、可查询可追溯目的、操作日期时间清晰可查、配方修改易操作(电子表单格式,可导入导出)、自动判定、减少人工判定和人工填写流于形式的弊端,确保数据真实有效;而且数据导出后,便于在电脑上分析、评价操作工的作业水平,同时减少纸质浪费。
技术特征:
1.小料称重复核系统,其特征在于,包括:
2.根据权利要求1所述的小料称重复核系统,其特征在于,所述排料管上设置有第二气动阀门。
3.根据权利要求1所述的小料称重复核系统,其特征在于,所述投料口处设置有相适配的盖板,所述盖板与所述罩体铰接。
4.根据权利要求1所述的小料称重复核系统,其特征在于,所述罩体还连接有脉冲除尘器,所述脉冲除尘器连接有引风机。
5.根据权利要求1所述的小料称重复核系统,其特征在于,所述称料斗的斗壁上开设有检修孔,所述检修孔处密封设置有适配的检修门,所述检修门一端与所述称料斗相铰接;检修门另一端连接有门锁。
6.根据权利要求1所述的小料称重复核系统,其特征在于,所述罩体外轮廓连接有用于压持在基体上方的边沿。
7.根据权利要求1所述的小料称重复核系统,其特征在于,所述称料斗的外壁沿着周向具有多组吊耳,所述基体的底部连接有底座,所述吊耳与所述底座之间连接有所述的称重传感器。
技术总结
本技术属于饲料生产技术领域,具体提出了小料称重复核系统,包括设置于基体上的称料斗;基体开设有孔洞;称重传感器,称重传感器一端与称料斗相连,另一端与基体底部相连;称料斗的底部设置有第一气动阀门;第一气动阀门的下方连接有排料管,排料管通过第一软连接与第一气动阀门相连;基体上方设置有罩体,罩体与称料斗通过第二软连接相连;罩体开设有投料口;还包括控制箱、触摸屏和声光报警器,控制箱中设置有PLC控制器和电源模块,PLC控制器分别与称重传感器、触摸屏以及声光报警器控制连接。本系统结构简单、操作方便,实现了自动化、智能化复核,大大提高了工作效率,确保数据真实有效且便于数据分析。
技术研发人员:胡玉建,黄晓辉,马百顺,刘方波
受保护的技术使用者:山东和美华农牧科技股份有限公司
技术研发日:20230228
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!