一种在线式产品缺陷检测装置的制作方法
本技术涉及食品机械设备,尤其是涉及一种在线式产品缺陷检测装置。
背景技术:
1、目前方便面等速食食品料包生产多采用塑料铝箔类包装,在完成食品料袋填充后需要通过封口机进行密封。封口设备多采用热封方法,在实际生产过程中,包装机装填及热封都会存在包装不良,装填不顺畅会带来食品物料残留在封口区域直接导致封口无法密封,热封过程中热度较低会出现封口不严泄漏,热度较高易出现褶皱破袋而泄漏,料包封口泄漏不仅降低了产品品牌形象,产品出现霉变,变质带来食品卫生质量问题,危害消费者健康。现有一些封口检测方式多采用抽检,人工挤压方式进行检查,无法满足高速大产量下在线式全检的要求,且容易造成漏检,检测效率低下。此外,现有技术也采用自动化的方法进行检测,当对于包装的背面进行检测时,需要进行翻面,检测时间长,且实现难度大,不利于检测的推广。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供的一种在线式产品缺陷检测装置,采用双面视觉检测和x射线透射检测组合识别,对速食食品料包进行全面的检测。
2、本实用新型的目的可以通过以下技术方案来实现:
3、一种在线式产品缺陷检测装置,包括设备机柜,设备机柜内部的中间设有传送机构,传送机构由第一传送带和第二传送带构成,第一传送带的长度大于第二传送带的长度,两段传送带的传送方向相同,且两段传送带之间留有间隙,以传送带的运送方向为正方向,在正方向上,依次设有顶照式检测机构、顶照式x射线成像检测机构和底照式检测机构,底照式检测机构的位置和传送带之间的间隙的位置对应,其中,
4、顶照式检测机构包括顶照相机和第一顶照led灯条,顶照式x射线成像检测机构包括x射线源发生器和x射线扫探测器,底照式检测机构包括底照相机、第一底照led灯条和第二底照led灯条。
5、进一步地,顶照式检测机构、x射线源发生器和第一底照led灯条设于传送机构的上方,x射线扫探测器、底照相机和第二底照led灯条设于传送机构的下方。
6、进一步地,x射线源发生器的x射线穿过传送机构的中间。
7、进一步地,x射线源发生器的x射线穿过第一传送带,x射线扫探测器设于第一传送带的下方。
8、进一步地,所述底照相机的光轴穿过传送带之间的间隙的中心,光轴垂直于水平面。
9、进一步地,传送机构的一侧装有侧板,侧板的内侧两端分别装有一个驱动电机,驱动电机驱动传送机构。
10、进一步地,驱动电机连接plc控制器。
11、进一步地,侧板上还装有多个锁紧螺丝。
12、进一步地,led灯条的两侧分别设有一个相机的补光灯。
13、进一步地,led灯条连接plc控制器。
14、与现有技术相比,本实用新型具有以下有益效果:
15、(1)本实用新型设置顶照式检测机构、顶照式x射线成像检测机构和底照式检测机构,可以对不透明包装的料包和透明包装的料包,包括铝箔包装、塑料包装、小型包装、中型袋装、真空包装等休闲食品进行正反面的检测,适用于各种不同的材质的料包,同时检测的角度全面,提高检测的准确度。
