一种汽车消声器包体外侧隔罩冲压成型检具的制作方法
本技术涉及不规则产品检测领域,尤其是涉及包体外侧隔罩冲压成型后的检测,具体为一种汽车消声器包体外侧隔罩冲压成型检具。
背景技术:
1、现有消声器包体外侧隔罩公差要求较高,但是因冲压成型工序后加工成型的半边隔罩形状的不规则装夹检测较为困难,需经过拼装焊接后才能对其进行公差或者气密性能的检测,检测不合格报废成品较高,为降低成本需要在冲压成型工序后就对加工成型的半边隔罩进行公差检测,提前排除不符合公差范围的半边件。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种汽车消声器包体外侧隔罩冲压成型检具,用于解决现有技术的难点。
2、为实现上述目的及其他相关目的,本实用新型提供一种汽车消声器包体外侧隔罩冲压成型检具,包括:
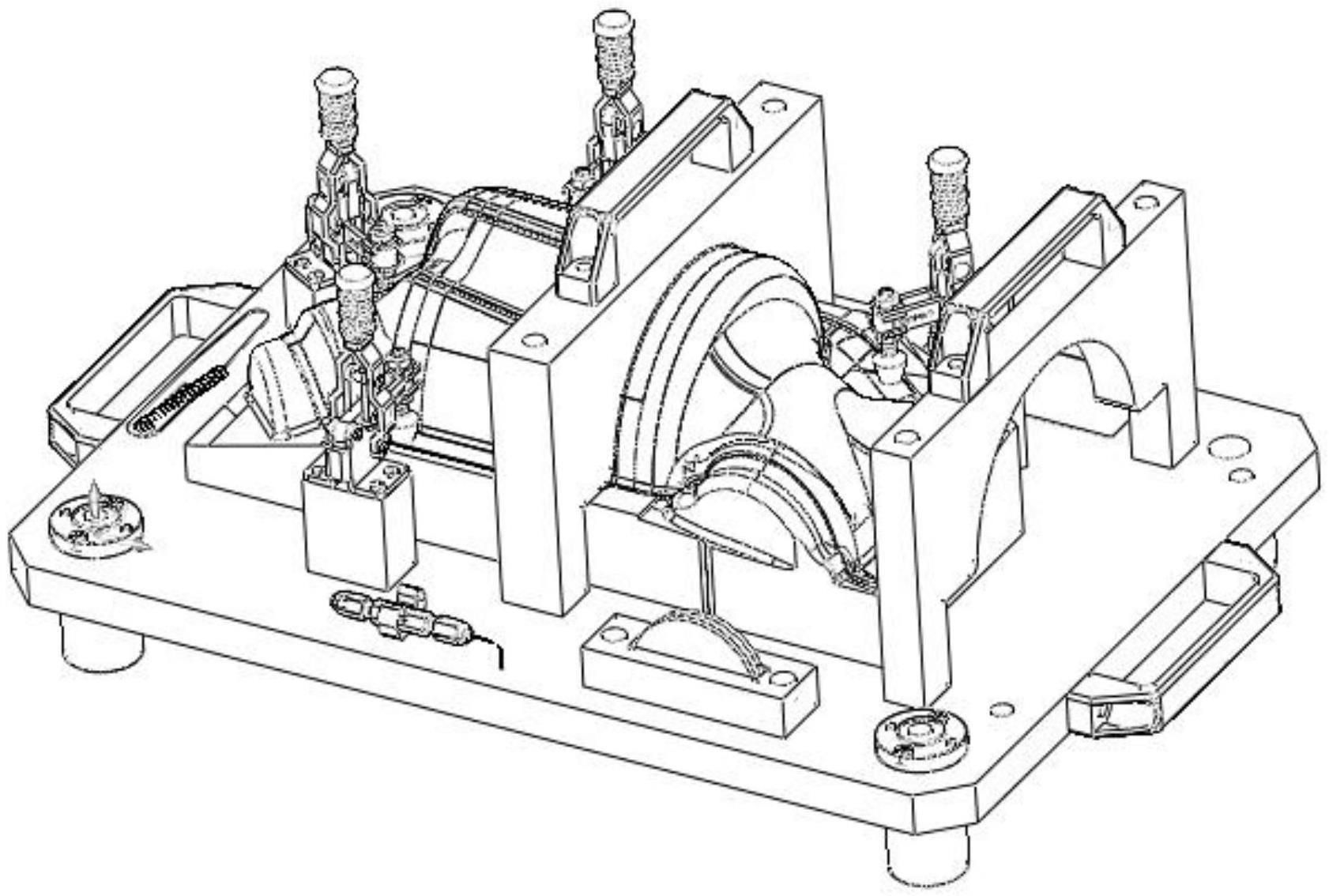
3、底板1,所述底板1底端四周设置有支撑脚12,所述底板1的左右两侧设置有把手11;
4、定位放置模块2,所述定位放置模块2焊接设置在底板1顶端的正中;
5、锁定装置3,所述锁定装置3设置底板1顶端在定位放置模块2的四周;
6、检具模块4,所述检具模块4放置在底板1顶端,位于锁定装置3的四周。
7、根据优选方案,所述底板1顶部四周对应底部支撑脚12的位置设置有支撑脚固定板13,所述支撑脚固定板13通过螺栓穿过底板1与下方支撑脚12相连。
8、根据优选方案,定位放置模块2包括:
9、放置板21,所述放置板21焊接设置在底板1顶端的正中,所述放置板21顶端一侧设置有顶口定位块22,另一侧设置有底口定位块23;
10、顶口定位块22,所述顶口定位块22包括倾斜放置的一个半圆形块和一个水平横放1/4圆形块连接形成,其中1/4圆形块的直径大于半圆形块的直径;
11、定位槽24,所述定位槽24设置在顶口定位块22的顶端,横向开设在1/4圆形块的上方;
12、底口定位块23,所述底口定位块23包括一个圆弧形块和一块梯形块连接形成,所述圆弧形块设置在放置板21顶端正面一侧,所述梯形块位于圆弧形块后方,所述梯形块表面开设有圆角;
13、料槽25,所述料槽25开设放置板21顶端位于顶口定位块22和底口定位块23的外侧靠近放置板21的边缘。
14、根据优选方案,顶口定位块22中半圆形块下方对应的放置板21上设置有一个斜角。
15、根据优选方案,底口定位块23中圆弧形块,由上下两个圆弧形相交连接形成,其中上方圆弧直径较小,下方圆弧形直径较大,直径较大的圆弧形圆点位于直径较小的圆弧形圆点的下方。
16、根据优选方案,锁定装置3包括:
17、增高块31,所述增高块31通过螺栓连接设置在底板1顶端位于放置板21的四周;
18、垂直式夹钳32,所述垂直式夹钳32通过螺栓连接在增高块31顶端,所述垂直式夹钳32中的压头位于料槽25的正上方。
19、根据优选方案,垂直式夹钳32中压头外侧包裹有橡胶块。
20、根据优选方案,增高块31的高度高于放置板21的高度。
21、根据优选方案,检具模块4包括:
22、弹片卡块41,所述弹片卡块41通过螺栓连接设置在底板1顶端,所述弹片卡块41上嵌入卡设有针规42;
23、方槽放置块43,所述方槽放置块43设置在弹片卡块41的右侧,所述方槽放置块43通过螺栓连接固定在底板1上,所述方槽放置块43内设置有半圆片通止规44;
24、塞尺45,所述塞尺45设置在增高块31的左侧,通过销钉限制在底板1顶端;
