一种电池极片的面电阻检测装置的制作方法
本技术涉及电池检测,特别是涉及一种电池极片的面电阻检测装置。
背景技术:
1、锂离子电池与铅酸、镉镍等其他类型的电池相比,具有比容量大、工作电压高、充电速度快、工作温度范围宽、循环寿命长、体积小和质量轻等优点,目前已广泛应用于移动电话、笔记本电脑、电动工具等领域,并且其应用范围越来越广泛。
2、随着电动汽车技术的成熟和日益完善,电动汽车和混合动力汽车走进日常生活。而车载大容量动力电池性能的优劣,直接影响着电动汽车的整体性能。这为电动汽车车载动力电池提出了更高的要求(比如要具有更高的安全性,更大的比容量,重量更轻)。
3、普通锂离子电池极片通过碾压、分切合格后,直接进行卷绕使用,从而制作锂离子电池极组。现阶段制作锂离子电池极组(即电芯)都要求碾压密度大,但是,现有传统的极组制作加工方法,都存在一定的缺陷,以传统的极片加工后为例,如果碾压压实密度过大,极片就会造成极片基材的面电阻值升高(面电阻是指在单位正方形面积条件下的电阻阻抗),如果再进行电芯极组卷绕,最终会导致电池整体阻值加大,影响后期电池的使用质量和循环寿命。
4、因此,为了保证锂离子电池的质量,及时将面电阻较高的电池极片检测出,需要一种能够准确检测电池极片面电阻的装置,该检测装置需能保证检测标准的一致性。
技术实现思路
1、本实用新型的目的是针对现有技术存在的技术缺陷,提供一种电池极片的面电阻检测装置。
2、为此,本实用新型提供了一种电池极片的面电阻检测装置,包括电池极片压紧机构、压力测量设备和电阻测量设备;
3、电池极片压紧机构,与电阻测量设备相连接,用于向下压紧电池极片,当压力测量设备测得的压力值达到预设值时,使电阻测量设备与电池极片导电相接;
4、压力测量设备,其检测端与电池极片相联动连接,用于测量电池极片压紧机构向电池极片所施加的压力大小;
5、电阻测量设备,用于当压力测量设备测得的压力值达到预设值时,测量电池极片的电阻大小。
6、由以上本实用新型提供的技术方案可见,与现有技术相比较,本实用新型提供了一种电池极片的面电阻检测装置,其设计科学,能够方便、可靠地对电池极片进行面电阻的检测,保证检测标准的一致性,从而当电池极片在生产过程中由于工艺限制而造成极片碾压压实密度过大,进而造成极片的面电阻阻值过大时,能够有效避免不合格(即不符合面电阻阻值要求)的电池极片流入到后续的电池极组卷绕工序中,保证电池极组的生产质量,具有重大的实践意义。
7、通过应用本实用新型,可以在电池极片制作后,直观地检测出极片的质量问题,从而为后期极片浆料工艺的改进提供工作参考,从而有利于进一步降低电池极片因生产过程中工艺参数问题而带来的制作浪费。
8、通过应用本实用新型,可以提升流入到电池极组生产工序中的电池极片的质量,有效避免电池在循环过程中由于极片阻值过大而造成电池鼓胀问题,降低整个生命周期中电池的鼓胀力,减少在电池循环过程中由于褶皱导致的死区及循环跳水的出现概率,有效延长电池的循环寿命。
