一种生箔机阳极槽弧面圆度和直线度检测装置的制作方法
本技术涉及阳极槽弧面检测,具体为一种生箔机阳极槽弧面圆度和直线度检测装置。
背景技术:
1、阳极槽的弧面圆度和直线度是评估其制造精度和性能的重要指标,弧面圆度检测是通过测量阳极槽弧面曲线与最佳拟合圆之间的偏差来进行的,可以使用三坐标测量仪、光学投影仪等设备进行测量。在测量过程中,将阳极槽固定在测量设备上,并测量弧面上多个点的坐标值,然后利用这些数据进行圆度拟合计算,得到最佳拟合圆的参数,最后计算弧面与最佳拟合圆的偏差值以评估圆度,直线度检测则是通过测量阳极槽内的直线部分与参考直线之间的最大偏差来进行的,可以采用类似的测量设备进行测量。在测量过程中,将阳极槽固定在测量设备上,并测量直线上多个点的坐标值,然后利用这些数据进行直线拟合计算,得到参考直线的参数,最后计算直线与参考直线的偏差值以评估直线度,上述装置均需要大量的精密测量以及仿真拟合测算,检测周期较久,在日常生箔机阳极槽维护的过程中,并不能等待较久时间,急需要研发一种能够精准快速且直观的测量出阳极槽弧面圆度和直线度的装置,因此,我们提出一种生箔机阳极槽弧面圆度和直线度检测装置。
技术实现思路
1、本实用新型的目的在于提供一种生箔机阳极槽弧面圆度和直线度检测装置,解决了背景技术中所提出的问题。
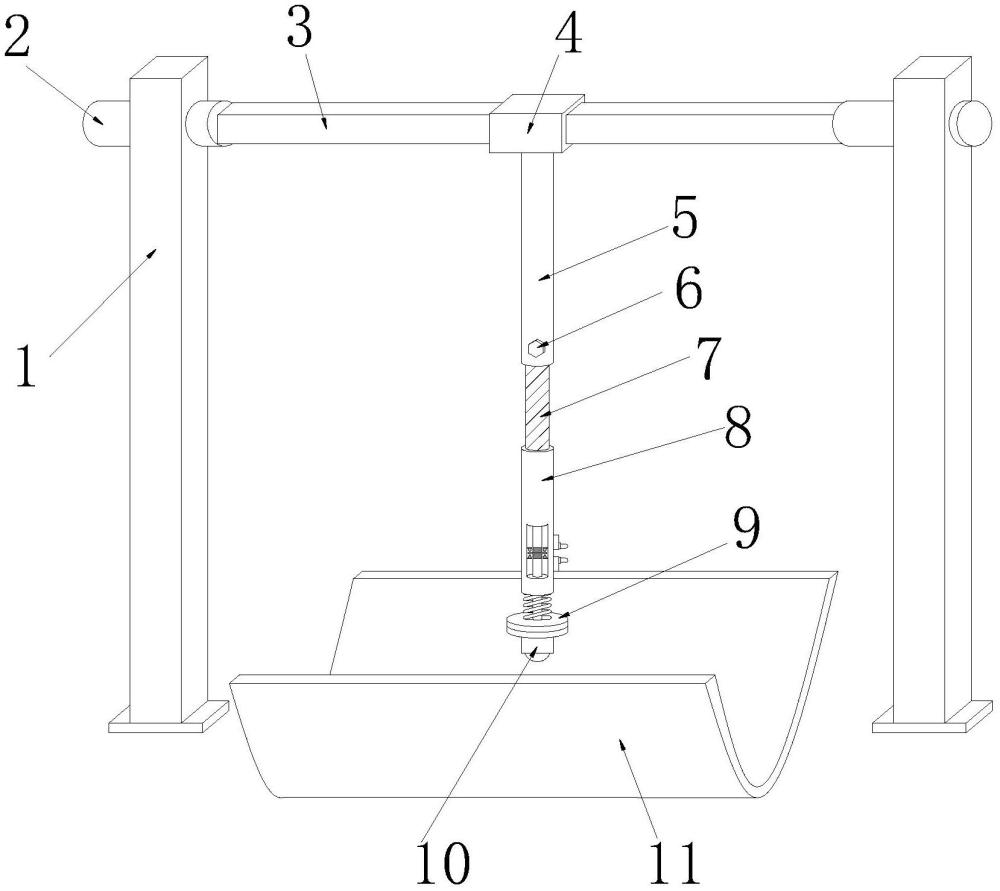
2、为实现上述目的,本实用新型提供如下技术方案:一种生箔机阳极槽弧面圆度和直线度检测装置,包括机架体、柱形滑轨,柱形滑轨两端均设置有支撑轴,支撑轴与机架体转动连接;
3、支撑轴中部镶嵌设置有框型滑块,框型滑块底部固定安装有内螺纹套筒,内螺纹套筒内部螺纹设置有螺杆,螺杆下方固定设置有空心柱,空心柱内部镶嵌设置有衔接柱,衔接柱表面设置有螺纹段,螺纹段外部螺纹设置有导电片,空心柱中部开设有通孔,通孔内壁上部设置有触点组a,通孔内壁下部设置有触点组b,空心柱外侧分别固定安装有警示灯a、警示灯b,触点组a与警示灯a串联连接,触点组b与警示灯b串联连接,导电片位于触点组a、触点组b之间;
4、衔接柱底部通过螺栓固定安装有法兰座,衔接柱下部镶嵌设置有弹簧,弹簧位于空心柱与法兰座之间,法兰座底部通过螺栓与万向球轴承可拆卸连接。
5、作为本申请技术方案的一种优选实施方式,内螺纹套筒外侧贯穿设置有梅花手柄螺栓,梅花手柄螺栓靠近于内螺纹套筒底部。
6、作为本申请技术方案的一种优选实施方式,警示灯a、警示灯b均包括灯体、蓄电池,警示灯a的位置与触点组a水平对齐,警示灯b的位置与触点组b水平对齐。
7、作为本申请技术方案的一种优选实施方式,导电片中部设置有内螺纹孔,导电片的内螺纹孔与螺纹段螺纹连接。
8、作为本申请技术方案的一种优选实施方式,支撑轴通过螺栓与柱形滑轨可拆卸连接,支撑轴的截面直径比柱形滑轨的截面边长大4~6mm。
9、与现有技术相比,本实用新型的有益效果如下:
