一种检测工装的制作方法
本技术涉及汽车测量,具体涉及一种检测工装。
背景技术:
1、掀背车是汽车车身设计的一种形式,除了二到四个侧开的车门之外,尾部通常会有一个垂直的背门或一个倾斜的背门,以打开行李舱,这是此类车在外观上的主要特色。
2、为了使得背门能够转动连接在车身上,车身上开设有铰链安装孔,背门铰链通过铰链安装孔安装在车身上,背门与背门铰链连接,从而通过背门铰链可以实现与车身之间的转动连接。
3、针对掀背车,铰链安装孔通常开设在顶盖后横梁上,由于顶盖后横梁上方具有顶盖外板,铰链安装孔距离顶盖外板边缘的距离约100mm,顶盖外板会对铰链安装孔造成遮挡,使得铰链安装孔周边的空间较为狭小,三坐标无法直接对铰链安装孔进行测量。由于现有技术中也没有其他工具可对铰链安装孔进行检测,铰链安装孔的精度可能会对背门的装配状态、问题分析、背门周边的外观品质以及功能使用造成影响。
技术实现思路
1、本技术的目的在于提供一种检测工装,以解决掀背车上的铰链安装孔无法检测的问题。
2、为了实现上述目的,本技术采用的技术方案如下:
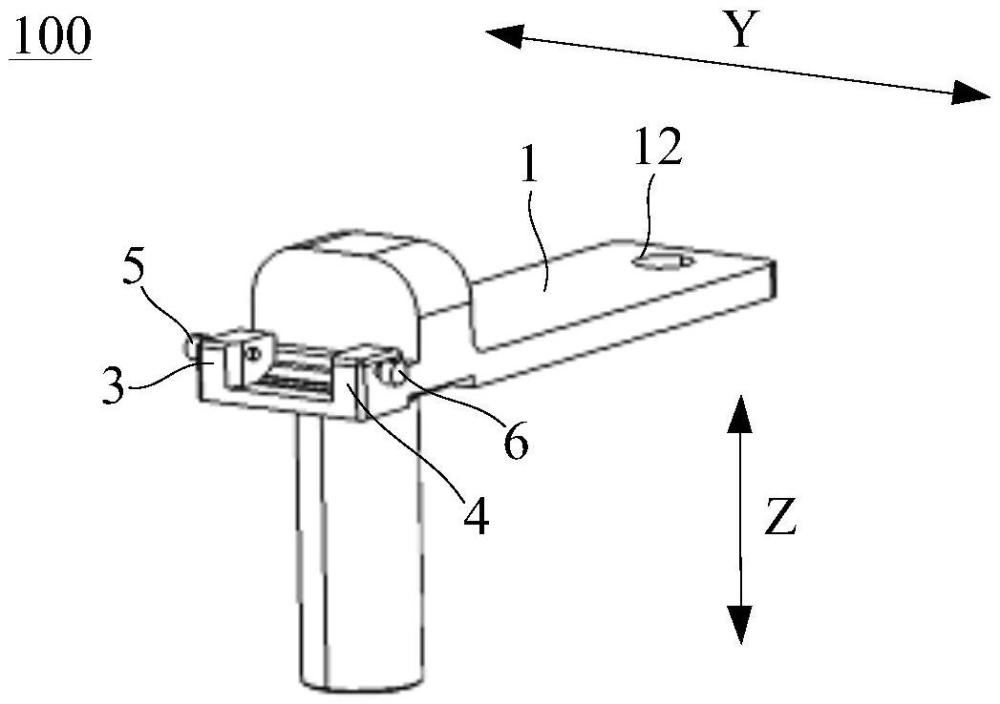
3、一种检测工装,包括工装主体以及定位销。工装主体的一侧具有安装孔。定位销位于工装主体一侧,一端穿设于安装孔内。工装主体远离定位销一侧具有检测孔。检测孔和安装孔分别开设于工装主体的两端。
4、根据上述技术手段,工装主体上的安装孔可以为定位销提供安装位置。定位销可以用于插接到铰链安装孔内。由于检测孔与安装孔之间具有一定的间距,定位销与检测孔之间便具有一定的间距。
5、当定位销插接到铰链安装孔内之后,铰链安装孔便相当于被偏移到了检测孔处,工作人员通过检测检测孔的精度便可以间接判定铰链安装孔的精度是否合格。
6、这样一来,当铰链安装孔因上方具有遮挡等原因而不方便使用常规三坐标进行检测时,通过将定位销插入至铰链安装孔内,由于检测孔与定位销之间具有一定的间距,检测孔可以伸出至空旷区域,工作人员在空旷区域对检测孔的精度进行检测便可以间接实现对铰链安装孔的检测,从而有效保证了铰链安装孔具有合格的精度,进而有效防止了铰链安装孔对背门装配状态、问题分析、背门周边外观品质以及功能使用造成影响。
7、进一步,检测工装还包括第一限位块以及第二限位块。第一限位块位于工装主体远离定位销一侧,与工装主体连接。第二限位块位于工装主体远离定位销一侧,与工装主体连接。第二限位块与第一限位块间隔设置,第二限位块与第一限位块之间具有限位间隙。
8、根据上述技术手段,第一限位块与第二限位块之间的限位间隙可以用于卡接车身上的铰链限位支架。铰链限位支架与第一限位块以及第二限位块抵靠之后,工装主体不会相对于铰链安装孔发生转动,从而可以实现工装主体y方向上的定位,有效防止了检测孔的位置发生移动,提高了铰链安装孔的检测准确度。
9、进一步,第一限位块靠近第二限位块一侧具有第一调节孔,第二限位块靠近第一限位块一侧具有第二调节孔。第一调节孔和第二调节孔均为通孔。检测工装还包括第一调节件以及第二调节件。第一调节件穿设于第一调节孔内,与第一调节孔活动连接。第二调节件穿设于第二调节孔内,与第二调节孔活动连接。
10、根据上述技术手段,第一调节件和第二调节件相互靠近的一端可以与铰链限位支架抵靠,从而可以将铰链限位支架卡接固定在限位间隙内。由于第一调节件和第二调节件分别可以在第一调节孔和第二调节孔内活动,第一调节件和第二调节件相互靠近的一端可以朝向相互靠近或者相互远离的方向运动,从而可以实现对不同规格的铰链限位支架的卡接,大大提高了检测工装的适用性。
