直径测量检具的制作方法
本技术是关于检具,特别是关于一种直径测量检具。
背景技术:
1、由于气缸体环槽的直径无专用检测检具,受缸孔结构以及缸孔环槽加工位置较深等因素的影响,导致游标卡尺无法测量,另一方面,缸孔环槽宽度较小,也无法使用内经百分表测量,加工质量监控无法得到保障。环槽的加工不满足加工要求是引起装配故障的重要原因之一,当遇到装配时缸套压不进去或压装困难等情况时,需要排查完其他有关的装配故障因素后才能知道环槽是否达到加工要求,该过程不但耗费时间长,而且存在不确定性因素,严重影响生产进度,造成时间上的等待浪费。如果不能根据需要及时检测到环槽的直径,就会使排查装配故障的工作很难进行,此外还存在加工不受控隐患,容易发现不及时而产生批量不合格品。
2、公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本实用新型的目的在于提供一种直径测量检具,结构简单合理,造价低廉,使用方便,测量精度高,操作简单,有效保证了产品加工过程质量监控能力,且大幅提高了生产效率。
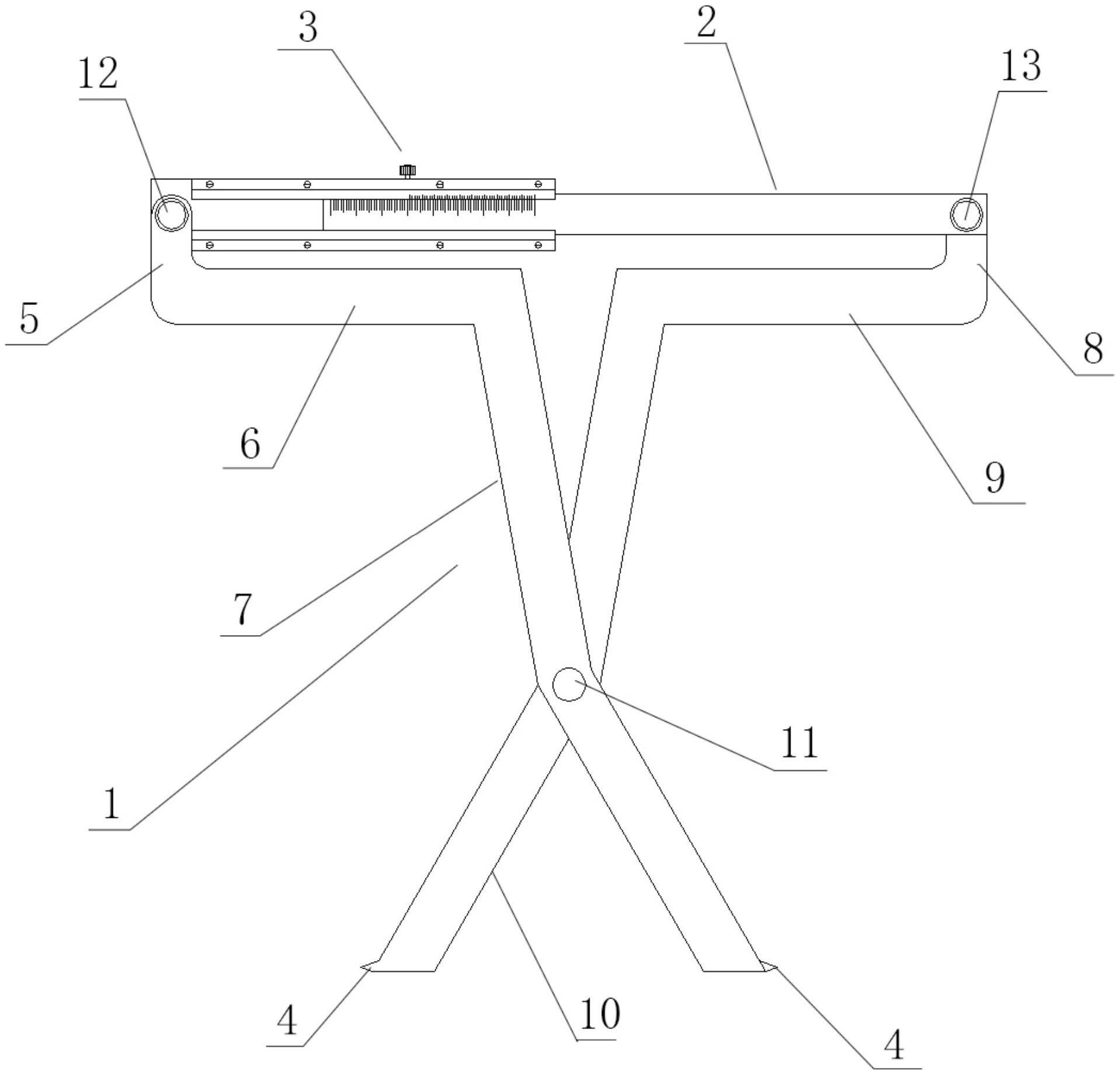
2、为实现上述目的,本实用新型提供了一种直径测量检具,用以测量气缸体缸孔环槽的直径。直径测量检具包括:测量支架、固定横架以及刻度机构。固定横架的两端分别与测量支架的顶部两端相连接。以及刻度机构设置于固定横架上。其中,测量支架的底部两端分别设置有测头。其中,测量支架放置于气缸体缸孔环槽上时,测头能够对气缸体缸孔环槽的直径进行测量,并通过刻度机构进行显示。
3、在一个或多个实施方式中,测量支架包括:第一活动竖板、第一活动横板以及第一活动支腿。第一活动竖板的一端竖直与固定横架的一端固定连接。第一活动横板的一端横向与第一活动竖板的另一端固定连接。以及第一活动支腿的一端斜向与第一活动横板的另一端固定连接,且一个测头固定于第一活动支腿的另一端上。
4、在一个或多个实施方式中,测量支架还包括:第二活动竖板、第二活动横板以及第二活动支腿。第二活动竖板的一端竖直与固定横架的另一端固定连接。第二活动横板的一端横向与第二活动竖板的另一端固定连接。以及第二活动支腿的一端斜向与第二活动横板的另一端固定连接,且另一个测头固定于第二活动支腿的另一端上。
5、在一个或多个实施方式中,第一活动支腿和第二活动支腿的中间部位通过第一固定螺栓活动连接,且连接后的第一活动支腿和第二活动支腿呈x型。
6、在一个或多个实施方式中,第一活动竖板的一端是通过第二固定螺栓竖直与固定横架的一端活动连接的。
7、在一个或多个实施方式中,第二活动竖板的一端是通过第三固定螺栓竖直与固定横架的另一端活动连接的。
