一种汽车安全气囊容置舱外形尺寸检测工装的制作方法
本技术涉及检测工艺装备,特别是指一种汽车安全气囊容置舱外形尺寸检测工装。
背景技术:
1、在机械制造企业中,当零部件在机械企业加工成型后,往往需要对其外形尺寸进行检验或测量,有时为了提高工作效率,还会将零部件与其它零部件进行试装,试装后再拆卸下来,然后再将成品入库。对于某些外形尺寸较大、形状复杂的零部件而言,由于零部件比较笨重,采用试装检验的方式极不方便,而采用量具对这类零部件进行检验或测量时,由于零部件比较笨重,零部件无法手持,并且如若零部件没有统一的定位基准,也会造成检测结果出现误差。
2、现有技术中,公开号为:“cn213470948u”的专利文献,公开了一种l型蓖条检测装夹工装,包括底座、锁紧螺栓和约束弹簧,底座上设置有安装螺孔,l型蓖条包括定臂和蓖臂,蓖臂上设置有多个蓖齿,定臂上设置有限位通孔,锁紧螺栓依次穿过约束弹簧、限位通孔之后螺接于安装螺孔内并且将底座与定臂并紧固定,约束弹簧外径大于安装螺孔内径。采用该专利文献的技术方案,采用约束弹簧替代现有的普通标准弹性垫圈,增加了预紧力,满足了对蓖条上蓖齿进行测量的需求,一次可同时对多个蓖条同时检测,提升了工作效率。然而,对于如图1所示的汽车安全气囊容置舱而言,由于其外形尺寸与上述专利文献中公开的l型蓖条的外形尺寸完全不同,该专利技术无法适用,因此,需要另行研发新型的汽车安全气囊容置舱外形尺寸检测工装。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种汽车安全气囊容置舱外形尺寸检测工装。
2、本实用新型通过以下技术方案得以实现。
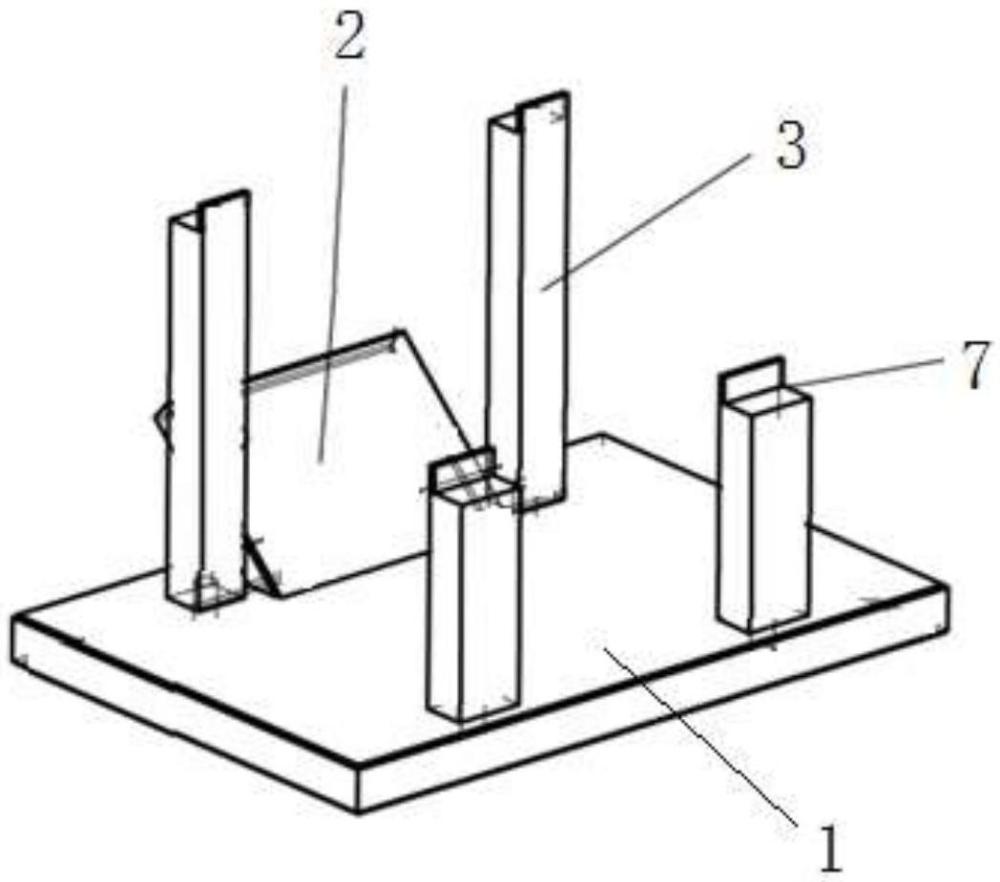
3、本实用新型提供了一种汽车安全气囊容置舱外形尺寸检测工装,包括基座板、托板和若干个限位柱,所述限位柱的下端与所述基座板固连,所述限位柱的上端沿着竖直方向向上延伸,所述托板与基座板固连,汽车安全气囊容置舱包括舱框和舱座,当将所述舱框搁置于所述基座板的表面时,所述舱座与托板的表面贴合,并且所述限位柱至少有一个侧面与所述舱框的外表面贴合。
4、所述舱框的外表面还设有若干个挂钩,所述限位柱的上端设有定位柱,当将所述舱框搁置于所述基座板的表面时,所述定位柱插合于所述舱框的外表面与相应的挂钩之间。
5、所述定位柱至少有一个侧面与所述限位柱的侧面齐平。
6、所述限位柱的下端与所述基座板焊接为一体。
7、所述限位柱的横断面为四边形。
8、所述限位柱的数量为4根。
9、所述挂钩整体为7字形。
10、所述托板的表面还设有若干个安装孔。
11、本实用新型的有益效果在于:采用本实用新型的技术方案,当将舱框搁置于基座板的表面时,舱座与托板的表面贴合,并且限位柱至少有一个侧面与舱框的外表面贴合,基座板的表面可作为定位基准,使检测人员方便手持计量器具对汽车安全气囊容置舱外表面上各个形状尺寸要素进行测量,从而提升了工作效率,由于汽车安全气囊容置舱外表面上各个形状特征均以基座板作为统一的定位基准,从而减少了检测误差,提升了测量结果的可靠性。
