一种高压容器焊接缝自动检测装置的制作方法
本技术涉及高压容器焊接缝检测,具体为一种高压容器焊接缝自动检测装置。
背景技术:
1、高压容器在生产的过程中需要对其进行焊接处理,其焊接缝的焊接工艺,对高压容器的品质具有重要影响,只有对焊接缝进行了精准的检测,才能够对高压容器有更好的焊接。
2、现有的高压容器,通过超声波设备进行检测,能够对焊接缝进行精准的检测,但超声波设备在检测过程中需要专业人员进行操作,检测时间长,费时费力。
技术实现思路
1、本实用新型的目的在于提供一种高压容器焊接缝自动检测装置,以解决上述背景技术中提出的现有的超声波设备在检测高压容器焊接缝过程中需要专业人员进行操作,检测时间长,费时费力的问题。
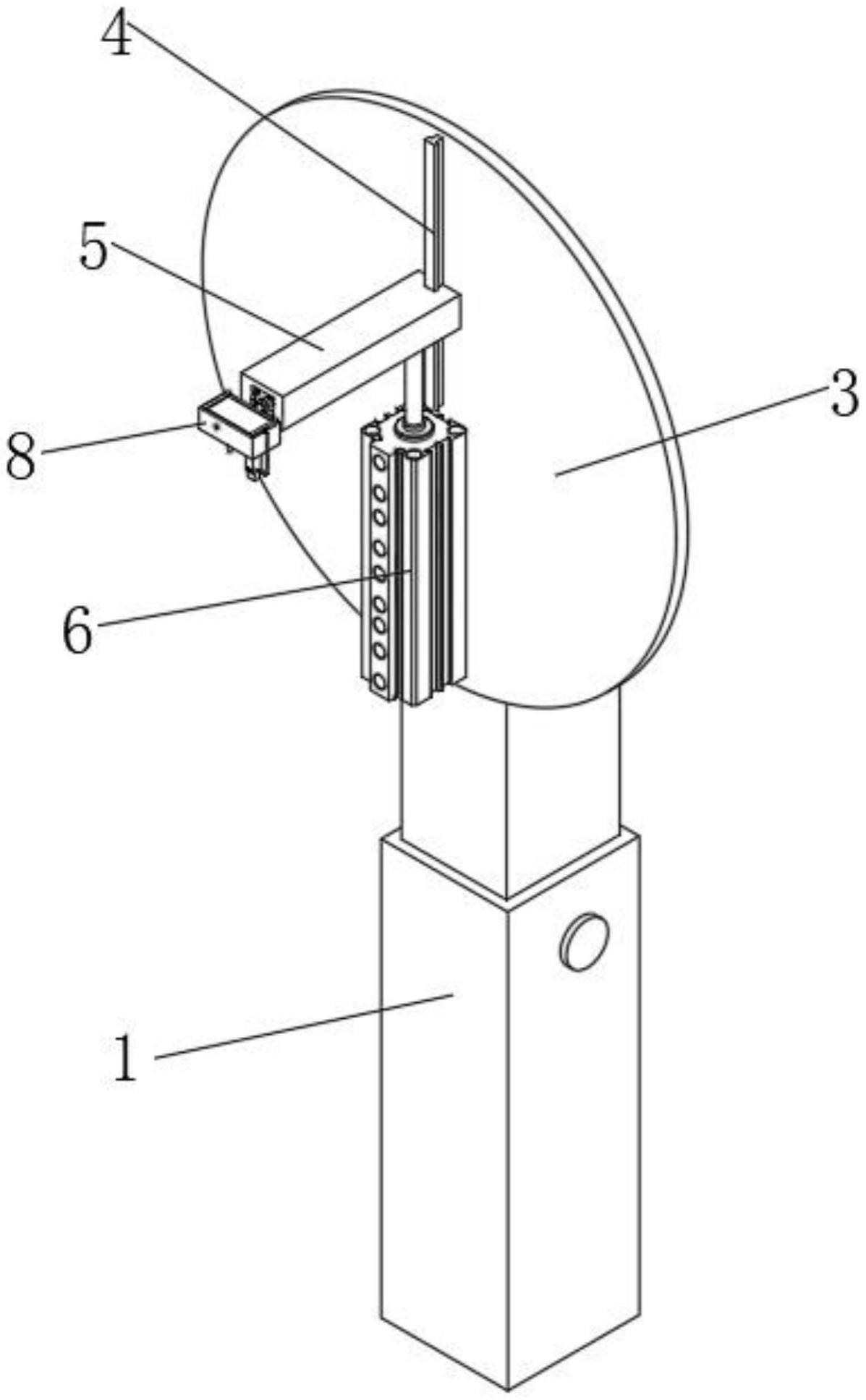
2、为实现上述目的,本实用新型提供如下技术方案,一种高压容器焊接缝自动检测装置,包括可升降架,所述可升降架的表面上固定连接有电机,所述电机的表面上设置有输出轴,所述电机的输出轴上固定连接有转盘,所述电机通过输出轴带动个转盘旋转,所述转盘的表面上固定连接有导向杆,所述导向杆的表面上滑动连接有滑动杆,所述转盘的表面上固定连接有第一气缸,所述第一气缸的表面上设置有伸缩杆,所述第一气缸的伸缩杆固定连接在滑动杆的下表面,所述第一气缸的伸缩杆带动滑动杆移动,所述滑动杆的下表面固定连接有第二气缸,所述第二气缸的表面上设置有伸缩杆,所述第二气缸的伸缩杆上固定连接有检测头,所述第二气缸的伸缩杆带动检测头移动,所述检测头的表面上卡合连接有检测面板,所述检测面板的表面上固定连接有连接线,所述可升降架的表面上固定连接有检测块,所述检测头的表面上转动连接有限位杆,所述检测头的下表面固定连接有延长杆,所述延长杆的表面上卡合连接有螺栓,所述螺栓的表面上螺纹连接有螺母,所述检测头的内表面开设有储料空间,所述检测头的下表面固定连接有喷射头,所述检测头的表面上卡合连接有塞子。
3、优选的,所述导向杆呈“t”形形状,所述滑动杆的一端开设有“t”形凹槽,所述滑动杆借助“t”形凹槽在导向杆的表面上滑动。
4、优选的,所述滑动杆的下表面开设有凹槽,所述第二气缸固定连接在滑动杆底部的凹槽上。