25、检测限位孔46,所述检测限位孔46开设在底板1上位于放置板21的前后两侧,所述检测限位孔46设置有三对,其中一对所述检测限位孔46位于放置板21正中,另外两对所述检测限位孔46位于放置板21的右侧;
26、隔罩下压式卡块47,所述隔罩下压式卡块47设置有一对,一对所述隔罩下压式卡块47横向设置在放置板21右侧位于检测限位孔46正上方,所述隔罩下压式卡块47顶端前后两侧开设有定位通孔413;
27、卡块限位螺栓48,所述卡块限位螺栓48一侧栓头设置在底板1底端,另一侧螺栓柱穿过检测限位孔46进入定位通孔413中与隔罩下压式卡块47相连。
28、根据优选方案,所述半圆片通止规44用于检测产品的顶口。
29、根据优选方案,所述隔罩下压式卡块47顶部设置有卡块握把49,所述隔罩下压式卡块47底部开设有隔罩槽410,所述隔罩槽410底部为方槽411顶部为半圆槽412,所述方槽411直径和放置板21的高度与宽度相同。
30、根据优选方案,一对隔罩下压式卡块47中其中一个隔罩下压式卡块47中半圆槽412为隔罩加工工艺中罩壳最大外径半圆的最大极限公差,另一个隔罩下压式卡块47中半圆槽412为隔罩加工工艺中罩壳最大外径半圆的最小极限公差。
31、本实用新型采用底板、定位放置模块、锁定装置、检具模块,根据将冲压成型的隔罩放置在定位放置模块通过锁定装置限位固定通过使用检具模块检测隔罩是否符合工艺公差;达到了以下有益效果:
32、(1)焊接工艺前检测不规则的半隔罩表面,预先报废超差的半隔罩。
33、下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
技术特征:
1.一种汽车消声器包体外侧隔罩冲压成型检具,其特征在于,包括:
2.根据权利要求1所述的汽车消声器包体外侧隔罩冲压成型检具,其特征在于,所述底板(1)顶部四周对应底部支撑脚(12)的位置设置有支撑脚固定板(13),所述支撑脚固定板(13)通过螺栓穿过底板(1)与下方支撑脚(12)相连。
3.根据权利要求2所述的汽车消声器包体外侧隔罩冲压成型检具,其特征在于,所述定位放置模块(2)包括:
4.根据权利要求3所述的汽车消声器包体外侧隔罩冲压成型检具,其特征在于,所述锁定装置(3)包括:
5.根据权利要求4所述的汽车消声器包体外侧隔罩冲压成型检具,其特征在于,所述检具模块(4)包括:
6.根据权利要求5所述的汽车消声器包体外侧隔罩冲压成型检具,其特征在于,所述隔罩下压式卡块(47)顶部设置有卡块握把(49),所述隔罩下压式卡块(47)底部开设有隔罩槽(410),所述隔罩槽(410)底部为方槽(411)顶部为半圆槽(412),所述方槽(411)直径和放置板(21)的高度与宽度相同。
技术总结
本技术提供一种汽车消声器包体外侧隔罩冲压成型检具,包括底板底端四周设置有支撑脚,底板的左右两侧设置有把手;定位放置模块焊接设置在底板顶端的正中;锁定装置设置底板顶端在定位放置模块的四周;检具模块放置在底板顶端,位于锁定装置的四周。本技术采用底板、定位放置模块、锁定装置、检具模块,根据将冲压成型的隔罩放置在定位放置模块通过锁定装置限位固定通过使用检具模块检测隔罩是否符合工艺公差;达到了以下有益效果:焊接工艺前检测不规则的半隔罩表面,预先报废超差的半隔罩。
技术研发人员:顾惠平
受保护的技术使用者:无锡市平锋汽车净化器配件有限公司
技术研发日:20230406
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!