汽车制动系统密封件孔位置度检测工装的制作方法
本技术涉及汽车零部件加工,特别是汽车制动系统密封件孔位置度检测工装。
背景技术:
1、汽车零部件作为汽车工业的基础,是支撑汽车工业持续健康发展的必要因素,汽车零部件主要包括发动机零部件、传动系统零部件、制动系统零部件、转向系统零部件、行驶系统零部件和电器仪表零部件。
2、汽车制动系统是指对汽车某些部分(主要是车轮)施加一定的力,从而对其进行一定程度的强制制动的一系列专门装置,制动系统作用是:使行驶中的汽车按照驾驶员的要求进行强制减速甚至停车;使已停驶的汽车在各种道路条件下(包括在坡道上)稳定驻车;使下坡行驶的汽车速度保持稳定,密封件是汽车制动系统的重要零部件,汽车制动系统密封件在生产过程中,需要对汽车制动系统密封件上的孔的位置进行检测,现有的检测装置,结构复杂,操作不便,检测效率低,为此,需要设计汽车制动系统密封件孔位置度检测工装。
技术实现思路
1、本实用新型的目的是为了解决上述问题,设计了汽车制动系统密封件孔位置度检测工装。
2、实现上述目的本实用新型的技术方案为,汽车制动系统密封件孔位置度检测工装,包括安装组件,所述安装组件上设置有第一支撑组件、第二支撑组件,所述安装组件上位于第一支撑组件与第二支撑组件之间设置有中部支撑组件,所述安装组件上位于第一支撑组件一侧设置有第三支撑组件,所述第一支撑组件上设置有第一孔位置度检测组件,所述第二支撑组件上设置有第二孔位置度检测组件,所述第三支撑组件上设置有第三孔位置度检测组件,所述安装组件的两侧设置有辅助搬运组件,所述安装组件底部设置有底支撑组件。
3、作为本技术方案的进一步描述,所述安装组件包括安装平板,所述安装平板上设置有第一支撑组件、第二支撑组件,所述安装平板的两侧设置有辅助搬运组件,所述安装平板的底部设置有底支撑组件。
4、作为本技术方案的进一步描述,所述第一支撑组件包括设置在安装平板上的第一支撑座,所述第一支撑座上设置有第一台阶面、第二台阶面,所述第一台阶面上设置有第一安装孔,所述第一安装孔内设置有第一孔位置度检测组件,所述第二台阶面上设置有第一支撑柱。
5、作为本技术方案的进一步描述,所述第二支撑组件包括设置在安装平板上的第二支撑座,所述第二支撑座上设置有第二支撑柱,所述第二支撑座上位于第二支撑柱一侧设置有第二安装孔,所述第二安装孔内设置有第二孔位置度检测组件。
6、作为本技术方案的进一步描述,所述第一孔位置度检测组件包括设置在第一安装孔内的第一孔位置检测伸缩柱,所述第二孔位置度检测组件包括设置在第二安装孔内的第二孔位置检测伸缩柱。
7、作为本技术方案的进一步描述,所述第三支撑组件包括设置在安装组件上位于第一支撑组件一侧第三支撑座,所述第三支撑座上设置有第三支撑柱,所述第三支撑座上开设有辅助凹槽,所述辅助凹槽内开设有第三安装孔,所述第三安装孔内设置有第三孔位置度检测组件。
8、作为本技术方案的进一步描述,所述第三孔位置度检测组件包括设置在第三安装孔内的第二孔位置检测伸缩柱。
9、作为本技术方案的进一步描述,所述中部支撑组件包括设置在安装组件上位于第一支撑组件与第二支撑组件之间的中部支撑座,所述中部支撑座上设置有中部支撑柱。
10、作为本技术方案的进一步描述,所述辅助搬运组件包括设置在安装组件两侧辅助搬运把手。
11、作为本技术方案的进一步描述,所述底支撑组件包括设置在安装组件底部的若干个底支撑柱。
12、其有益效果在于,本技术方案的位置度检测工装,结构设计巧妙,实用性较强,且便于操作,运用此位置度检测工装,实现了对汽车制动系统密封件上的孔的位置度检测,有效提高了孔位置度检测的效率。
技术特征:
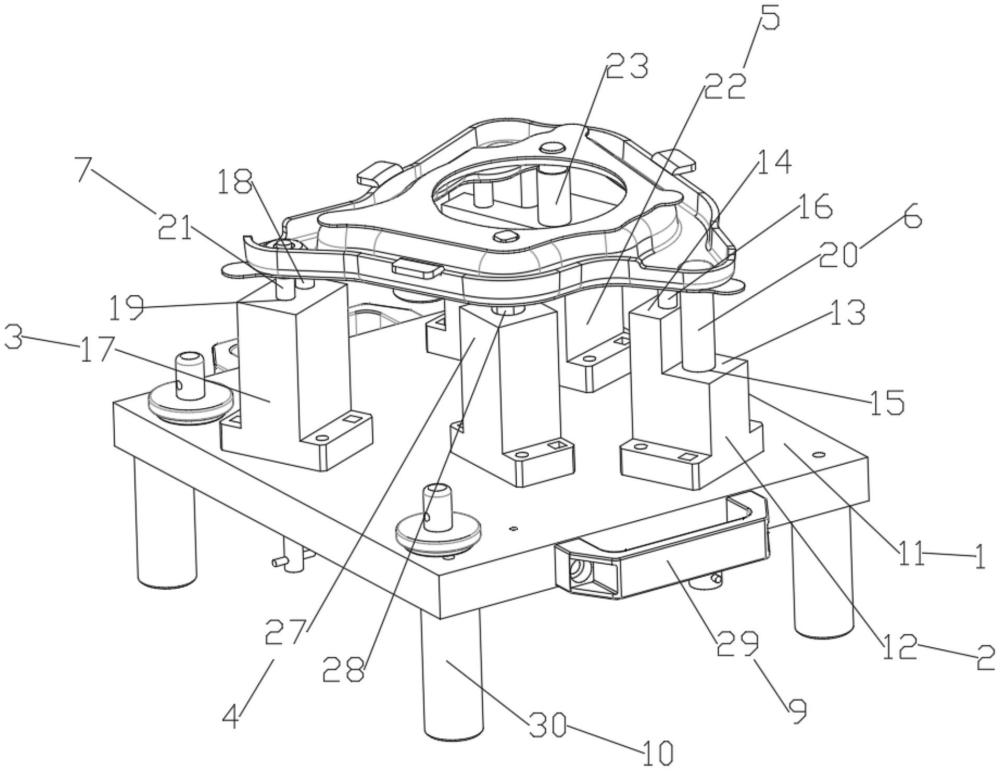
1.汽车制动系统密封件孔位置度检测工装,其特征在于,包括安装组件(1),所述安装组件(1)上设置有第一支撑组件(2)、第二支撑组件(3),所述安装组件(1)上位于第一支撑组件(2)与第二支撑组件(3)之间设置有中部支撑组件(4),所述安装组件(1)上位于第一支撑组件(2)一侧设置有第三支撑组件(5),所述第一支撑组件(2)上设置有第一孔位置度检测组件(6),所述第二支撑组件(3)上设置有第二孔位置度检测组件(7),所述第三支撑组件(5)上设置有第三孔位置度检测组件(8),所述安装组件(1)的两侧设置有辅助搬运组件(9),所述安装组件(1)底部设置有底支撑组件(10)。