8、在一个或多个实施方式中,第一活动竖板、第一活动横板和第一活动支腿为一体成型。
9、在一个或多个实施方式中,第二活动竖板、第二活动横板和第二活动支腿为一体成型。
10、在一个或多个实施方式中,两个测头之间的距离为气缸体缸孔环槽的直径。
11、在一个或多个实施方式中,第一活动支腿和第二活动支腿均呈v型。
12、与现有技术相比,根据本实用新型的直径测量检具,结构简单合理,造价低廉,使用方便,测量精度高,操作简单,有效保证了产品加工过程质量监控能力,且大幅提高了生产效率。
技术特征:
1.一种直径测量检具,用以测量气缸体缸孔环槽的直径,其特征在于,所述直径测量检具包括:
2.如权利要求1所述的直径测量检具,其特征在于,所述测量支架包括:
3.如权利要求2所述的直径测量检具,其特征在于,所述测量支架还包括:
4.如权利要求3所述的直径测量检具,其特征在于,所述第一活动支腿和所述第二活动支腿的中间部位通过第一固定螺栓活动连接,且连接后的所述第一活动支腿和所述第二活动支腿呈x型。
5.如权利要求2所述的直径测量检具,其特征在于,所述第一活动竖板的一端是通过第二固定螺栓竖直与所述固定横架的一端活动连接的。
6.如权利要求3所述的直径测量检具,其特征在于,所述第二活动竖板的一端是通过第三固定螺栓竖直与所述固定横架的另一端活动连接的。
7.如权利要求2所述的直径测量检具,其特征在于,所述第一活动竖板、所述第一活动横板和所述第一活动支腿为一体成型。
8.如权利要求3所述的直径测量检具,其特征在于,所述第二活动竖板、所述第二活动横板和所述第二活动支腿为一体成型。
9.如权利要求1所述的直径测量检具,其特征在于,两个所述测头之间的距离为所述气缸体缸孔环槽的直径。
10.如权利要求3所述的直径测量检具,其特征在于,所述第一活动支腿和所述第二活动支腿均呈v型。
技术总结
本技术公开了一种直径测量检具,用以测量气缸体缸孔环槽的直径。直径测量检具包括:测量支架、固定横架以及刻度机构。固定横架的两端分别与测量支架的顶部两端相连接。以及刻度机构设置于固定横架上。其中,测量支架的底部两端分别设置有测头。其中,测量支架放置于气缸体缸孔环槽上时,测头能够对气缸体缸孔环槽的直径进行测量,并通过刻度机构进行显示。借此,本技术的直径测量检具,结构简单合理,造价低廉,使用方便,测量精度高,操作简单,有效保证了产品加工过程质量监控能力,且大幅提高了生产效率。
技术研发人员:容健,容嘉良,林嵩,陈刚
受保护的技术使用者:广西玉柴机器股份有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!