一种工件内外径检测中心定位机构的制作方法
本申请涉及一种工件内外径检测中心定位机构,属于直径计量。
背景技术:
1、在工件如螺纹件、键、销、滚动轴承等标准件加工过程中,通常会对工件的内径、外径进行检测,以完成标准化加工。如cn 218238788 u通过推杆与定位板的配合,对工件进行夹持定位,以获得标准件内径;cn 218329705 u通过固定杆、活动杆及两者之间的弹簧实现钢管管径的测量;cn 218469741 u通过在装置本体上设置的多个检测高度调整块实现不同外壳内经的辅助检测。
2、但在进行不同工件、不同规格进行检测时,需要对检测装置进行多次反复的调零、定位,检测较为繁琐,且容易产生操作误差。这对于大批量的工件检测而言非常不利。
技术实现思路
1、有鉴于此,本申请提供一种工件内外径检测中心定位机构,一台装置不仅可以实现多种规格工件的内外径检测,还可以实现检测过程中的纠偏与定位。
2、具体地,本申请是通过以下方案实现的:
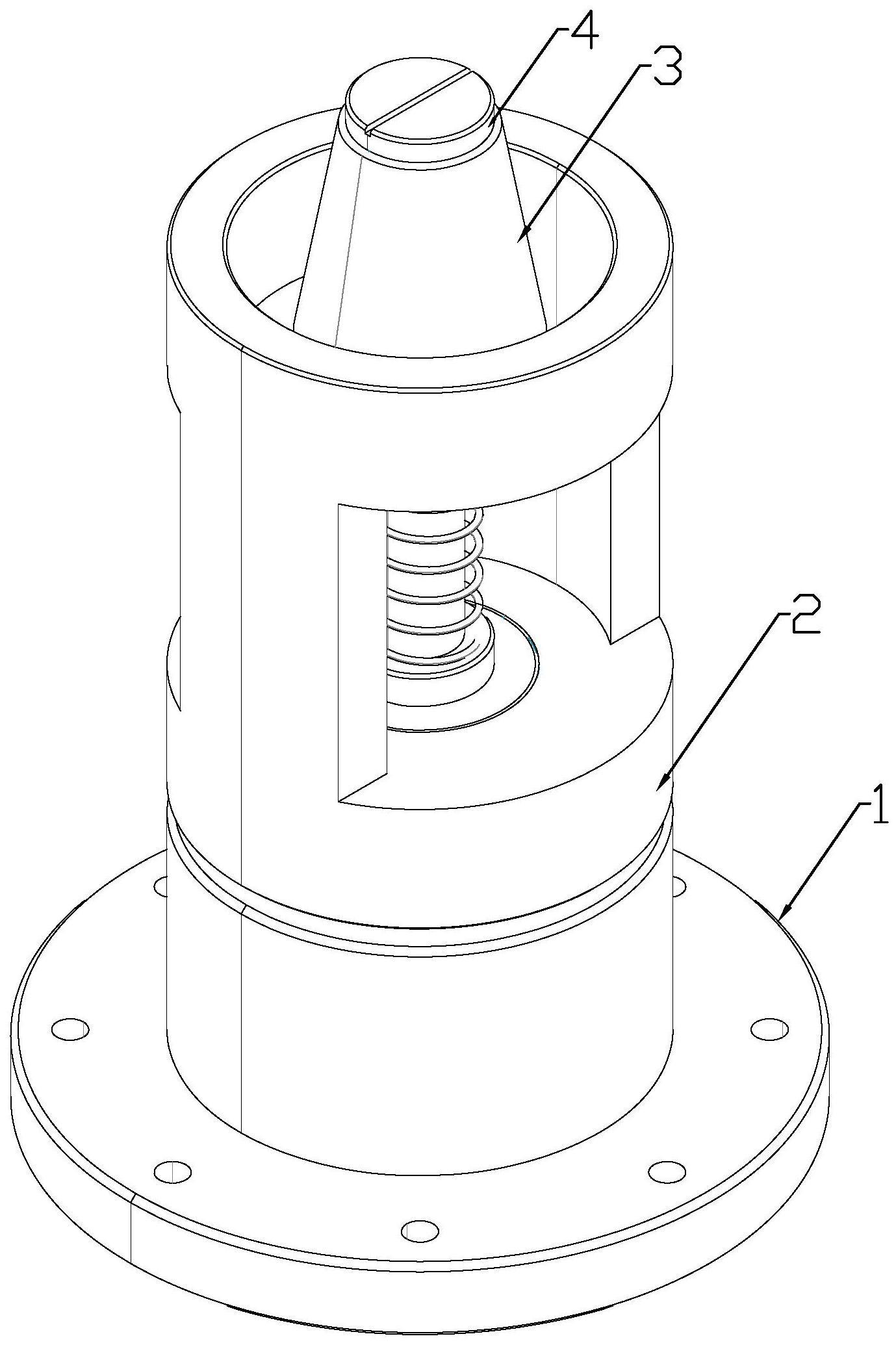
3、一种工件内外径检测中心定位机构,包括托架、定位件、定位杆和弹簧,
4、所述定位件为上小下大的中空圆锥形结构,
5、所述托架设置有置入口,定位杆沿置入口纵轴方向安装在置入口中,
6、所述定位杆上套装有弹簧,定位件套装在弹簧上方的定位杆上,
7、所述定位件不受力时其顶部突出在置入口上方,受力时沿定位杆下移。
8、上述方案用于工件检测时,直接将待检测工件涉及到直径的一端置于定位件上,定位件受力,沿着定位杆下移,与此同时,待检测工件在自身重力作用下,沿着定位件外壁滑移,优于定位件为圆锥形结构,下滑过程中即自动调整待检测工件的重心,直至其中轴线与定位件中轴线重叠,即达到定位效果,待工件和定位件不再位移,即可开始内外径的检测工作(检测部件采用常规设备即可,本案未对其进行改进,故不做展开说明)。取下工件,弹簧恢复形变,将定位件回弹至原始位置,即可开启下一轮的检测。
9、上述装置在进行待检测工件放入时,借助于自身重力和定位件、托架、置入口的配合,实现待检测工件的自动定位与纠偏,不论是弹簧的形变方向还是工件与定位件的下落方向均沿着定位杆进行,从待检测工件置于定位件上即开始纠偏定位,避免了不同工件检测时装置的反复调整,减少了操作误差的产生。特别是不同规格的同一种类型工件进行检测时,上述装置在安置待检测工件时即开始定位纠偏,确保每一个工件都处于相同的检测中心位置,减少了检测误差,检测方便,准确度高。
10、进一步的,作为优选:
11、还包括有轴承座,所述轴承座设置有安装轴,托架套装在安装轴上,实现托架与轴承座的活动连接。本案借助于轴承座,方便将整个底座固定在相应检测车间处;托架的活动连接,既方便托架的整体更换,又可以在检测过程中旋转托架,方便工件的装入。更优选的,所述轴承座还设置有轴承套,安装轴位于轴承套中,并使其顶部突出在轴承套上方。轴承套的设置,有利于增大托架与整个轴承座的接触面积,提高安装稳定性。