9、本实用新型所检测的电池极片,主要是在生产过程中新制作的电池极片,当然,根据用户的需要,还可以是已制作一段时间的电池极片以及已使用一段时间的电池极片。
技术特征:
1.一种电池极片的面电阻检测装置,其特征在于,包括电池极片压紧机构、压力测量设备和电阻测量设备;
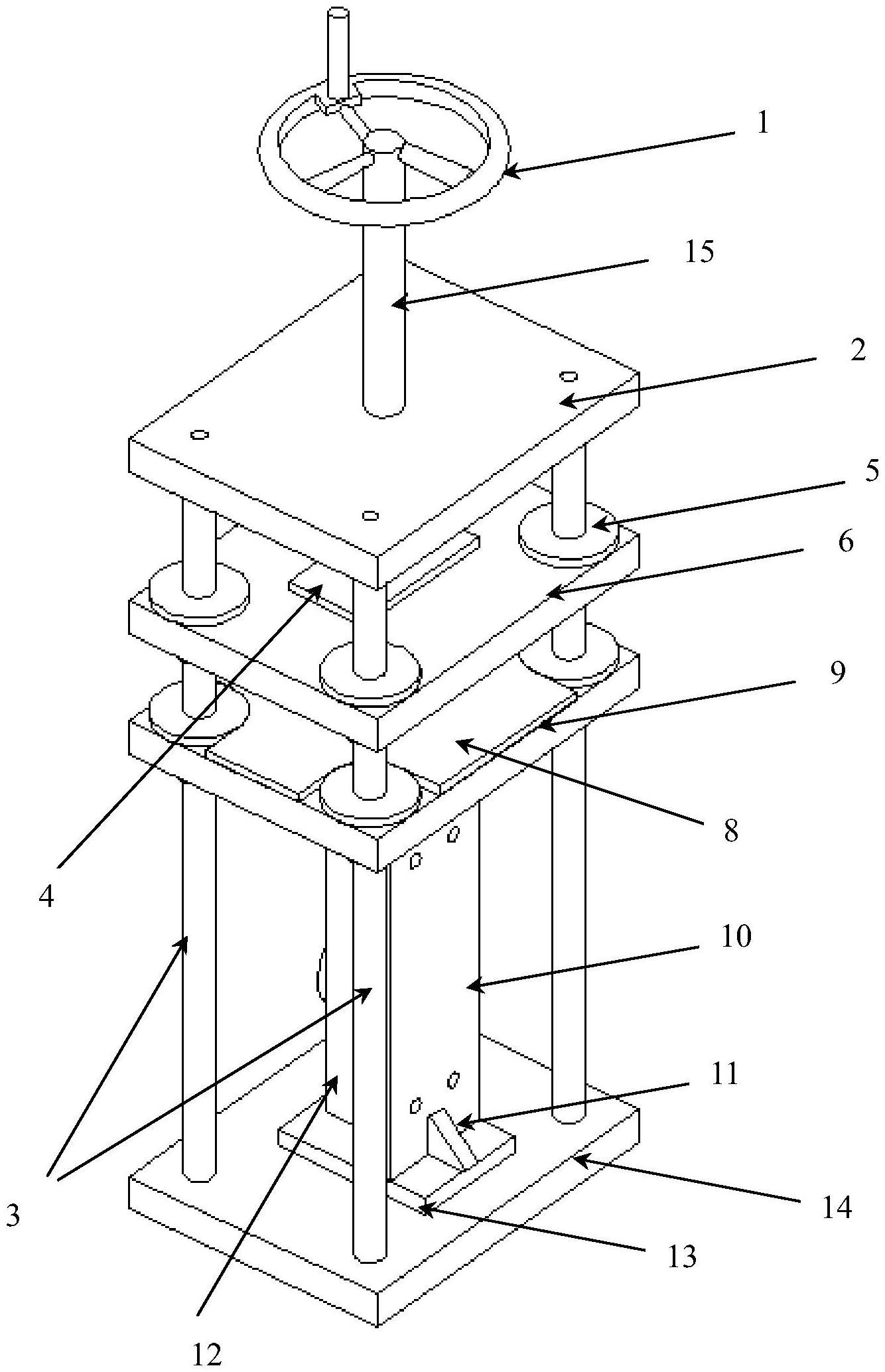
2.如权利要求1所述的电池极片的面电阻检测装置,其特征在于,电池极片压紧机构包括从上往下依次间隔分布的固定板(2)、夹板(6)和压力平板(9);
3.如权利要求2所述的电池极片的面电阻检测装置,其特征在于,所述固定板(2)和夹板(6)的中心位置,均与一个螺杆(15)相螺纹连接;
4.如权利要求3所述的电池极片的面电阻检测装置,其特征在于,所述支撑板(14)的顶部四角,分别垂直设置有一个支撑柱(3);
5.如权利要求3所述的电池极片的面电阻检测装置,其特征在于,所述夹板(6)在与螺杆螺纹连接孔(401)相对应的位置,设置有一个顶部开口的螺杆端部限位凹槽(601);
6.如权利要求4所述的电池极片的面电阻检测装置,其特征在于,所述连接片(4)在第一螺杆螺纹连接孔(401)的前后两侧,分别设置有一个第一电阻测试柱螺纹连接孔;
7.如权利要求3所述的电池极片的面电阻检测装置,其特征在于,所述压力平板(9)和夹板(6),分别在与每个支撑柱(3)相对应的位置设置有一个垂直贯穿通孔;
8.如权利要求7所述的电池极片的面电阻检测装置,其特征在于,所述夹板(6)上的保护圆套(5)顶面突出于夹板(6)顶面的高度,等于连接片(4)的厚度;
9.如权利要求3至8中任一项所述的电池极片的面电阻检测装置,其特征在于,所述支撑板(14)的顶部,设置有一个支撑块(13);
10.如权利要求9所述的电池极片的面电阻检测装置,其特征在于,所述定位板(10)的下端侧面,还通过一个支撑三角板(11)与所述支撑块(13)的顶部相连接。
技术总结
本技术公开了一种电池极片的面电阻检测装置,包括电池极片压紧机构、压力测量设备和电阻测量设备;电池极片压紧机构,与电阻测量设备相连接,用于向下压紧电池极片,当压力测量设备测得的压力值达到预设值时,使电阻测量设备与电池极片导电相接;压力测量设备,其检测端与电池极片相联动连接,用于测量电池极片压紧机构向电池极片所施加的压力大小;电阻测量设备,用于当压力测量设备测得的压力值达到预设值时,测量电池极片的电阻大小。本技术能够方便、可靠地对电池极片进行面电阻检测,保证检测标准的一致性,避免面电阻不合格的电池极片流入到后续电池极组卷绕工序中,保证极组生产质量。
技术研发人员:李敬,司璐,陈超
受保护的技术使用者:力神(青岛)新能源有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!