一种快速测量锥面倒角深度一致性的辅助量具的制作方法
本技术涉及测量领域,具体涉及一种快速测量锥面倒角深度一致性的辅助量具。
背景技术:
1、目前对于测量锥面倒角深度一致性的方法:主要是使用轮廓仪测量倒角处上下口直径进行换算,该测量方法待检时间长,加工生产线需停滞等待检测合格后方可进行生产加工,这样大大降低了产量。
2、因该类现象属于测量领域的一种局限性,生产过程中因检测时间较长,使得产能受限。为了解决该类现象,我们通过寻找可靠的量具结构,解决生产过程中出现这类现象。
3、因此,有必要提供一种新的技术方案。
技术实现思路
1、为解决现有技术中存在的技术问题,本实用新型公开了一种快速测量锥面倒角深度一致性的辅助量具,具体技术方案如下所述:
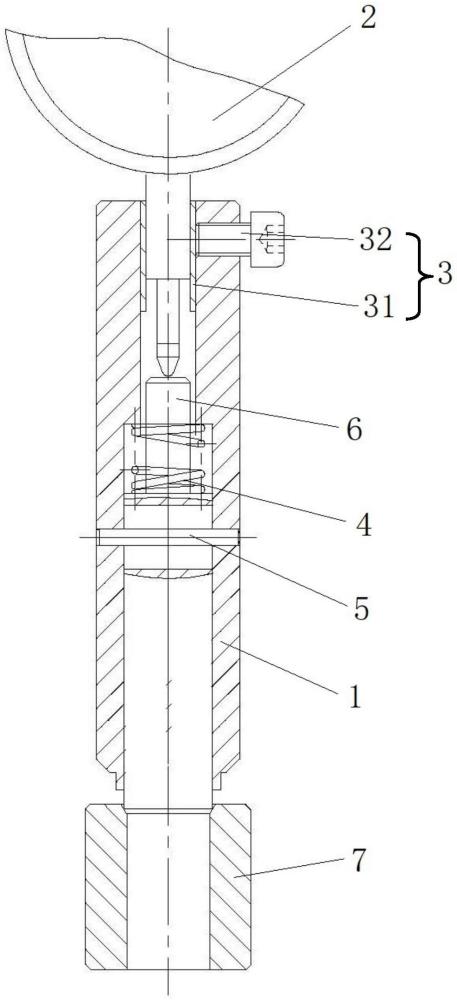
2、本实用新型提供一种快速测量锥面倒角深度一致性的辅助量具,包括套筒、百分表、紧固装置和芯轴,
3、所述套筒中心设置有中心孔,
4、所述百分表自所述中心孔的顶端向下伸入所述中心孔中,
5、所述紧固装置将所述百分表固定在所述套筒上,
6、所述芯轴自所述中心孔底部向上伸入所述中心孔中,所述芯轴可在所述中心孔中上下移动,所述芯轴的顶端可与所述百分表底部的检测端相接触。
7、进一步的,还包括弹簧和圆柱销,
8、所述中心孔内侧上部设置有向内凸起的环形第一台阶,所述芯轴的上部设为与所述第一台阶内径相匹配的第一凸台,所述芯轴的下部设为与所述中心孔内径相匹配的第二凸台,所述第一凸台和所述第二凸台的连接处为第二台阶,所述第一凸台伸进所述第一台阶的内侧,所述第一台阶和所述第二台阶相互卡合,
9、所述弹簧套设于所述第一凸台上,且所述弹簧设置于所述第一台阶和所述第二台阶之间,所述弹簧的直径大于所述第一台阶的内径而小于所述中心孔的内径,
10、所述第二凸台上设置有竖直的条形键槽,所述套筒上对应所述条形键槽的位置横向设置有2个圆销孔,所述圆柱销设置于所述圆销孔中,所述圆柱销穿过所述条形键槽,
11、所述芯轴可在所述条形键槽的长度范围内上下移动,所述弹簧推动所述芯轴向下移动。
12、进一步的,所述芯轴的底端可伸出所述套筒的底部,当所述芯轴底部伸至与标准件的锥形角接触时,所述套筒继续下降直至与所述标准件上表面接触停止,所述芯轴的顶部则上行至与所述百分表底部的检测端接触,同时所述芯轴将所述弹簧压缩,此时对百分表进行校零。
13、进一步的,所述紧固装置包括c字圈和固定螺栓,所述c字圈固定于所述中心孔的上部,所述套筒上对应所述c字圈的侧壁上设置有螺纹孔,所述固定螺栓自所述套筒的外侧穿过所述螺纹孔伸进所述中心孔并与所述c字圈接触。
14、本实用新型具有以下有益效果:
15、1、本实用新型提供的快速测量锥面倒角深度一致性的辅助量具,结构简单、设计巧妙,便于大规模生产制造。
16、2、本实用新型提供的快速测量锥面倒角深度一致性的辅助量具,能够快速、批量的测量锥角深度,提高整体的生产效率。
17、3、本实用新型提供的快速测量锥面倒角深度一致性的辅助量具,以标准件进行校零调整,测量精度较高,能够具有较好的测量质量。
18、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种快速测量锥面倒角深度一致性的辅助量具,其特征在于,包括套筒、百分表、紧固装置和芯轴,
2.根据权利要求1所述的快速测量锥面倒角深度一致性的辅助量具,其特征在于,还包括弹簧和圆柱销,
3.根据权利要求2所述的快速测量锥面倒角深度一致性的辅助量具,其特征在于,所述芯轴的底端可伸出所述套筒的底部,当所述芯轴底部伸至与标准件的锥形角接触时,所述套筒继续下降直至与所述标准件上表面接触停止,所述芯轴的顶部则上行至与所述百分表底部的检测端接触,同时所述芯轴将所述弹簧压缩,此时对百分表进行校零。
4.根据权利要求1所述的快速测量锥面倒角深度一致性的辅助量具,其特征在于,所述紧固装置包括c字圈和固定螺栓,所述c字圈固定于所述中心孔的上部,所述套筒上对应所述c字圈的侧壁上设置有螺纹孔,所述固定螺栓自所述套筒的外侧穿过所述螺纹孔伸进所述中心孔并与所述c字圈接触。
技术总结
本技术提供一种快速测量锥面倒角深度一致性的辅助量具,包括套筒、百分表、紧固装置、弹簧、圆柱销和芯轴,所述百分表通过紧固装置固定在套筒的上部,所述弹簧套设在芯轴的第一凸台上,且弹簧卡设置中心孔的第一台阶和芯轴的第二台阶之间,所述圆柱销穿过所述芯轴上的条形键槽,所述芯轴可在所述条形键槽的长度范围内上下移动。本技术具有结构简单、设计巧妙、能够快速批量测量锥角深度,以及提高测量质量等优点。
技术研发人员:龚爱军,王志娟,杨益,朱丛林,蒋鹏
受保护的技术使用者:江苏森威精锻有限公司
技术研发日:20230621
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!