一种钢质无缝气瓶的气密性检测装置及检测方法与流程
本发明涉及钢瓶气密性检测领域,具体涉及一种钢质无缝气瓶的气密性检测装置及检测方法。
背景技术:
1、钢瓶,即贮存高压氧气、煤气、石油液化气等的钢制瓶,气体钢瓶一般盛装永久气体、液化气体或混合气体,因此其钢瓶出厂前的气密性检测就尤为重要,所谓的气密性检测即密封性测试、防水测试,其将压缩空气容器,利用容器内外的压力来进行检测,查看容器中的气体是否出现泄漏的现象。
2、现有技术中的钢瓶气密性检测,根据其钢瓶运用领域的不同,配置的装置的不同,其检验的方法也会出现一些区别,常见的检测方法有吹气法、水压法等等,其中,在钢瓶通过水压法进行气密性检测时,由于钢瓶一般体积较大,且质量较重,通过人工搬运到水中进行检测不仅费时费力,还难以适应批量化检测的需求;
3、现有解决方案一:现有专利(公开号:cn116989960a)一种钢质无缝气瓶的气密性检测装置及检测方法,其装置在操作过程中,即需要更换钢质无缝气瓶时,只需要将放置板向外推动,滑块在滑轨上滑动即可,能够节省力气,无需通过人工搬运到水中进行检测,可以适应批量化检测的需求,但是进一步的,仅仅通过监测钢瓶内的气压变化来判断钢瓶是否漏气,难以确定其钢瓶的大致漏气区域。
4、现有解决方案二:现有专利(公开号:cn115326316a)一种钢瓶压差式气密性检测装置,其装置通过设置抽气泵和封堵头能够将瓶体内部空气抽出使之形成负压状态,通过设置加压装置对瓶体的外部施加高气压,从而使瓶体内外形成高压差,利用高压差来实现对瓶体的密封性检测,同时还能够通过密封装置来实现对瓶体的漏点区域进行检测,对瓶体的气密性检测效果好。
5、针对现有技术中存在的问题,无论是现有解决方案一还是现有解决方案二中的专利技术,均从不同的方向上给出了对应的解决方案,但是针对于钢质无缝气瓶的气密性检测,其确定漏点区域的问题,虽然解决方案二中的专利技术通过密封装置来实现对瓶体的漏点区域进行检测,但是其确定漏点区域受到密封装置的限制,即难以覆盖整个钢质无缝气瓶进行检测,在实际检测过程中需要精准确定其漏点位置,还是需要重新喷涂上检漏液进行检漏,但是其解决方案中并没有对应的构件能够在钢质无缝气瓶的外表面均匀快速的喷涂上检漏液进行检漏,还是难以有效地提高其批量化检测的需求。
技术实现思路
1、针对现有技术中存在的问题,本发明的目的在于提供一种钢质无缝气瓶的气密性检测装置及检测方法,由于解决现有技术中其检测构件难以在钢质无缝气瓶的外表面均匀快速的喷涂上检漏液进行检漏,无法有效地提高其批量化检测的需求的问题。
2、为解决上述问题,本发明采用如下的技术方案。
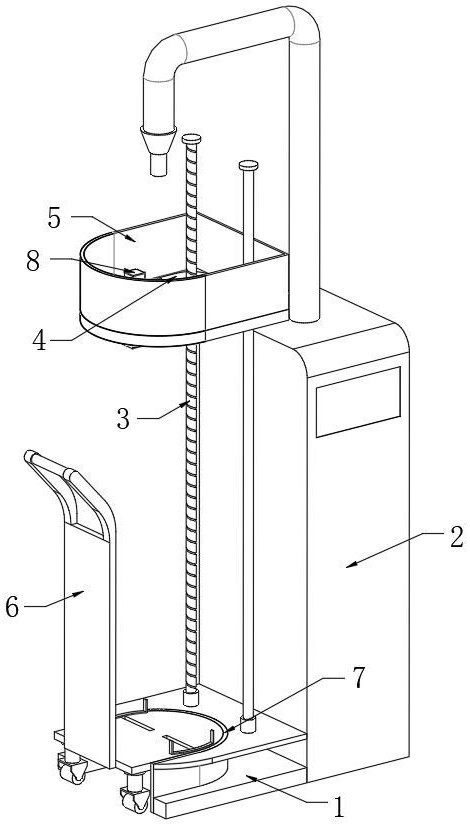
3、一种钢质无缝气瓶的气密性检测装置,包括底座隔板,所述底座隔板的表面上设置有圆形开口;且其圆形开口的内壁固定连接有第二磁吸圆弧板,以第二磁吸圆弧板开口一侧为装置前侧,则所述底座隔板的后侧固定安装有注气模块,所述底座隔板的上表面后侧位置处安装有丝杆抬升机构,所述丝杆抬升机构的抬升端上设置有圆周涂抹机构,所述第二磁吸圆弧板的内侧通过磁吸吸附安装有分隔式钢瓶分装机构;
