一种支管检测工装的制作方法
本技术属于检测工装,涉及一种支管检测工装。
背景技术:
1、在集成灶内燃烧器与进气管之间是通过燃气支管相连通的,现有燃气纸管采用铜管制成,铜管在经过开喇叭口、装配螺母和防滑片、弯折成型,成型后就包装售出;
2、但是在使用过程中,通常出现支管的弯折不到位,支管的弯折角度过大或过小以及支管的尺寸大小不准确造成偏差,无法和进气管、燃烧器正常匹配连接,导致灶具无法及时正常使用,消费者又得重新购买支管,十分不便,导致生产企业的成品率又降低;且现有支管在生产过程中,是直接将其安装在集成灶内燃烧器内进行检查是否符合尺寸标准,但由于集成灶内燃烧器体积过大,运输十分不便,且安装时容易损坏集成灶内燃烧器,增加成本,且不同标准尺寸的支管对应不同型号的集成灶内燃烧器,所以需要多个集成灶内燃烧器来对支管进行检验,十分不便,因此急需一种能在支管加工成型后,对其进行是否符合标准的支管检测工装。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种支管检测工装,以解决上述背景技术中提到的问题。
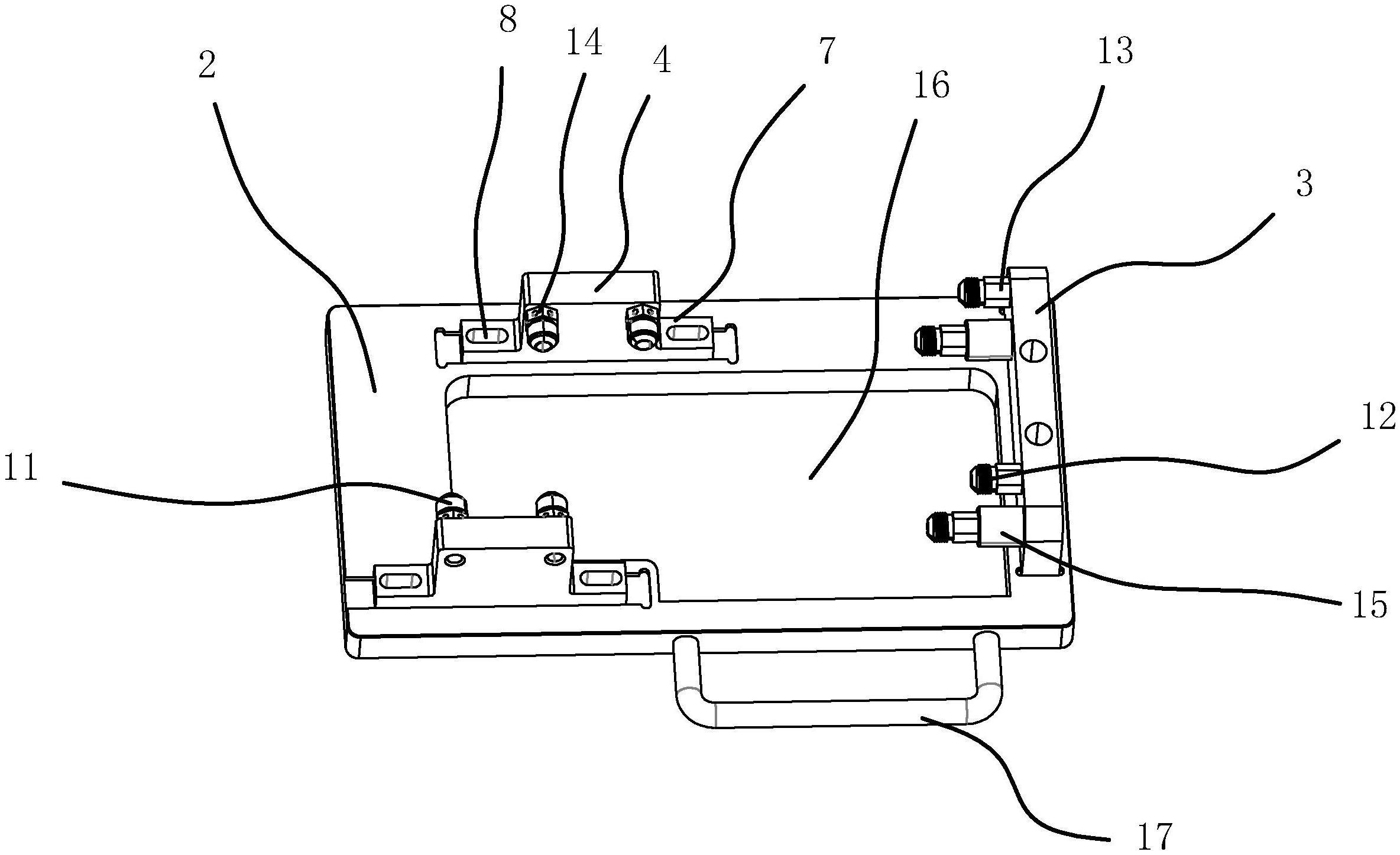
2、本实用新型的目的可通过下列技术方案来实现:一种支管检测工装,支管包括支管本体,其特征在于,包括底板,所述底板顶部固定有检测板,所述底部顶部滑动设置有两组调节组件,所述调节组件包括调节板、螺纹杆,所述底板顶部开有供调节板底部卡嵌的滑槽,所述滑槽与检测板呈垂直设置,所述调节板两侧具有安装耳,所述安装耳开有供螺纹杆穿过的滑孔,所述滑槽内底壁开有供螺纹杆下端卡嵌的螺纹槽,所述螺纹槽与滑孔相连通,所述螺纹杆顶部固定有锁紧块,所述锁紧块底部能与安装耳顶部相抵靠,所述调节板内侧安装有第一气嘴,所述检测板内侧安装有第二气嘴;
3、支管本体的进气嘴与第一气嘴相连接,支管本体的出气嘴与第二气嘴相连接。
4、进一步,所述的第一气嘴为两个并并列设置。
5、进一步,所述的第二气嘴为若干并成阵列分布,第一气嘴的轴心线与第二气嘴的轴心线相互垂直。
6、进一步,所述的第二气嘴为四个,所述第二气嘴前端和第一气嘴的前端均为圆柱体,所述第二气嘴尾部为垫块一,所述第一气嘴的尾部为垫块二,垫块二固定在调节板内侧。
7、进一步,所述的检测板内侧固定有两个对称设置的安装柱,两个所述第二气嘴固定在安装柱前端,另外两个所述第二气嘴固定在检测板前端。
8、进一步,所述的底板具有通孔,所述通孔位于检测板、两个所述调节板之间。通孔的设置可以有效减轻底板的重量,便于整个支管检测装置的运输。
9、进一步,所述的底板一侧固定有把手。
10、进一步,所述的垫块一和垫块二均为多面体。
11、进一步,所述的垫块一和垫块二均为六面体。
12、与现有技术相比,本实用新型的优点有:本实用新型结构简单且牢固合理,操作便捷,运输方便;
13、本实用新型支管检测工装,其包括底板、检测板、调节板,调节板上设置第一气嘴与支管本体的进气嘴相通,检测板上设置第二气嘴与燃气支管的出气嘴相通,第一气嘴的轴心线与第二气嘴的轴心线相互垂直,能够实现检测弯折成型后的燃气支管贴合实际安装情况,在出厂前降低了弯折误差,提高了成品率、降低了再次生产成本;
