一种金属工件检测用的磁粉检测装置的制作方法
本技术涉及无损检测,具体涉及一种金属工件检测用的磁粉检测装置。
背景技术:
1、磁粉检测是以磁粉做显示介质对工件缺陷进行观察的方法,根据磁化时施加的磁粉种类磁粉检测方法又分为湿法和干法。
2、湿法检测法中需要将磁悬液均匀分布在工件表面,然后再通电磁化进行检测;干法检测法则是使用喷粉器或者其他工具将呈雾状的干燥磁粉施于被测工件表面,且形成薄且均匀的磁粉覆盖层。
3、在公开号为cn218445268u的专利(以下简称“现有技术1”)中公开了一种数字式便携磁粉检测装置,在现有技术1中设置了药剂箱存储磁悬液,将磁悬液的存储与检测装置集成在一起,解决了检测金属工件缺陷需要使用多个检测工具的问题,提高了金属工件的检测效率。但是现有技术1中磁悬液的喷嘴与检测装置固定在一起,喷嘴的角度无法调节,因此不适用于对金属工件上的不同形状、角度的焊缝进行喷射。
技术实现思路
1、有鉴于此,本实用新型提供了一种金属工件检测用的磁粉检测装置,用于解决现有技术中存在的磁悬液喷嘴角度不可调的问题。
2、本实用新型的技术方案如下:
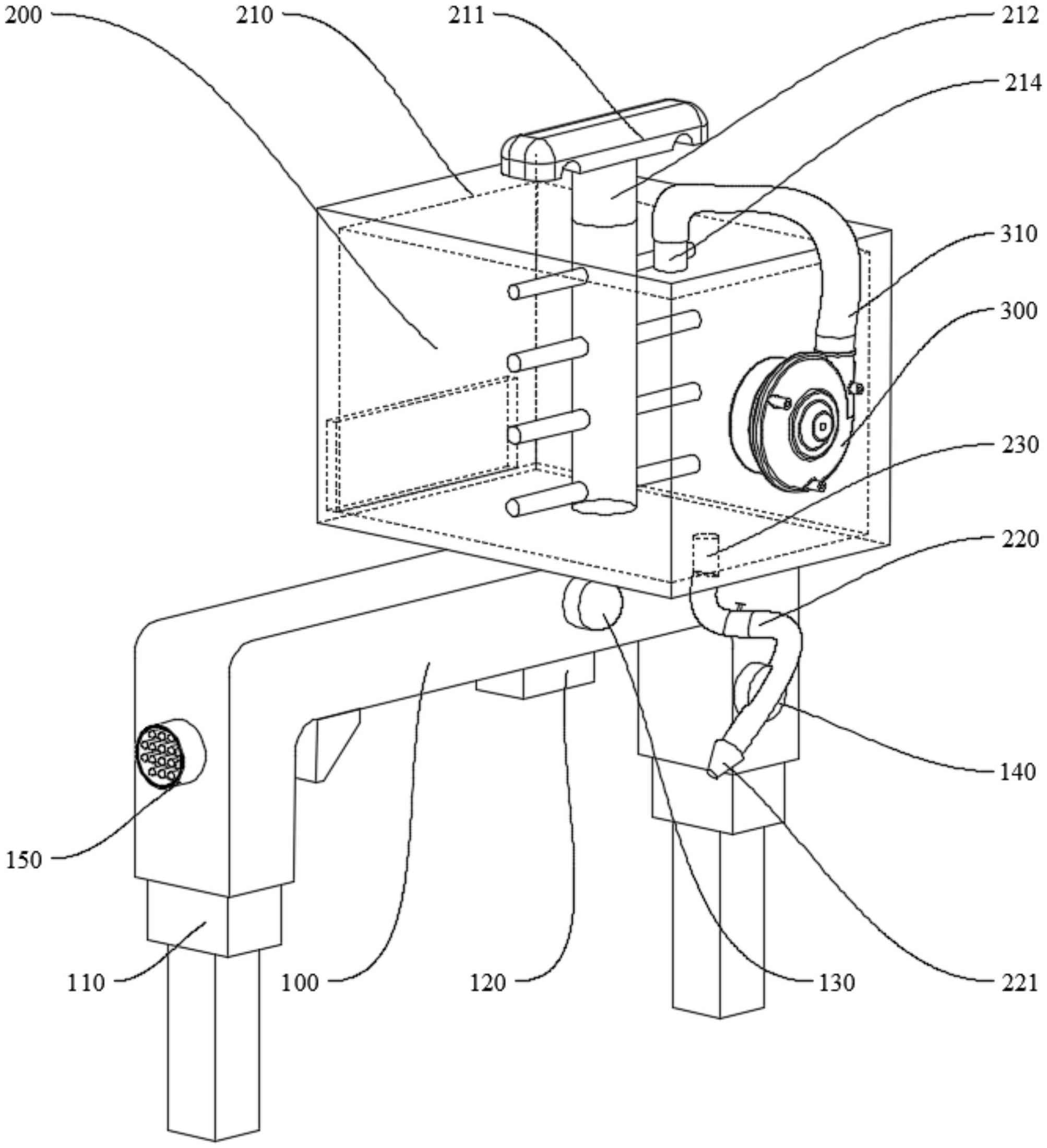
3、一种金属工件检测用的磁粉检测装置,包括探伤机、水箱、盖板以及鼓风机;水箱设置在探伤机上方,盖板设置在水箱上方,鼓风机设置在水箱的侧壁上。
4、探伤机上设置有充电端口、主机开关、喷液开关、接触块以及旋转卡扣,喷液开关用于控制鼓风机的启停,鼓风机上设置有导风管,导风管与加压口连接;水箱下方设置有出液口,出液口上设置有输液管,输液管的端部与喷头连接,输液管固定在旋转卡扣上。
5、旋转卡扣与探伤机转动连接,探伤机上设置有盲孔,盲孔底部设置有导向柱,导向柱上设置有缓冲垫,盲孔内壁上设置有固定槽,固定槽中设置有橡胶垫;旋转卡扣上设置有连接柱,连接柱下方设置有锥面凸台,锥面凸台上设置有钢珠,钢珠与锥面凸台滚动连接,锥面凸台上设置有定位孔,定位孔与导向柱配合。
6、在一种优选的技术方案中,盖板上设置搅拌结构,盖板与搅拌结构转动连接。
7、在一种优选的技术方案中,搅拌结构包括转轴、握把和拨杆,握把设置在转轴上方,拨杆设置有若干根,若干根拨杆均匀分布在转轴上。
8、在一种优选的技术方案中,盖板与水箱的连接处设置有垫圈。
9、在一种优选的技术方案中,水箱侧壁上设置有排液口。
10、在一种优选的技术方案中,排液口上设置有端盖。
11、在一种优选的技术方案中,探伤机上设置有紫外线灯。
12、在一种优选的技术方案中,水箱由透明材料制作而成。
13、本实用新型的有益效果是:
