一种电芯外观检测装置的制作方法
本技术属于锂电池制造设备,尤其涉及一种电芯外观检测装置。
背景技术:
1、电芯指的是含有正、负极的电化学单元,在一种具体的方形铝壳锂电池中,请参看图1,电芯20包括由阴极片、阳极片和隔膜叠合而成的长方体电芯本体21、顶盖22和阴极极耳231和阳极极耳232,阴极极耳231和阳极极耳232软连接于电芯本体21和顶盖22之间,顶盖22又包括固定在其下用于隔离阴、阳电极极耳与顶盖22的塑胶内支架221。按照顶盖朝上、注液口朝前的正立姿态来看,电芯又包括右大面211、左大面(图未示出)、后侧面212、前侧面(图未示出)、顶面213和底面(图未示出),顶盖22可相对于电芯本体21左右上下活动;一般不能直接将裸电芯20入到电池的铝壳里,通常需要在电芯20的除顶面213以外的五个外露面包覆绝缘件并粘贴绝缘胶带,使电芯20成为一个严实的包裹以便后续入壳时极片和隔膜不被壳边卷挂损坏,并使电芯20表面的绝缘件上任意一点对电芯本体21的爬电距离≧4mm,即使电芯20对铝壳具有绝缘性能。
2、请参看图2,绝缘件10是一种绝缘薄片,包括位于中部的长方形底托片13以及分别位于底托片13的两侧且可相对底托片13和自身弯折的长方形第一绝缘片11与长方形第二绝缘片12,第一绝缘片11和第二绝缘片12一般是一个整体;底托片13、第一绝缘片11与第二绝缘片12材质为聚对苯二甲酸乙二酯(简称迈拉),底托片13一般厚0.1~0.2mm,第一绝缘片11与第二绝缘片12一般厚0.05~0.08mm,底托片13与第一绝缘片11和第二绝缘片12熔接而成绝缘件10,留下绝缘件熔印105。绝缘件熔合要求为:底托片13在上或在下,绝缘片11在下或在上定位叠合;绝缘片11和底托片13的定位偏差≦0.2mm;绝缘件熔印105一般宽2~3mm,长10~15mm,多个绝缘件熔印105纵横布满底托片13面;绝缘片11和底托片13间绝缘件熔印105的有效尺寸和抗拉强度需符合工艺要求;无熔穿、无拉丝。
3、将绝缘件10平摊,再将电芯20的底面(图未示出)对正绝缘件10的底托片13正立,先翻片再折片将第一绝缘片11和第二绝缘片12折起贴合到电芯本体21上并搭接到电芯顶盖22的塑胶内支架221上,分别在电芯20的后侧面212和前侧面(图未示出)形成绝缘片搭接区14,然后将第一绝缘片11和第二绝缘片12熔接到电芯顶盖22的塑胶内支架221上,留下电芯熔印106。
4、第一绝缘片11和第二绝缘片12熔接到电芯顶盖22的塑胶内支架221上的要求为:定位偏差≦0.5mm;电芯熔印106一般宽2~3mm,长10~15mm,多个电芯熔印106横向分布在塑胶内支架221的四周;电芯熔印106的有效尺寸和抗拉强度需符合工艺要求;无熔穿、无拉丝。
