尾门安装面检验装置的制作方法
本技术实施例涉及车辆结构检验治具,尤其涉及一种尾门安装面检验装置。
背景技术:
1、车辆尾门与车身的组装和定位方式是多种多样的,一部分车辆是利用尾门周部与车身的抵接实现尾门与车身的定位,又有一部分车辆是利用尾门与车身之间的连接铰链实现尾门与车身的定位,如果是采用铰链实现尾门与车身的定位,这种设计对车身上的尾门安装面的精度要求较高,因为在尾门的焊装装配中,由于尾门是在后工序组装的,而在前工序组装过程,下车体及侧围的累计偏差、以及设计状态与零部件平面度偏差等累计偏差可能较大,这种较大的偏差会引起尾门安装面的倾斜度不符合设计要求,导致装配后的铰链本体相对于车身出现翻转,进而会引起装配后的尾门姿态出现翻转而使尾门与车身之间的外观匹配不合。
技术实现思路
1、为了解决上述问题,本技术实施例提供一种尾门安装面检验装置,能够在尾门与车身组装前,快速识别车身上的尾门安装面的倾斜度是否符合要求。
2、本技术实施例提供一种尾门安装面检验装置,用于检验车身的尾门安装面与水平面之间的实际夹角,该尾门安装面检验装置包括:
3、定位部件,所述定位部件的底部设置有定位面,所述定位面用于与所述尾门安装面贴合;
4、标定部件,设置在所述定位部件上,所述标定部件包括标定面和重力标定组件,所述标定面竖直设置,且所述标定面上设置有中心标定线,所述中心标定线与所述定位面之间夹角跟所述尾门安装面与水平面之间的理论夹角互为余角,所述重力标定组件悬挂在所述标定面的一侧。
5、具体地,将所述中心标定线与所述定位面之间夹角定义为第一夹角,将所述尾门安装面与水平面之间的理论夹角定义为第二夹角,本方案通过将所述第一夹角与所述第二夹角设计成互为余角,在这种前提下,在实际检验过程中,若所述重力标定组件对齐所述中心标定线,则说明该尾门安装面与水平面的实际夹角等于所述理论夹角,即说明所述尾门安装面的实际倾斜度符合设计要求,该尾门安装面检验装置通过上述简单的结构设计,能够快速识别所述尾门安装面的倾斜度是否符合要求,制造成本和使用成本均较低,利于在实际生产中的推广应用。
6、具体地,生产过程中,在安装尾门之前,将该尾门安装面检验装置的所述定位面与所述尾门安装面贴合,待所述重力标定组件在重力作用下自然下垂后,观察所述重力标定组件与所述中心标定线是否对齐或者偏移量,若两者对齐或者两者之间的偏移量在预设区间内,则判定所述尾门安装面的实际倾斜角度符合设计要求。通过该尾门安装面检验装置在尾门安装前对该尾门安装面进行检验,能够有效避免尾门安装后的返修,进而有效提高车辆的整体组装效率。
7、作为一种实施方式,所述定位部件包括定位块和定位柱,所述定位块的底面形成所述定位面,所述定位柱设置在所述定位块的下方,所述定位柱用于插入所述尾门安装面上的定位孔内。
8、具体地,通过设置所述定位柱,使所述定位块能够快速地定位在待检验区域,进而提高检验操作的效率和精度。
9、作为一种实施方式,所述定位柱的底端设置有第一导向结构,所述第一导向结构能够与所述定位孔的孔壁接触,用于给所述定位柱插入所述定位孔提供导向。
10、具体地,通过设置所述第一导向结构,使所述定位柱能够更加便捷地插入所述尾门安装面上的所述定位孔,进而提高检验操作的效率。
11、作为一种实施方式,所述定位部件还包括磁吸件,所述磁吸件设置在所述定位块的底部,用于吸附至所述尾门安装面。
12、具体地,通过在所述定位块的底部设置可与所述尾门安装面吸合的所述磁吸件,在检验过程中能够使该尾门安装面检验装置吸合在所述尾门安装面上,避免该尾门安装面检验装置掉落,进而提高检验操作过程的可靠性和安全性。
