一种孔与三个平面间位置度检测工装的制作方法
本技术属于复合工装,是一种孔与三个平面间位置度检测工装。
背景技术:
1、该零件属于典型的异形接头类零件,由于定位基准中的两个平面较小,计量位置度时存在较大的误差,且计量检测效率低,并不能直观的反馈零件的装配使用要求。
技术实现思路
1、本装置通过把零件定位嵌入进工装内,同时工装定位芯轴与零件的内孔相紧配合,芯轴与零件孔相配合,若芯轴能够平顺的插入工装则表明零件位置度符合要求。针对孔位置度,设计一套模拟零件装配使用要求的工装,三个基准面分别与工装贴合完全。
2、技术方案
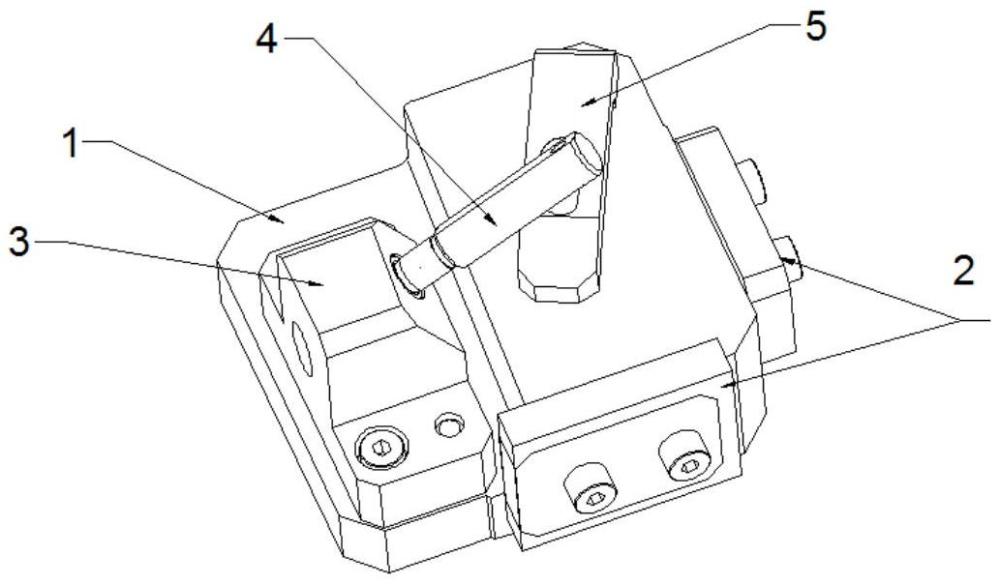
3、一种孔与三个平面间位置度检测工装包括:模体1、挡块2、定位块3、检验插销4、压板5、衬套6。两块挡块2分别置于模体1两侧边缘,并通过螺钉固定,实现对零件限位;所述压板5通过内六角螺钉连接到模体1上,实现对零件定位压紧;所述定位块3通过螺钉固定在模体1上,定位块3设有通过孔,衬套7至于该通过孔内,定位块3上设有零件定位斜面,检验插销4穿过零件定位孔后插入衬套7中;
4、所述模体1上用于定位零件的平面,平面度应在0.02mm以内。
5、所述定位块3上零件定位斜面角度与零件精度孔平面角度一致。
6、所述衬套6孔径与零件精度孔的孔径一致。
7、所述模体1由铸铁材料制成,
8、所述挡块2、定位块3、检验插销4由高强度钢铸成。材料抗拉强度σb介于1080~1380mpa。
9、技术效果
10、该检验夹具便于储存、能够直观的反应零件的装配关系,且检测位置度更为便捷高效,极大了缩短检验周期,因基准较小,计量存在误差且多为多个复合角度组成,计量时无法有效的找准基准,存在极大的计量误差,该检测夹具极大的规避了该风险。类似于该零件的位置度检测夹具可参照,多个孔与基准之间的关系,也可设计该工装用于零件的检测。
技术特征:
1.一种孔与三个平面间位置度检测工装,其特征在于,包括模体(1)、挡块(2)、定位块(3)、检验插销(4)、压板(5)、衬套(6);两块挡块(2)分别置于模体(1)两侧边缘,并通过螺钉固定,实现对零件限位;所述压板(5)通过内六角螺钉连接到模体(1)上,实现对零件定位压紧;所述定位块(3)通过螺钉固定在模体(1)上,定位块(3)设有通过孔,衬套(6)至于该通过孔内,定位块(3)上设有零件定位斜面,检验插销(4)穿过零件定位孔后插入衬套(6)中。
2.根据权利要求1所述的一种孔与三个平面间位置度检测工装,其特征在于,所述模体(1)上用于定位零件的平面,平面度应在0.02mm以内。
3.根据权利要求1所述的一种孔与三个平面间位置度检测工装,其特征在于,所述定位块(3)上零件定位斜面角度与零件精度孔平面角度一致。
4.根据权利要求1所述的一种孔与三个平面间位置度检测工装,其特征在于,所述衬套(6)孔径与零件精度孔的孔径一致。
5.根据权利要求1所述的一种孔与三个平面间位置度检测工装,其特征在于,所述模体(1)由铸铁材料制成。
6.根据权利要求1所述的一种孔与三个平面间位置度检测工装,其特征在于,所述挡块(2)、定位块(3)、检验插销(4)由高强度钢铸成;材料抗拉强度σb介于1080~1380mpa。
技术总结
本技术属于复合工装,是一种孔与三个平面间位置度检测工装。包括:模体、挡块、定位块、检验插销、压板、衬套。两块挡块分别置于模体两侧边缘,并通过螺钉固定,实现对零件限位;所述压板通过内六角螺钉连接到模体上,实现对零件定位压紧;所述定位块通过螺钉固定在模体上,定位块设有通过孔,衬套至于该通过孔内,定位块上设有零件定位斜面,检验插销穿过零件定位孔后插入衬套中;该检验夹具便于储存、能够直观的反应零件的装配关系,且检测位置度更为便捷高效,极大了缩短检验周期。
技术研发人员:聂发兴,罗建中,李笑迎,施政,徐建聪
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:20230321
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!