5、绝缘件不带胶,为了克服折片电芯所贴合的绝缘件10松散,需要用一种绝缘胶带段从折片电芯底面(图未示出)的底托片13的两头粘到电芯20两侧的绝缘片搭接区14,称为贴l胶31,和需要用另一种胶带段在电芯20中部从电芯左大面(图未示出)连电芯后侧面212或电芯前侧面(图未示出)及其绝缘片搭接区14粘贴到电芯右大面211,称为贴u胶32,贴l胶31和贴u胶32后的电芯20如图3所示。
6、最后,需要进行电芯外观检测,对第一绝缘片11和第二绝缘片12熔接到电芯顶盖22的塑胶内支架221的电芯熔印106的位置、完整性和尺寸,以及对电芯所贴l胶31和u胶32的位置、胶带长度和胶带贴合效果进行拍照并比对标准图像判定合格性。
7、为此,需要开发一种自动化电芯外观检测装置。
技术实现思路
1、本实用新型的目的在于提供一种电芯外观检测装置,用以全面检测电芯绝缘片熔接、贴l胶以及贴u胶之后的外观质量是否合格。
2、本实用新型是这样实现的,一种电芯外观检测装置,包括电芯外观检测搬运机构、电芯检测移载机构以及电芯外观检测机构,所述电芯外观检测搬运机构、所述电芯检测移载机构以及所述电芯外观检测机构均固定于外部机台,所述电芯外观检测搬运机构位于所述电芯检测移载机构的正上方,用于将平躺姿态的电芯以顶盖朝前搬运到所述电芯检测移载机构上,所述电芯外观检测机构位于所述电芯外观检测搬运机构之下,所述电芯检测移载机构穿设于所述电芯外观检测机构之内;
3、所述电芯外观检测机构包括电芯外观检测支架、两个电芯侧面检测组件、电芯左大面检测组件、电芯右大面检测组件、电芯底面检测组件,所述电芯外观检测支架和所述电芯右大面检测组件固定于外部机台上,两个所述电芯侧面检测组件、电芯左大面检测组件、电芯底面检测组件均固定于所述电芯外观检测支架上,两个所述电芯侧面检测组件位于所述电芯检测移载机构的两侧,所述电芯左大面检测组件位于所述电芯检测移载机构的正上方,所述电芯底面检测组件位于所述检测搬运机械手的升起高度方向上,所述电芯右大面检测组件固定于外部机台上,位于所述检测搬运机械手的平移路径下方,两个所述电芯侧面检测组件、所述电芯左大面检测组件、所述电芯右大面检测组件和所述电芯底面检测组件围合形成电芯外观检测通道。
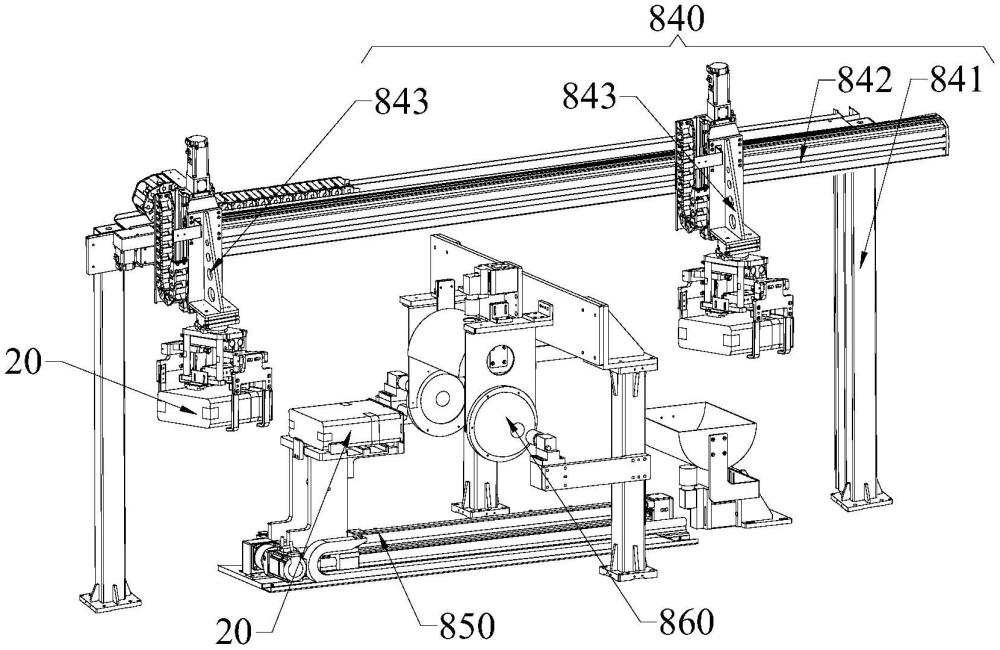
4、进一步的,所述电芯外观检测搬运机构包括检测搬运支架、检测搬运平移双动直线模组、两个检测搬运机械手组件,所述检测搬运支架固定于外部机台,所述检测搬运平移双动直线模组水平固定于所述检测搬运支架,两个所述检测搬运机械手组件分别固定于所述检测搬运平移双动直线模组两端的两个输出端。
5、进一步的,所述检测搬运机械手组件包括检测搬运升降直线模组、检测搬运机械手滑架、检测搬运机械手旋转驱动件和检测搬运机械手,所述检测搬运升降直线模组竖直固定于所述检测搬运平移双动直线模组的一个输出端,检测搬运机械手滑架固定于所述检测搬运升降直线模组的输出端,所述检测搬运机械手旋转驱动件固定于所述检测搬运机械手滑架下,所述检测搬运机械手固定于所述检测搬运机械手旋转驱动件的输出端。