16、(2)本实用新型采用两段留有间隙的传送机构,结合底照式检测机构的led灯条和相机,无需翻面即可检测到料包的背面,既节省了时间,同时节约成本。
技术特征:
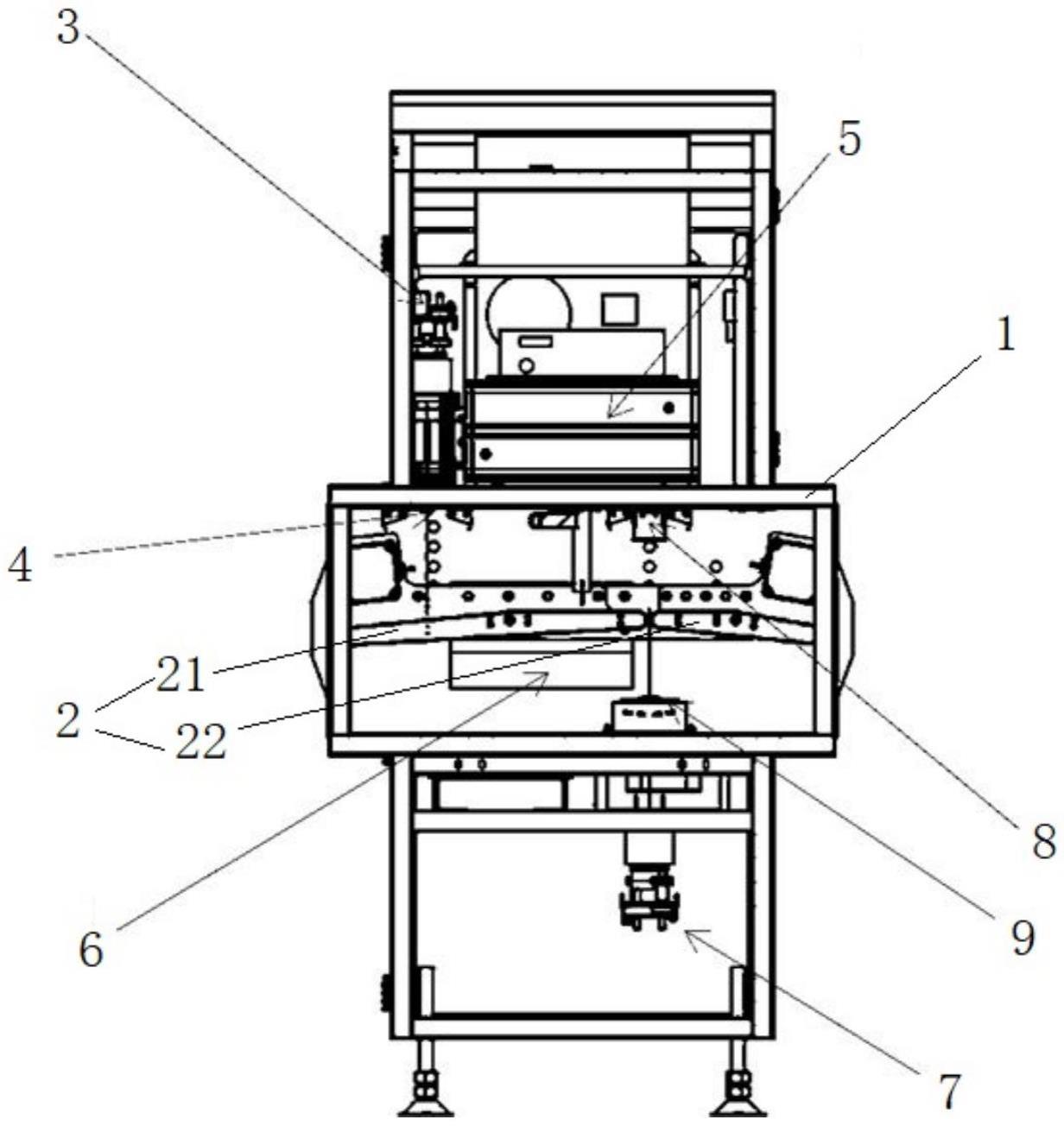
1.一种在线式产品缺陷检测装置,其特征在于,包括设备机柜(1),设备机柜(1)内部的中间设有传送机构(2),传送机构(2)由第一传送带(21)和第二传送带(22)构成,第一传送带(21)的长度大于第二传送带(22)的长度,两段传送带的传送方向相同,且两段传送带之间留有间隙,以传送带的运送方向为正方向,在正方向上,依次设有顶照式检测机构、顶照式x射线成像检测机构和底照式检测机构,底照式检测机构的位置和传送带之间的间隙的位置对应,其中,
2.根据权利要求1所述一种在线式产品缺陷检测装置,其特征在于,顶照式检测机构、x射线源发生器(5)和第一底照led灯条(8)设于传送机构(2)的上方,x射线扫探测器(6)、底照相机(7)和第二底照led灯条(9)设于传送机构(2)的下方。
3.根据权利要求2所述的一种在线式产品缺陷检测装置,其特征在于,x射线源发生器(5)的x射线穿过传送机构(2)的中间。
4.根据权利要求3所述的一种在线式产品缺陷检测装置,其特征在于,x射线源发生器(5)的x射线穿过第一传送带(21),x射线扫探测器(6)设于第一传送带(21)的下方。
5.根据权利要求1所述的一种在线式产品缺陷检测装置,其特征在于,所述底照相机(7)的光轴穿过传送带之间的间隙的中心,光轴垂直于水平面。
6.根据权利要求1所述的一种在线式产品缺陷检测装置,其特征在于,传送机构(2)的一侧装有侧板,侧板的内侧两端分别装有一个驱动电机(10),驱动电机(10)驱动传送机构(2)。
7.根据权利要求6所述的一种在线式产品缺陷检测装置,其特征在于,驱动电机(10)连接plc控制器。
8.根据权利要求6所述的一种在线式产品缺陷检测装置,其特征在于,侧板上还装有多个锁紧螺丝(12)。
9.根据权利要求1所述的一种在线式产品缺陷检测装置,其特征在于,led灯条的两侧分别设有一个相机的补光灯(11)。
10.根据权利要求1所述的一种在线式产品缺陷检测装置,其特征在于,led灯条连接plc控制器。
技术总结
本技术涉及一种在线式产品缺陷检测装置,包括设备机柜,设备机柜内部的中间设有传送机构,传送机构由第一传送带和第二传送带构成,传送带的长度大于第二传送带的长度,两段传送带的传送方向相同,且两段传送带之间留有间隙,以传送带的运送方向为正方向,在正方向上,依次设有顶照式检测机构、顶照式X射线成像检测机构和底照式检测机构,底照式检测机构的位置和传送带之间的间隙的位置对应。与现有技术相比,本技术具有检测的角度全面,提高检测的准确度,节省时间等优点。
技术研发人员:闫士伟,徐光东,施利辉
受保护的技术使用者:上海太易检测技术有限公司
技术研发日:20230425
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!