2.根据权利要求1所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述安装组件(1)包括安装平板(11),所述安装平板(11)上设置有第一支撑组件(2)、第二支撑组件(3),所述安装平板(11)的两侧设置有辅助搬运组件(9),所述安装平板(11)的底部设置有底支撑组件(10)。
3.根据权利要求2所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述第一支撑组件(2)包括设置在安装平板(11)上的第一支撑座(12),所述第一支撑座(12)上设置有第一台阶面(13)、第二台阶面(14),所述第一台阶面(13)上设置有第一安装孔(15),所述第一安装孔(15)内设置有第一孔位置度检测组件(6),所述第二台阶面(14)上设置有第一支撑柱(16)。
4.根据权利要求3所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述第二支撑组件(3)包括设置在安装平板(11)上的第二支撑座(17),所述第二支撑座(17)上设置有第二支撑柱(18),所述第二支撑座(17)上位于第二支撑柱(18)一侧设置有第二安装孔(19),所述第二安装孔(19)内设置有第二孔位置度检测组件(7)。
5.根据权利要求2所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述第一孔位置度检测组件(6)包括设置在第一安装孔(15)内的第一孔位置检测伸缩柱(20),所述第二孔位置度检测组件(7)包括设置在第二安装孔(19)内的第二孔位置检测伸缩柱(21)。
6.根据权利要求2所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述第三支撑组件(5)包括设置在安装组件(1)上位于第一支撑组件(2)一侧第三支撑座(22),所述第三支撑座(22)上设置有第三支撑柱(23),所述第三支撑座(22)上开设有辅助凹槽(24),所述辅助凹槽(24)内开设有第三安装孔(25),所述第三安装孔(25)内设置有第三孔位置度检测组件(8)。
7.根据权利要求6所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述第三孔位置度检测组件(8)包括设置在第三安装孔(25)内的第三孔位置检测伸缩柱(26)。
8.根据权利要求1所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述中部支撑组件(4)包括设置在安装组件(1)上位于第一支撑组件(2)与第二支撑组件(3)之间的中部支撑座(27),所述中部支撑座(27)上设置有中部支撑柱(28)。
9.根据权利要求1所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述辅助搬运组件(9)包括设置在安装组件(1)两侧辅助搬运把手(29)。
10.根据权利要求1所述的汽车制动系统密封件孔位置度检测工装,其特征在于,所述底支撑组件(10)包括设置在安装组件(1)底部的若干个底支撑柱(30)。
技术总结
本技术公开了汽车制动系统密封件孔位置度检测工装,包括安装组件,安装组件上设置有第一支撑组件、第二支撑组件,安装组件上位于第一支撑组件与第二支撑组件之间设置有中部支撑组件,安装组件上位于第一支撑组件一侧设置有第三支撑组件,第一支撑组件上设置有第一孔位置度检测组件,第二支撑组件上设置有第二孔位置度检测组件,第三支撑组件上设置有第三孔位置度检测组件,安装组件的两侧设置有辅助搬运组件,安装组件底部设置有底支撑组件。本技术方案的位置度检测工装,结构设计巧妙,实用性较强,且便于操作,运用此位置度检测工装,实现了对汽车制动系统密封件上的孔的位置度检测,有效提高了孔位置度检测的效率。
技术研发人员:闫保国,曾建光,倪杰
受保护的技术使用者:苏州鑫睿达精密机械有限公司
技术研发日:20230815
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!