11、进一步,第一调节件与第一调节孔螺纹连接,第二调节件与第二调节孔螺纹连接。
12、根据上述技术手段,由于螺纹连接的形式不容易失效,当铰链限位支架卡接在第一调节件与第二调节件之间时,第一调节件在第一调节孔内的位置以及第二调节件在第二调节孔内的位置不容易发生意外改变,从而使得第一调节件和第二调节件对铰链限位支架卡接的可靠性较高。
13、进一步,检测工装还包括吸附件,吸附件位于工装主体靠近定位销一侧,与工装主体连接。吸附件用于阻止定位销从铰链安装孔内脱出。
14、根据上述技术手段,这样一来,当定位销插入至铰链安装孔内之后,在吸附件的作用下,定位销不会从铰链安装孔内脱出,从而有效提升了检测工装使用时的可靠性。
15、进一步,吸附件为磁铁。
16、根据上述技术手段,当定位销插入至铰链安装孔内之后,由于磁铁具有磁性,磁铁可以与铰链安装孔所在的板件(例如顶盖后横梁)相互吸附在一起,从而可以将定位销卡接在铰链安装孔内,有效阻止了定位销从铰链安装孔内脱出。
17、进一步,磁铁为环状,围绕定位销一周设置。
18、根据上述技术手段,由于环状的磁铁在定位销的一周均能够形成吸附力,定位销能够更加牢固的固定在铰链安装孔内。
19、进一步,检测工装还包括配重块,配重块位于工装主体远离定位销一侧,与工装主体连接。配重块与安装孔相对设置。
20、根据上述技术手段,工作人员在使用检测工装时,可以使得配重块位于工装主体的上方,此时,定位销便位于工装主体的下方。在配重块的重力作用下,定位销可以保持插接在铰链安装孔内的状态,从而进一步防止了定位销从铰链安装孔内脱出,进而进一步提升了检测工装使用时的可靠性。
21、进一步,定位销远离工装主体一端的端面上开设有固定孔。检测工装还包括固定手柄,固定手柄位于工装主体靠近定位销一侧,与固定孔螺纹连接。
22、根据上述技术手段,检测工装在使用时,定位销从铰链安装孔所在的板件的一侧穿设在铰链安装孔内之后,固定手柄可以从铰链安装孔所在的板件的另一侧与固定孔螺纹连接在一起。这样一来,固定手柄可以从铰链安装孔所在的板件的另一侧对定位销进行限位,从而可以进一步防止定位销从铰链安装孔内脱出,进而更进一步的提升了检测工装使用时的可靠性。
23、进一步,固定手柄包括固定杆以及把持杆。固定杆穿设于固定孔内,与固定孔螺纹连接。把持杆位于固定杆远离定位销一侧,一端与固定杆的端部连接。固定杆与把持杆的延伸方向相同。把持杆的截面大于固定杆的截面,其中,截面垂直于固定杆的延伸轴线。
24、根据上述技术手段,用户在将固定手柄与定位销螺纹连接在一起时,可以手持把持杆,使得把持杆带动固定杆转动,由此来实现将固定杆与定位销的螺纹连接。由于把持杆的截面大于固定杆的截面,工作人员的手更方便握持把持杆,从而使得固定手柄与定位销之间的螺纹连接更加易于实现,且更加省力。
25、本技术的有益效果:
26、(1)当铰链安装孔因上方具有遮挡等原因而不方便使用常规三坐标进行检测时,通过将定位销插入至铰链安装孔内,由于检测孔与定位销之间具有一定的间距,检测孔可以伸出至空旷区域,工作人员在空旷区域对检测孔的精度进行检测便可以间接实现对铰链安装孔的检测,从而有效保证了铰链安装孔具有合格的精度,进而有效防止了铰链安装孔对背门装配状态、问题分析、背门周边外观品质以及功能使用造成影响。
27、(2)铰链限位支架与第一限位块以及第二限位块抵靠之后,工装主体不会相对于铰链安装孔发生转动,从而可以实现工装主体y方向上的定位,有效防止了检测孔的位置发生移动,提高了铰链安装孔的检测准确度。
- 还没有人留言评论。精彩留言会获得点赞!