10、1.本申请技术方案通过万向球轴承的万向球头贴合阳极槽内壁,调节导电片位于不接触触点组a、触点组b的临界位置,摆动空心柱整体,万向球轴承的万向球头沿着阳极槽的弧面运动,若警示灯a、警示灯b均不亮起,表示阳极槽的弧面圆度符合要求,过程中可以横向移动框型滑块,使得万向球轴承的万向球头沿着阳极槽的弧面直线运动,若警示灯a、警示灯b均不亮起,表示阳极槽的弧面直线度符合要求,该装置有利于直观且快速的检测阳极槽弧面圆度和直线度。
11、2.本申请技术方案通过螺杆配合内螺纹套筒使得万向球轴承的位置可调,便于快速调节万向球轴承的球头贴合阳极槽内壁,方便装置快速适应不同尺寸阳极槽的检测工作,通过梅花手柄螺栓限制螺杆的移动,螺杆位置确定后通过梅花手柄螺栓提升螺杆位置限定的稳定性,从而提升检测数据的可信度。
技术特征:
1.一种生箔机阳极槽弧面圆度和直线度检测装置,其特征在于:包括机架体(1)、柱形滑轨(3),所述柱形滑轨(3)两端均设置有支撑轴(2),所述支撑轴(2)与机架体(1)转动连接;
2.根据权利要求1所述的一种生箔机阳极槽弧面圆度和直线度检测装置,其特征在于:所述内螺纹套筒(5)外侧贯穿设置有梅花手柄螺栓(6),所述梅花手柄螺栓(6)靠近于内螺纹套筒(5)底部。
3.根据权利要求1所述的一种生箔机阳极槽弧面圆度和直线度检测装置,其特征在于:所述警示灯a(16)、警示灯b(19)均包括灯体、蓄电池,所述警示灯a(16)的位置与触点组a(14)水平对齐,所述警示灯b(19)的位置与触点组b(18)水平对齐。
4.根据权利要求1所述的一种生箔机阳极槽弧面圆度和直线度检测装置,其特征在于:所述导电片(17)中部设置有内螺纹孔,所述导电片(17)的内螺纹孔与螺纹段(15)螺纹连接。
5.根据权利要求1所述的一种生箔机阳极槽弧面圆度和直线度检测装置,其特征在于:所述支撑轴(2)通过螺栓与柱形滑轨(3)可拆卸连接,所述支撑轴(2)的截面直径比柱形滑轨(3)的截面边长大4~6mm。
技术总结
本技术涉及阳极槽弧面检测技术领域,具体公开了一种生箔机阳极槽弧面圆度和直线度检测装置,包括机架体、柱形滑轨,支撑轴中部镶嵌设置有框型滑块,螺纹段外部螺纹设置有导电片,通孔内壁上部下部分别设置有触点组A、触点组B,空心柱外侧分别固定安装有警示灯A、警示灯B。本技术技术方案通过万向球轴承的万向球头贴合阳极槽内壁,摆动空心柱整体,万向球轴承的万向球头沿着阳极槽的弧面运动,若警示灯A、警示灯B均不亮起,表示阳极槽的弧面圆度符合要求,过程中可以横向移动框型滑块,若警示灯A、警示灯B均不亮起,表示阳极槽的弧面直线度符合要求,该装置有利于直观且快速的检测阳极槽弧面圆度和直线度。
技术研发人员:张焰,金鑫,李剑锋,黄红新,冯洋
受保护的技术使用者:九江烁金能源工业有限公司
技术研发日:20230807
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!