5、优选的,所述检测头的表面上开设有卡槽,所述检测面板卡合连接在检测头的卡槽上,所述检测头的卡槽旁开设有线槽。
6、优选的,所述延长杆的底部开设有卡槽,所述延长杆的底部开设有圆形孔,所述延长杆的圆形孔,所述检测块的顶部开设有圆形孔,所述螺栓同时贯穿延长杆的圆形孔和检测块的圆形孔。
7、优选的,所述限位杆可在检测头的上表面进行旋转,所述限位杆限制了检测面板在检测头上的位置。
8、优选的,所述检测头的表面上开设有导流孔,所述检测头的导流孔连接储料空间,所述塞子卡合连接在检测头的导流孔上,所述检测头的底部开设有连接孔,所述喷射头通过连接孔和储料空间相连接。
9、与现有技术相比,本实用新型的有益效果是:
10、1、该高压容器焊接缝自动检测装置,通过超声波设备固定在检测头上,通过电机和转盘驱动检测头进行锯齿状运动,从而使得检测块在高压容器上检测,同时检测头的位置可通过第一气缸进行调节,实现了对超声波设备对高压容器焊接缝的自动化检测,检测速度快,时间短,精度高,省事省力。
11、2、该高压容器焊接缝自动检测装置,通过喷射头向高压容器焊接缝的不合格处喷射墨水作为标记,使得超声波设备在检测完成后,能够对高压容器进行精准的在焊接,提高修复效率,保障了高压容器的品质。
技术特征:
1.一种高压容器焊接缝自动检测装置,包括可升降架,其特征在于:所述可升降架的表面上固定连接有电机,所述电机的表面上设置有输出轴,所述电机的输出轴上固定连接有转盘,所述电机通过输出轴带动个转盘旋转,所述转盘的表面上固定连接有导向杆,所述导向杆的表面上滑动连接有滑动杆,所述转盘的表面上固定连接有第一气缸,所述第一气缸的表面上设置有伸缩杆,所述第一气缸的伸缩杆固定连接在滑动杆的下表面,所述第一气缸的伸缩杆带动滑动杆移动,所述滑动杆的下表面固定连接有第二气缸,所述第二气缸的表面上设置有伸缩杆,所述第二气缸的伸缩杆上固定连接有检测头,所述第二气缸的伸缩杆带动检测头移动,所述检测头的表面上卡合连接有检测面板,所述检测面板的表面上固定连接有连接线,所述可升降架的表面上固定连接有检测块,所述检测头的表面上转动连接有限位杆,所述检测头的下表面固定连接有延长杆,所述延长杆的表面上卡合连接有螺栓,所述螺栓的表面上螺纹连接有螺母,所述检测头的内表面开设有储料空间,所述检测头的下表面固定连接有喷射头,所述检测头的表面上卡合连接有塞子。