技术特征:
1.一种汽车安全气囊容置舱外形尺寸检测工装,其特征在于:包括基座板(1)、托板(2)和若干个限位柱(3),所述限位柱(3)的下端与所述基座板(1)固连,所述限位柱(3)的上端沿着竖直方向向上延伸,所述托板(2)与基座板(1)固连,汽车安全气囊容置舱包括舱框(4)和舱座(5),当将所述舱框(4)搁置于所述基座板(1)的表面时,所述舱座(5)与托板(2)的表面贴合,并且所述限位柱(3)至少有一个侧面与所述舱框(4)的外表面贴合。
2.如权利要求1所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述舱框(4)的外表面还设有若干个挂钩(6),所述限位柱(3)的上端设有定位柱(7),当将所述舱框(4)搁置于所述基座板(1)的表面时,所述定位柱(7)插合于所述舱框(4)的外表面与相应的挂钩(6)之间。
3.如权利要求2所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述定位柱(7)至少有一个侧面与所述限位柱(3)的侧面齐平。
4.如权利要求1所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述限位柱(3)的下端与所述基座板(1)焊接为一体。
5.如权利要求1所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述限位柱(3)的横断面为四边形。
6.如权利要求1至5任一项所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述限位柱(3)的数量为4根。
7.如权利要求2所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述挂钩(6)整体为7字形。
8.如权利要求1所述的汽车安全气囊容置舱外形尺寸检测工装,其特征在于:所述托板(2)的表面还设有若干个安装孔。
技术总结
本技术提供一种汽车安全气囊容置舱外形尺寸检测工装,包括基座板、托板和若干个限位柱,限位柱的下端与基座板固连,限位柱的上端沿着竖直方向向上延伸,托板与基座板固连,汽车安全气囊容置舱包括舱框和舱座,当将舱框搁置于基座板的表面时,舱座与托板的表面贴合,并且限位柱至少有一个侧面与舱框的外表面贴合。采用本技术的技术方案,当将舱框搁置于基座板的表面时,使检测人员方便手持计量器具对汽车安全气囊容置舱外表面上各个形状尺寸要素进行测量,从而提升了工作效率,由于汽车安全气囊容置舱外表面上各个形状特征均以基座板作为统一的定位基准,从而减少了检测误差,提升了测量结果的可靠性。
技术研发人员:王庆,雷标,解长利
受保护的技术使用者:贵州凯峰科技有限责任公司
技术研发日:20230731
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!