6、进一步的,所述检测搬运机械手包括电芯检测平躺夹爪支架、电芯检测平躺夹爪驱动件、两个电芯检测平躺夹爪单元、电芯检测平躺夹爪夹顶组件以及电芯检测平躺料感,所述电芯检测平躺夹爪支架固定于所述检测搬运机械手旋转驱动件的输出端下,所述电芯检测平躺夹爪驱动件固定于所述电芯检测平躺夹爪支架的上部,两个所述电芯检测平躺夹爪单元分别固定于所述电芯检测平躺夹爪驱动件的两个输出端,所述电芯检测平躺夹爪夹顶组件和所述电芯检测平躺料感固定于所述电芯检测平躺夹爪支架的下部,两个所述电芯检测平躺夹爪单元用于夹持电芯本体的后侧面和前侧面以及左大面和右大面,所述电芯检测平躺夹爪夹顶组件用于夹持电芯的顶盖。
7、进一步的,所述电芯检测移载机构包括电芯检测移载直线模组和电芯检测载台,所述电芯检测移载直线模组固定于外部机台上,所述电芯检测载台固定于所述电芯检测移载直线模组的输出端。
8、进一步的,所述电芯检测载台包括电芯检测载台支架、电芯检测载板、电芯顶固定夹钳、电芯底活动夹钳驱动件、电芯底活动夹钳、两个电芯侧固定夹钳,所述电芯检测载板设有两个电芯夹指槽;所述电芯检测载台支架固定于所述电芯检测移载直线模组的滑块上,所述电芯检测载板固定于所述电芯检测载台支架顶上,所述电芯顶固定夹钳固定于所述电芯检测载板上面的前端上,两个所述电芯侧固定夹钳分别固定于所述电芯检测载板上面的两侧上,所述电芯底活动夹钳驱动件固定于所述电芯检测载板下面上,所述电芯底活动夹钳固定于所述电芯底活动夹钳驱动件的输出端,所述电芯检测载板、所述电芯顶固定夹钳、所述电芯底活动夹钳、两个所述电芯侧固定夹钳围合形成电芯检测的装夹空间。
9、进一步的,两个所述电芯侧面检测组件、所述电芯左大面检测组件、所述电芯右大面检测组件和所述电芯底面检测组件均包括检测组件支架、光源和相机,所述检测组件支架固定于所述电芯外观检测支架上或外部机台上,所述光源和所述相机均固定于所述检测组件支架上;所述相机可分别拍照电芯的左大面上的电芯熔印、l胶和u胶,右大面的的电芯熔印、l胶和u胶,前侧面上的电芯熔印、l胶和u胶,后侧面上的电芯熔印、l胶和u胶,底面上的l胶。
10、本实用新型的有益效果在于:
11、本方案的电芯外观检测装置,通过两个电芯侧面检测组件分别检测电芯前侧面以及后侧面,电芯左大面检测组件检测电芯左大面,电芯右大面检测组件检测电芯右大面,电芯底面检测组件检测电芯底面。将两个电芯侧面检测组件设于电芯检测移载机构的两侧,电芯左大面检测组件设于电芯检测移载机构的正上方,从而实现电芯在电芯检测移载机构中移载时检测左大面、前侧面以及后侧面;电芯底面检测组件位于检测搬运机械手的升起高度方向上,使电芯外观检测搬运机构在将电芯从电芯检测移载机构中抓取升起时检测电芯底面,电芯右大面检测组件位于检测搬运机械手的平移路径下方,使电芯外观检测搬运机构在平移搬运电芯时检测电芯右大面,本实用新型的电芯外观检测装置结构简单,检测效率高。
- 还没有人留言评论。精彩留言会获得点赞!