一种消声器总成一体化检测工装的制作方法
本技术涉及汽车消声器检测工装,具体涉及一种消声器总成一体化检测工装。
背景技术:
1、消声器总成加工完成后,需要对消声器总成进行尺寸及消声器总成的空间走向进行检测,还需要对消声器的挂钩位置进行检测,之后需要对消声器总成的气密性进行检测,最后还需要对消声器总成进行吊耳压装。常规的检测流程中需要分别在不同的检具上进行精度检测和气密性检测,且在进行气密性检测时,之后还需转运消声器总成进行吊耳压装工序,即需要消声器总成在多个工位流转,增加了搬运需求,且由于消声器总成的体积较大,并不便于搬动,在搬运过程中增加了损坏几率,多次的搬运也会增加人工成本,降低生产效率。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种消声器总成一体化检测工装,能够一次性完成精度检测、气密性检测及吊耳压装工序,能够有效减少消声器总成的搬运次数,提高消声器总成检测、生产的效率。
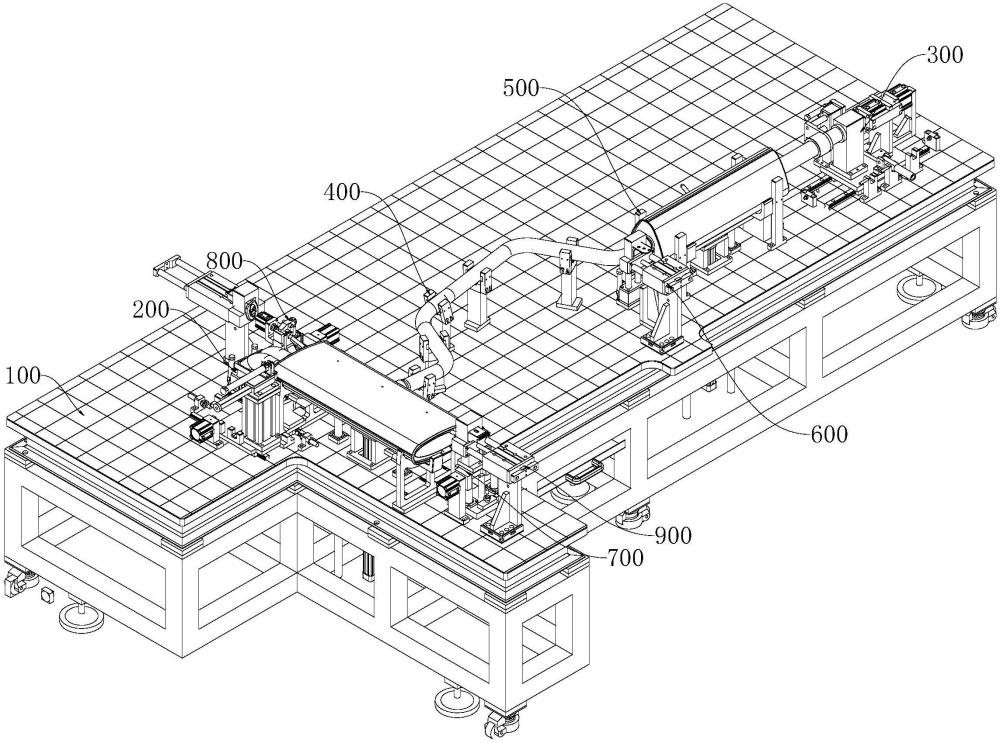
2、本实用新型为解决上述技术问题提供一种消声器总成一体化检测工装,包括基座,所述基座上一端设有头部管口检具,另一端设有尾部管口检具,所述基座上还设有多个沿消声器总成的延伸方向布置的管体检测柱、筒体检测柱,及与消声器总成的挂钩位置相适应的第一挂钩检具、第二挂钩检具、第三挂钩检具及与挂钩检具相对应的吊耳压装机构,所述头部管口检具包括设置在第一滑移座上用于检测头部管口位置的的第一位置检测块及用于封堵头部管口的密封橡胶块,所述密封橡胶块上设置与消声器总成头部管口连通的气道,所述第一滑移座沿所述消声器总成头部管口的延伸方向滑动,所述尾部管口检具包括用于检测尾部管口长度的检测套及置于消声器总成尾部管口内的弹性密封套,挂钩检具包括升降设置的挂钩位置检测部,吊耳压装机构包括设有用于容纳吊耳的空腔的吊耳安装块,所述吊耳安装块远离所述挂钩检具的一侧设有压装直线驱动缸。
3、进一步地,所述头部管口检具还包括设于所述第一滑移座上的第一安装座,所述第一安装座上固定有第一导向座,所述第一导向座上垂直滑动设有第一导杆,所述第一导杆的上端与所述第一位置检测块固定,下端与第一连接块固定,所述第一导向座上还设有伸缩端与第一连接块固定的第一直线驱动缸及输出端与第一连接块固定的第一行程感应器,所述第一滑移座上还设有第二直线驱动缸,所述密封橡胶块与所述第二直线驱动缸的输出端固定。
4、进一步地,所述第一滑移座上设有两个分别与所述第一位置检测块及密封橡胶块对应的第一定位块,所述第一定位块上设有第一定位槽,所述基座上固定有第三直线驱动缸,所述第三直线驱动缸的输出端固有与所述第一定位槽配合的第一定位柱。
5、进一步地,所述第二挂钩检具与第三挂钩检具相对设置,且第二挂钩检具与第三挂钩检具的相对侧上设有挂钩固定架,所述挂钩固定架顶部设有挂钩定位槽。
6、进一步地,挂钩检具包括设于所述基座上的第二安装座,所述第二安装座上设有第四直线驱动缸,所述第四直线驱动缸的输出端固定有升降台,所述升降台上固定有竖台,所述挂钩位置检测部设于所述竖台顶部,所述升降台上还设有压紧直线驱动缸,所述压紧直线驱动缸的输出端铰接有压块,所述压块的中部铰接有第二连接块,所述压块远离所述压紧直线驱动缸的一端延伸至所述挂钩位置检测部的上方,所述第二连接块的另一端与竖台铰接,所述第三挂钩检具的竖台上靠近吊耳压装机构的一侧还设有定位直线驱动缸,所述定位直线驱动缸的输出端固定有抵接在挂钩端部的抵接柱。