13、作为一种实施方式,所述定位柱是非圆形柱体。
14、具体地,通过将所述定位柱设计为非圆形柱体,使所述定位柱一方面能够实现水平方向的快速定位,另一方面能够限制该尾门安装面检验装置在所述尾门安装面上转动,进而使所述定位柱能够给该尾门安装面检验装置提供两个维度的定位。
15、作为一种实施方式,所述定位块上设置有定位槽,所述定位槽用于卡接所述尾门安装面周部的限位片。
16、具体地,通过设置可与车身上的限位片卡接定位的所述定位槽,能够有效限制所述定位块在所述尾门安装面上转动,进而使所述尾门安装面检验装置能够快速地定位在所需的检验方向,进而提高检验操作的效率和精度。
17、作为一种实施方式,所述定位槽的底端和侧端设置有第二导向结构,所述第二导向结构能够与所述限位片接触,用于给所述定位槽卡接所述限位片提供导向。
18、具体地,通过设置所述第二导向结构,使所述定位槽能够更加便捷地卡接所述尾门安装面周部的所述限位片,进而提高检验操作的效率。
19、作为一种实施方式,所述标定面上还设置有两根边缘标定线,两根所述边缘标定线分别位于所述中心标定线的两侧。
20、具体地,通过设置这两根对应于所述尾门安装面可接受的最大倾斜度和最小倾斜度的所述边缘标定线,在检验过程中能够直观地判定待检验的所述尾门安装面是否满足安装要求,进而能够提高检验的效率。
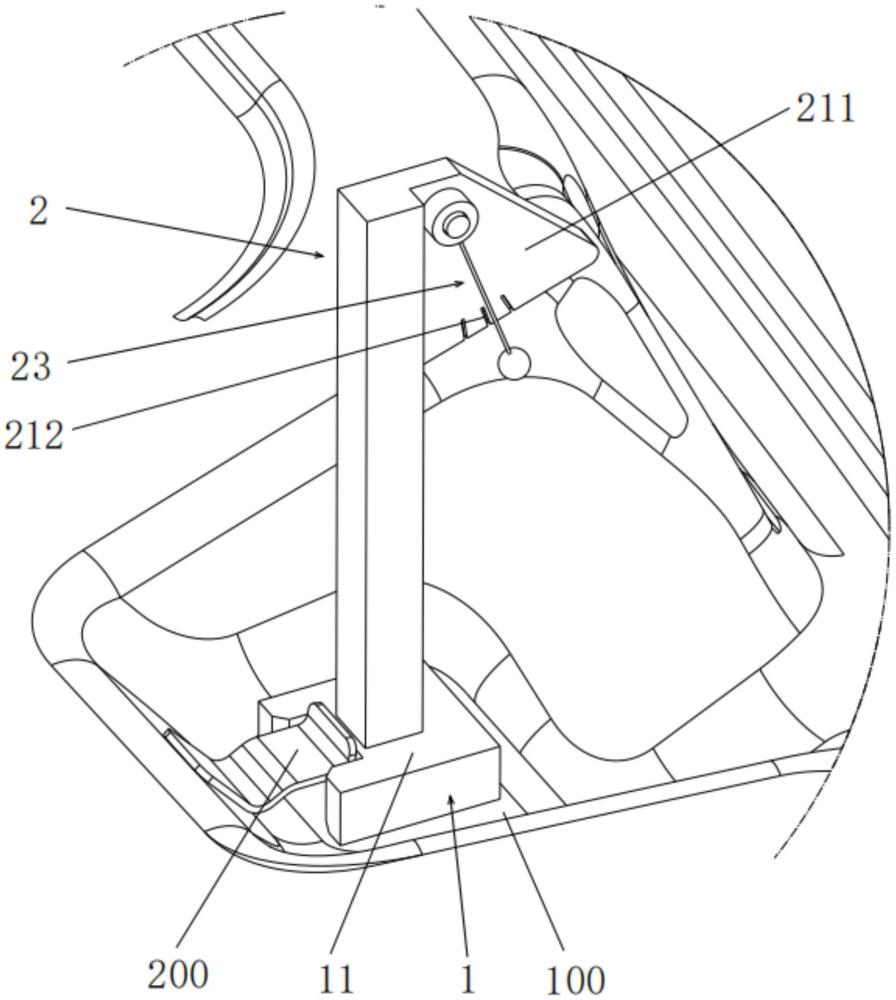
21、作为一种实施方式,所述标定部件包括标定板,所述标定板的侧壁形成所述标定面,所述标定板的侧壁上部设置有悬挂轴,所述悬挂轴位于所述中心标定线的延长线上,所述重力标定组件悬挂在所述悬挂轴上。
22、具体地,通过将所述悬挂轴设置在所述中心标定线的延长线上,使在尾门安装面与水平面的实际夹角等于所述理论夹角的情况下,所述重力标定组件能够与所述中心标定线完整对齐(从作业者的观察角度,此时所述重力标定组件遮盖所述中心标定线),进而使作业者能够更加直观地判定检验结果。
23、作为一种实施方式,所述重力标定组件包括悬挂套管、标定绳和重力块,所述悬挂套管套设在所述悬挂轴上,并与所述悬挂轴转动连接,所述标定绳的上端与所述悬挂套管连接,所述标定绳的下端与所述重力块连接。
24、具体地,利用所述标定绳和重力块的结构实现尾门安装面的倾斜度检验,一方面,尾门安装面检验装置的结构简单,成本低,另一方面,这种设计的检验结果判定比较直观。
25、作为一种实施方式,所述标定部件还包括支撑柱,所述支撑柱的一端与所述定位部件连接,所述支撑柱的另一端与所述标定板连接。
26、具体地,通过设置所述支撑柱,能够使所述标定板与所述定位部件相对远离,进而保证所述标定板和所述重力标定组件外露在所述车身的外部,进而方便作业者在检验过程中观察所述重力标定组件与所述中心标定线之间的关系,提高作业者的操作便捷性。
27、本技术的有益效果:
28、在安装尾门之前,将该尾门安装面检验装置的所述定位面与所述尾门安装面贴合,待所述重力标定组件在重力作用下自然下垂后,观察所述重力标定组件与所述中心标定线是否对齐或者偏移量,若两者对齐或者两者之间的偏移量在预设区间内,则判定所述尾门安装面的实际倾斜角度符合设计要求。一方面,该尾门安装面检验装置结构设计简单,且能够快速识别所述尾门安装面的倾斜度是否符合要求,制造成本和使用成本均较低,利于在实际生产中的推广应用。另一方面,通过该尾门安装面检验装置在尾门安装前对该尾门安装面进行检验,能够有效避免尾门安装后的返修,进而有效提高车辆的整体组装效率。
- 还没有人留言评论。精彩留言会获得点赞!