12、所述托架包括本体,本体自顶部向底部开设非贯通本体的凹槽形成置入口。更优选的,所述本体侧面设置有视窗,视窗与置入口连通,方便对落在置入口中的工件位置进行观察。所述本体可以设置为圆柱体,凹槽沿本体轴向设置。
13、所述定位件底部设置有卡块,卡块套装于定位杆上,并顶靠于弹簧顶部。
14、所述定位杆顶部设置有定位槽。更优选的,所述定位杆顶部安装有螺母,定位槽设置于螺母顶部,螺母与定位杆内螺纹连接,方便定位件的拆除与替换。
15、所述定位件为上小下大的圆锥形结构。
16、上述装置对管、杆等标准件进行内外径的检测,可以实现同类型不同规格产品的快速检测,检测过程中,借助于弹簧、定位件与定位杆的配合,实现工件置入到下落过程中的自动纠偏调节适应。
技术特征:
1.一种工件内外径检测中心定位机构,其特征在于:
2.根据权利要求1所述的一种工件内外径检测中心定位机构,其特征在于:还包括有轴承座,所述轴承座设置有安装轴,托架套装在安装轴上,实现托架与轴承座的活动连接。
3.根据权利要求2所述的一种工件内外径检测中心定位机构,其特征在于:所述轴承座还设置有轴承套,安装轴位于轴承套中,并使其顶部突出在轴承套上方。
4.根据权利要求1所述的一种工件内外径检测中心定位机构,其特征在于:所述托架为包括本体,自本体顶部沿纵向开设非贯通本体的凹槽,此即置入口。
5.根据权利要求4所述的一种工件内外径检测中心定位机构,其特征在于:所述本体侧面设置有视窗,视窗与凹槽连通。
6.根据权利要求4所述的一种工件内外径检测中心定位机构,其特征在于:所述本体为圆柱体,凹槽沿本体轴向设置。
7.根据权利要求1所述的一种工件内外径检测中心定位机构,其特征在于:所述定位件底部设置有卡块,卡块套装于定位杆上,并顶靠于弹簧顶部。
8.根据权利要求1所述的一种工件内外径检测中心定位机构,其特征在于:所述定位杆顶部设置有定位槽。
9.根据权利要求8所述的一种工件内外径检测中心定位机构,其特征在于:所述定位杆顶部安装有螺母,定位槽设置于螺母顶部。
技术总结
本申请提供一种工件内外径检测中心定位机构,属于直径计量技术领域。包括托架、定位件、定位杆和弹簧,定位件为上小下大的中空圆锥形结构,所述托架设置有置入口,定位杆沿置入口纵轴方向安装在置入口中,所述定位杆上套装有弹簧,定位件套装在弹簧上方的定位杆上,所述定位件不受力时其顶部突出在置入口上方,受力时沿定位杆下移。本申请作为检测管杆的内、外径底座使用,具有定位准确、测试便捷等优点。
技术研发人员:赵宇锋,丁金利,王小永
受保护的技术使用者:绍兴安迪自动化设备有限公司
技术研发日:20230322
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!