14、1、在喷头和出液口之间设置了输液管,将输液管固定在旋转卡扣上,通过调节旋转卡扣的角度对喷头的角度进行调节。
15、2、使用喷液开关控制鼓风机启停,改变水箱里面的压强,使喷头喷洒磁悬液,将喷液开关设置在探伤机上,方便人员操作,加快了检测的速度。
技术特征:
1.一种金属工件检测用的磁粉检测装置,其特征在于:包括探伤机(100)、水箱(200)、盖板(210)以及鼓风机(300);水箱(200)设置在探伤机(100)上方,盖板(210)设置在水箱(200)上方,鼓风机(300)设置在水箱(200)的侧壁上;
2.根据权利要求1所述的一种金属工件检测用的磁粉检测装置,其特征在于:盖板(210)上设置搅拌结构,盖板(210)与搅拌结构转动连接。
3.根据权利要求2所述的一种金属工件检测用的磁粉检测装置,其特征在于:搅拌结构包括转轴(212)、握把(211)和拨杆(213),握把(211)设置在转轴(212)上方,拨杆(213)设置有若干根,若干根拨杆(213)均匀分布在转轴(212)上。
4.根据权利要求1所述的一种金属工件检测用的磁粉检测装置,其特征在于:盖板(210)与水箱的连接处设置有垫圈(215)。
5.根据权利要求1所述的一种金属工件检测用的磁粉检测装置,其特征在于:水箱(200)侧壁上设置有排液口。
6.根据权利要求5所述的一种金属工件检测用的磁粉检测装置,其特征在于:排液口上设置有端盖(240)。
7.根据权利要求1所述的一种金属工件检测用的磁粉检测装置,其特征在于:探伤机(100)上设置有紫外线灯(160)。
8.根据权利要求1所述的一种金属工件检测用的磁粉检测装置,其特征在于:水箱(200)由透明材料制作而成。
技术总结
本技术公开了一种金属工件检测用的磁粉检测装置,包括探伤机、水箱、盖板以及鼓风机;探伤机上设置有充电端口、主机开关、喷液开关、接触块以及旋转卡扣,鼓风机上设置有导风管,导风管与加压口连接;水箱下方设置有出液口,出液口上设置有输液管,输液管的端部与喷头连接,输液管固定在旋转卡扣上。旋转卡扣与探伤机转动连接,探伤机上设置有盲孔,盲孔底部设置有导向柱,导向柱上设置有缓冲垫,旋转卡扣上设置有连接柱,连接柱下方设置有锥面凸台,锥面凸台上设置有定位孔,定位孔与导向柱配合。在喷头和出液口之间设置了输液管,将输液管固定在旋转卡扣上,通过调节旋转卡扣的角度对喷头的角度进行调节。
技术研发人员:陈治,王雷,胡强,杜涓,王有均
受保护的技术使用者:成都国科检测技术有限公司
技术研发日:20230417
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!