14、本实用新型通过设置螺纹杆、锁紧块、滑槽、螺纹槽,实现调节调节板的位置,便于检测不同型号的支管本体,适用范围广,操作便捷。
技术特征:
1.一种支管检测工装,支管包括支管本体(1),其特征在于,包括底板(2),所述底板(2)顶部固定有检测板(3),所述底板顶部滑动设置有两组调节组件,所述调节组件包括调节板(4)、螺纹杆(5),所述底板(2)顶部开有供调节板(4)底部卡嵌的滑槽(6),所述滑槽(6)与检测板(3)呈垂直设置,所述调节板(4)两侧具有安装耳(7),所述安装耳(7)开有供螺纹杆(5)穿过的滑孔(8),所述滑槽(6)内底壁开有供螺纹杆(5)下端卡嵌的螺纹槽(9),所述螺纹槽(9)与滑孔(8)相连通,所述螺纹杆(5)顶部固定有锁紧块(10),所述锁紧块(10)底部能与安装耳(7)顶部相抵靠,所述调节板(4)内侧安装有第一气嘴(11),所述检测板(3)内侧安装有第二气嘴(12);
2.根据权利要求1所述的一种支管检测工装,其特征在于,所述第一气嘴(11)为两个并并列设置。
3.根据权利要求2所述的一种支管检测工装,其特征在于,所述第二气嘴(12)为若干并成阵列分布,第一气嘴(11)的轴心线与第二气嘴(12)的轴心线相互垂直。
4.根据权利要求3所述的一种支管检测工装,其特征在于,所述第二气嘴(12)为四个,所述第二气嘴(12)前端和第一气嘴(11)的前端均为圆柱体,所述第二气嘴(12)尾部为垫块一(13),所述第一气嘴(11)的尾部为垫块二(14),垫块二(14)固定在调节板(4)内侧。
5.根据权利要求4所述的一种支管检测工装,其特征在于,所述检测板(3)内侧固定有两个对称设置的安装柱(15),两个所述第二气嘴(12)固定在安装柱(15)前端,另外两个所述第二气嘴(12)固定在检测板(3)前端。
6.根据权利要求5所述的一种支管检测工装,其特征在于,所述底板(2)具有通孔(16),所述通孔(16)位于检测板(3)、两个所述调节板(4)之间。
7.根据权利要求6所述的一种支管检测工装,其特征在于,所述底板(2)一侧固定有把手(17)。
8.根据权利要求7所述的一种支管检测工装,其特征在于,所述垫块一(13)和垫块二(14)均为多面体。
9.根据权利要求7所述的一种支管检测工装,其特征在于,所述垫块一(13)和垫块二(14)均为六面体。
技术总结
本技术提供了一种支管检测工装,属于检测工装技术领域。包括底板,底板顶部固定有检测板,底部顶部滑动设置有两组调节组件,调节组件包括调节板、螺纹杆,底板顶部开有供调节板底部卡嵌的滑槽,滑槽与检测板呈垂直设置,调节板两侧具有安装耳,安装耳开有供螺纹杆穿过的滑孔,滑槽内底壁开有供螺纹杆下端卡嵌的螺纹槽,螺纹槽与滑孔相连通,螺纹杆顶部固定有锁紧块,锁紧块底部能与安装耳顶部相抵靠,调节板内侧安装有第一气嘴,检测板内侧安装有第二气嘴。本技术能够实现检测弯折成型后的燃气支管贴合实际安装情况,在出厂前降低了弯折误差,提高了成品率、降低了再次生产成本。
技术研发人员:胡晓妮,张迪,杨志敬
受保护的技术使用者:浙江宇龙燃具科技有限公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!