一种内槽位置快速判定量具的制作方法
本技术涉及机械加工,尤其是涉及一种内槽位置快速判定量具。
背景技术:
1、本申请人多款电动工具齿轮箱盖产品都设计了内密封槽,图纸对于槽位置都有明确要求,一般公差为0.1mm,实际加工调试过程以及加工过程更换刀具、频次检验等都需要采用破坏性检验:解剖被测零件,然后借助于轮廓仪和三坐标等检测设备来检测槽位置,效率低且产生报废损失。
技术实现思路
1、实用新型目的:为了克服背景技术的不足,本实用新型请求保护一种内槽位置快速判定量具。
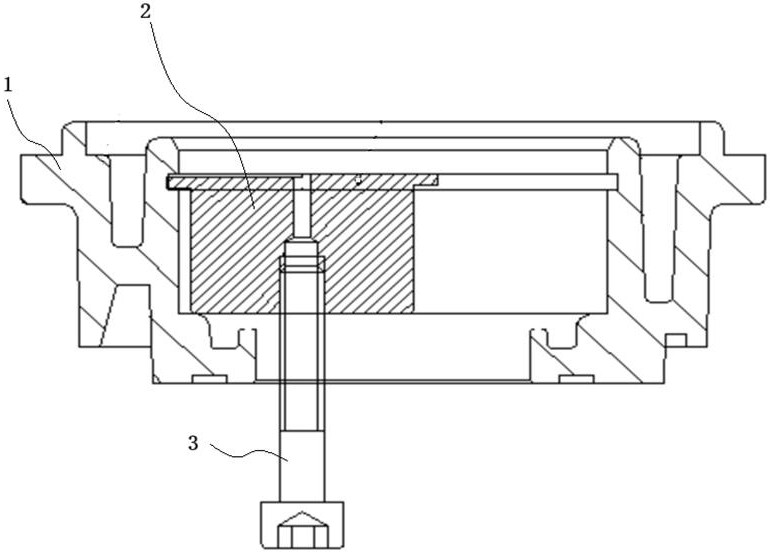
2、技术方案:本实用新型所公开的内槽位置快速判定量具,被测量零件内开设上下贯穿的圆柱槽,所述圆柱槽内壁同轴开设槽内边,所述判定量具包括塞片和持杆,所述持杆固定于塞片的轴向端部,将塞片置于圆柱槽内通过侧边进行对比测量;
3、所述塞片包括通端和止端,所述塞片侧边底部与圆柱槽的底部位置对应,侧边顶部向外侧凸出形成用于测量槽内边的通端凸边和止端凸边,所述通端凸边和止端凸边厚度均小于槽内边的槽高;所述通端凸边的位置位于槽内边的公差范围内,同时,所述止端凸边的位置位于槽内边的公差范围外。
4、进一步的,所述通端凸边的位置位于槽内边的公差范围极限小值,同时,所述止端凸边的位置恰好超出槽内边的公差范围。
5、进一步的,所述通端凸边的下边高于等于公差范围内槽内边的下边,且所述通端凸边的上边低于等于公差范围内槽内边的上边;同时,所述止端凸边的上边恰好高于公差范围内槽内边的上边,或者所述止端凸边的下边恰好低于公差范围内槽内边的下边。
6、进一步的,所述塞片的通端和止端均为弧形柱体结构,弧度与圆柱槽一致。
7、进一步的,所述通端凸边和止端凸边的弧度也与槽内边一致。
8、进一步的,所述通端和止端的弧边对应角度为30-120°。
9、进一步的,所述塞片的轴向最大宽度小于被测量零件的轴向最小开口。
10、进一步的,所述持杆与塞片的轴向底部栓接固定。
11、有益效果:与现有技术相比,本实用新型的优点为:可以在零件生产过程能够快速判断槽位置是否满足图纸要求,解决了生产过程需要解剖零件使用其他工具检测的问题,既能快速判断,又能避免每次检测过程解剖零件而导致的报废损失。
技术特征:
1.一种内槽位置快速判定量具,被测量零件(1)内开设上下贯穿的圆柱槽(101),所述圆柱槽(101)内壁同轴开设槽内边(102),其特征在于:所述判定量具包括塞片(2)和持杆(3),所述持杆(3)固定于塞片(2)的轴向端部,将塞片(2)置于圆柱槽(101)内通过侧边进行对比测量;
2.根据权利要求1所述的内槽位置快速判定量具,其特征在于:所述通端凸边(201-1)的位置位于槽内边(102)的公差范围极限小值,同时,所述止端凸边(202-1)的位置恰好超出槽内边(102)的公差范围。
3.根据权利要求1所述的内槽位置快速判定量具,其特征在于:所述通端凸边(201-1)的下边高于等于公差范围内槽内边(102)的下边,且所述通端凸边(201-1)的上边低于等于公差范围内槽内边(102)的上边;同时,所述止端凸边(202-1)的上边恰好高于公差范围内槽内边(102)的上边,或者所述止端凸边(202-1)的下边恰好低于公差范围内槽内边(102)的下边。
4.根据权利要求1所述的内槽位置快速判定量具,其特征在于:所述塞片(2)的通端(201)和止端(202)均为弧形柱体结构,弧度与圆柱槽(101)一致。
5.根据权利要求4所述的内槽位置快速判定量具,其特征在于:所述通端凸边(201-1)和止端凸边(202-1)的弧度也与槽内边(102)一致。
6.根据权利要求1所述的内槽位置快速判定量具,其特征在于:所述通端(201)和止端(202)的弧边对应角度为30-120°。
7.根据权利要求1所述的内槽位置快速判定量具,其特征在于:所述塞片(2)的轴向最大宽度小于被测量零件(1)的轴向最小开口。
8.根据权利要求1所述的内槽位置快速判定量具,其特征在于:所述持杆(3)与塞片(2)的轴向底部栓接固定。
技术总结
本技术公开了一种内槽位置快速判定量具,被测量零件内开设上下贯穿的圆柱槽,所述圆柱槽内壁同轴开设槽内边,所述判定量具包括塞片和持杆,所述持杆固定于塞片的轴向端部,将塞片置于圆柱槽内通过侧边进行对比测量;所述塞片包括通端和止端,所述塞片侧边底部与圆柱槽的底部位置对应,侧边顶部向外侧凸出形成用于测量槽内边的通端凸边和止端凸边,所述通端凸边和止端凸边厚度均小于槽内边的槽高;所述通端凸边的位置位于槽内边的公差范围内,同时,所述止端凸边的位置位于槽内边的公差范围外。本技术可以在零件生产过程能够快速判断槽位置是否满足图纸要求,解决了生产过程需要解剖零件使用其他工具检测的问题。
技术研发人员:彭海林,夏阳
受保护的技术使用者:南京金城三国机械电子有限公司
技术研发日:20230915
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!