2.根据权利要求1所述的一种高压容器焊接缝自动检测装置,其特征在于:所述导向杆呈“t”形形状,所述滑动杆的一端开设有“t”形凹槽,所述滑动杆借助“t”形凹槽在导向杆的表面上滑动。
3.根据权利要求2所述的一种高压容器焊接缝自动检测装置,其特征在于:所述滑动杆的下表面开设有凹槽,所述第二气缸固定连接在滑动杆底部的凹槽上。
4.根据权利要求3所述的一种高压容器焊接缝自动检测装置,其特征在于:所述检测头的表面上开设有卡槽,所述检测面板卡合连接在检测头的卡槽上,所述检测头的卡槽旁开设有线槽。
5.根据权利要求4所述的一种高压容器焊接缝自动检测装置,其特征在于:所述延长杆的底部开设有卡槽,所述延长杆的底部开设有圆形孔,所述延长杆的圆形孔,所述检测块的顶部开设有圆形孔,所述螺栓同时贯穿延长杆的圆形孔和检测块的圆形孔。
6.根据权利要求2所述的一种高压容器焊接缝自动检测装置,其特征在于:所述限位杆可在检测头的上表面进行旋转,所述限位杆限制了检测面板在检测头上的位置。
7.根据权利要求6所述的一种高压容器焊接缝自动检测装置,其特征在于:所述检测头的表面上开设有导流孔,所述检测头的导流孔连接储料空间,所述塞子卡合连接在检测头的导流孔上,所述检测头的底部开设有连接孔,所述喷射头通过连接孔和储料空间相连接。
技术总结
本技术涉及高压容器焊接缝检测技术领域,具体为一种高压容器焊接缝自动检测装置,包括:包括可升降架,所述可升降架的表面上固定连接有电机,所述电机的表面上设置有输出轴,所述电机的输出轴上固定连接有转盘,所述电机通过输出轴带动个转盘旋转,所述转盘的表面上固定连接有导向杆,所述导向杆的表面上滑动连接有滑动杆,所述转盘的表面上固定连接有第一气缸本技术通过超声波设备固定在检测头上,通过电机和转盘驱动检测头进行锯齿状运动,从而使得检测块在高压容器上检测,同时检测头的位置可通过第一气缸进行调节,实现了对超声波设备对高压容器焊接缝的自动化检测,检测速度快,时间短,精度高,省事省力。
技术研发人员:敬硕肄,肖智心,杨孟坤,曲木阿妩,余灏勋,包旭
受保护的技术使用者:四川省特种设备检验研究院
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!