一种A型架原点测量计数装置的制作方法
本技术涉及测量计数装置,具体涉及一种a型架原点测量计数装置。
背景技术:
1、溢流下拉法是平板玻璃生产的主要方法之一,主要是熔融玻璃液在耐火斜槽两侧溢出并汇聚于斜槽下端尖部,形成玻璃板,并由牵引机构牵引后形成玻璃板;该方法由于玻璃表面未与任何材料接触,从而可制成表面光滑度、平整度好,厚度均一的薄玻璃板。正常生产时,对下拉基板玻璃进行横切和纵切,形成素板后,送入后工序或进行a型架暂存;a型架暂存包装时需控制落板高度,防止落板位过高产生碎板和基板玻璃偏移,落板位过低机器人与a型架干涉,产生设备故障隐患。
2、在对比文件“cn210482266u一种用于原位测试的计数器”的说明书中提及“包括传感器、计数器、显示装置,所述传感器用于检测原位测试时的锤击,所述计数器用于计量所述锤击的次数,所述显示装置用于显示计数值,所述传感器的输出连接所述计数器的输入,所述计数器的输出连接所述显示装置的输入”,但是对比文件中的上架后所测量的参数不可自动调整,无法保障统一的落板高度,导致在线落板高度测量存在安全隐患,造成一定的包装与再投入损失。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种a型架原点测量计数装置,以解决对比文件中的上架后所测量的参数不可自动调整,无法保障统一的落板高度,导致在线落板高度测量存在安全隐患,造成一定的包装与再投入损失的问题。
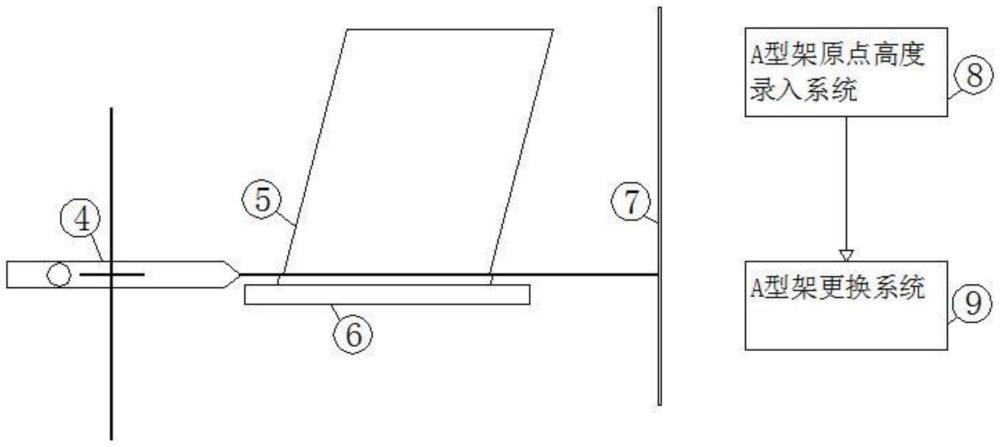
2、为实现上述目的,提供一种a型架原点测量计数装置,包括测量导轨、激光设备和激光测量装置;所述激光设备上设置有测量导轨,且测量导轨是由上下左右移动导轨组合构成,并且激光设备的前侧设置有第一标尺,所述激光测量装置的前侧设置有a型架,且a型架位于a型架定置限位上;所述激光测量装置上的激光红线照射在第二标尺上,且激光测量装置、a型架和第二标尺位于同一水平线上;所述第二标尺上所读取的激光线指定数据可录入测量值录入系统操作屏内,且测量数据输入后,自动与前一个数据计算并进行参数调整;所述测量值录入系统操作屏与a型架更换系统操作屏之间通过数据联通。
3、进一步的,所述激光测量装置上安装有上下左右移动导轨,且激光测量装置可水平左右移动、垂直上下移动活动。
4、本实用新型的有益效果在于:
5、1.本实用新型可固定位置测量,缩小误差,使得使用激光设备,投射标尺读数,无安全隐患。
6、2.本实用新型中数据记录与a型架更换系统互通,避免误操作,可保障包装工艺统一性。
7、3.本实用新型中激光设备安装上下左右移动导轨,可根据a型架放置位置进行微调,降低作业难度,更经济实用。
技术特征:
1.一种a型架原点测量计数装置,其特征在于,包括测量导轨(1)、激光设备(2)和激光测量装置(4);所述激光设备(2)上设置有测量导轨(1),且测量导轨(1)是由上下左右移动导轨组合构成,并且激光设备(2)的前侧设置有第一标尺(3),所述激光测量装置(4)的前侧设置有a型架(5),且a型架(5)位于a型架定置限位(6)上;所述激光测量装置(4)上的激光红线照射在第二标尺(7)上,且激光测量装置(4)、a型架(5)和第二标尺(7)位于同一水平线上;所述第二标尺(7)上所读取的激光线指定数据可录入测量值录入系统操作屏(8)内,且测量数据输入后,自动与前一个数据计算并进行参数调整;所述测量值录入系统操作屏(8)与a型架更换系统操作屏(9)之间通过数据联通。
2.根据权利要求1所述的一种a型架原点测量计数装置,其特征在于,所述激光测量装置(4)上安装有上下左右移动导轨,且激光测量装置(4)可水平左右移动、垂直上下移动活动。
技术总结
本技术提供了一种A型架原点测量计数装置,涉及测量计数技术领域,包括测量导轨、激光设备和激光测量装置;所述激光设备上设置有测量导轨,且测量导轨是由上下左右移动导轨组合构成,并且激光设备的前侧设置有第一标尺,所述激光测量装置的前侧设置有A型架,且A型架位于A型架定置限位上;所述激光测量装置上的激光红线照射在第二标尺上,且激光测量装置、A型架和第二标尺位于同一水平线上;所述第二标尺上所读取的激光线指定数据可录入测量值录入系统操作屏内。本技术中A型架上机前固定位置测量并记录值,上架后参数自动调整,免除在线落板高度测量的安全隐患,提升A型架更换效率,保障统一的落板高度,降低包装与再投入损失。
技术研发人员:于胜华,孙绪,王地位,刘勇,薛红娟
受保护的技术使用者:彩虹(合肥)液晶玻璃有限公司
技术研发日:20230526
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!