7、进一步地,所述第二安装座上设有限位柱,所述限位柱的顶部固定有第九定位直线驱动缸,所述升降台靠近所述第九直线驱动缸的一侧固定有第二定位块,所述第二定位块上设有第二定位槽,所述第九直线驱动缸的输出端固定有与所述第二定位槽配合的第二定位柱。
8、进一步地,所述尾部管口检具包括设有至少三组径向孔的套筒,任意两个径向孔在圆周方向的夹角小于180°,所述径向孔内设有可沿套筒的径向滑动的定位键,各定位键共同支撑有箍紧所述定位键的环状弹性件,所述套筒内设有可轴向滑动的定位芯杆,所述定位芯杆的一端设有与所述定位键配合的锥楔,所述定位芯杆远离所述锥楔的一端活动穿过第一支撑座与第五直线驱动缸的输出端固定,所述弹性密封套套设在所述定位芯杆伸出所述套筒的一端上,所述弹性密封套的两端设有第一压板、第二压板,所述第一压板与所述定位芯杆伸出套筒的端部固定,第二压板与驱动杆的一端固定,所述驱动杆的另一端活动穿过所述套筒、第一支撑座与推动板固定,所述推动板通过设于推动板两侧的连接板与第六直线驱动缸固定。
9、进一步地,所述尾部管口检具还包括通过滑轨设置在基座上的第二滑移座,所述第二滑移座沿消声器总成尾部管口的轴向方向滑动,所述第一支撑座固定在第二滑移座上,所述第二滑移座上还固定有第二支撑座、第三支撑座,所述第五直线驱动缸固定于所述第二支撑座上且位于两个连接板之间,所述第二支撑座上开设有与所述连接板滑动配合的滑槽,所述第六直线驱动缸的输出端与所述第三支撑座固定。
10、进一步地,所述检测套套设在所述套筒上且可沿所述套筒的轴向滑动,所述检测套包括定位环及限位环,所述定位环的内径小于限位环的内径,所述限位环与所述套筒之间具有容纳消声器总成尾部管口的间隙,所述定位环远离弹性密封套的一端与第二导杆固定,第二导杆活动穿过第四支撑座与活动板固定,第四支撑座上还设有第七直线驱动缸,第七直线驱动缸的输出端与活动板固定,所述第四支撑座上固定有第二行程感应器,所述第二行程感应器的输出端与所述活动板固定。
11、进一步地,所述基座上设有升降座,所述升降座上设有用于托举消声器总成的筒体的卡槽。
12、采用本实用新型的有益效果如下,基座用于支撑各部件,基座上设置的头部管口检具用于对消声器总成的头部管口进行精度检测及封堵,其中头部管口检具包括设置在第一滑移座上的第一位置检测块及密封橡胶块,第一位置检测块用于检测头部管口的位置是否符合正常公差内,完成对消声器总成头部管口的焊接精度检测,之后通过滑动第一滑移座,将密封橡胶块移动至消声器总成头部管口位置对消声器总成头部管口进行封堵,通过密封橡胶块上的气道向消声器总成内注入介质进行气密性测试。基座上的尾部管口检具用于对尾部管口进行精度检测及封堵,尾部管口检具包括检测套及弹性密封套,检测套用于检测消声器总成尾部管口的长度及位置是否符合标准,弹性密封套用于对消声器总成尾部管口进行封堵。管体检测柱及筒体检测柱对消声器总成的空间走向进行精度检测,判断消声器总成的空间走向是否符合标准。第一挂钩检具、第二挂钩检具及第三挂钩检具上的挂钩位置检测部用于检测消声器总成上的挂钩位置是否符合标准,与挂钩检具相对应的吊耳压装机构用于在检测完成后向挂钩上压装吊耳。采用本实用新型,能够将消声器总成检测的多个检具进行集成,使精度检测、气密性检测及吊耳压装一体化,减少了设备投入,缩短了产品检测时搬运、安装的时间,进而降低了对消声器总成在检测过程中的搬运需求,减低了消声器总成的损坏几率,也降低了人工成本,提高了消声器总成检测、生产的效率。
13、下面结合附图和具体实施例对本实用新型作进一步说明。
- 还没有人留言评论。精彩留言会获得点赞!