4、所述圆周涂抹机构包括平台隔板,所述平台隔板的表面轴心位置处设置有供穿过钢瓶的圆形开口;且其圆形开口的内侧活动设置有带凸边圆环套,所述带凸边圆环套的内壁一侧安装有喷涂机构,所述喷涂机构包括半圆套筒,所述半圆套筒的内部插入有检漏液喷罐。
5、进一步的,所述丝杆抬升机构包括固定安装于底座隔板后底部右侧角位置处第一伺服电机,所述第一伺服电机的输出端贯穿于底座隔板的上表面;且固定连接有第一螺纹杆,所述底座隔板上表面后左侧角位置处固定连接有限位支杆,所述平台隔板的表面后侧两端位置处均设置有套口;且一侧套口与限位支杆滑动对应;另外一侧套口与第一螺纹杆啮合对应。
6、进一步的,所述平台隔板的前侧固定安装有夹层套框,所述夹层套框的夹层中活动安装有带凸边圆环套,所述带凸边圆环套的上表面固定连接有齿轮套环,所述圆周涂抹机构还包括固定连接于平台隔板后底部中间位置处的第二伺服电机,所述第二伺服电机的输出端贯穿于平台隔板的上表面;且固定连接有齿轮头,所述齿轮头与齿轮套环啮合对应。
7、进一步的,所述喷涂机构包括固定连接于带凸边圆环套内壁侧的第一电动伸缩杆,所述第一电动伸缩杆的输出端朝向带凸边圆环套轴心一侧;且其第一电动伸缩杆的输出端上固定安装有第一扩展板,所述第一扩展板的下侧固定安装有半圆套筒,所述半圆套筒的外侧面两端均设置有对应的磁吸涂层;且通过其磁吸涂层吸附安装有外半圆吸附罩,所述第一扩展板的上侧固定安装有第二电动伸缩杆,所述第二电动伸缩杆的输出端朝向半圆套筒的轴心;且其第二电动伸缩杆的输出端上固定安装有压板。
8、进一步的,所述平台隔板的外表面上侧插入安装有防溅套框,所述防溅套框整体为透明结构,所述注气模块的输出端设置有对应的注气导管,所述限位支杆与第一螺纹杆的上侧均固定连接有防止平台隔板脱离的限位块。
9、进一步的,所述带凸边圆环套的内壁安装有自清理机构,所述自清理机构包括固定连接于带凸边圆环套内壁处于第一电动伸缩杆对称位置处的第三电动伸缩杆,所述第三电动伸缩杆的输出端朝向带凸边圆环套轴心;且其第三电动伸缩杆的输出端上固定安装有第二扩展板,所述第二扩展板的表面中间位置处固定连接有尖嘴刮板,所述第二扩展板的表面位于尖嘴刮板上下两端的位置处均固定连接有接管套;且其接管套的外侧均固定安装有喷淋头,所述喷淋头均倾斜朝向尖嘴刮板一侧。
10、进一步的,所述分隔式钢瓶分装机构包括承接板,所述承接板的底部每隔120度均固定安装有一个万向轮,所述承接板的外表面固定安装有与第二磁吸圆弧板内壁吸附贴合对应的第一磁吸圆弧板,所述承接板的前侧固定连接有推板架,所述推板架的表面设置有推动扶手。
11、进一步的,所述承接板的表面每隔180度均设置有一条导轨槽;且每一条导轨槽的底部均活动安装有第二螺纹杆,所述第二螺纹杆的外表面靠近承接板的轴心位置处的一端均固定安装有第二锥形齿轮头,所述承接板的底部轴心位置处固定连接有辅助立板,所述辅助立板的内侧固定安装有第三伺服电机,所述第三伺服电机的输出端对准承接板的轴心;且固定连接有第一锥形齿轮头,所述第一锥形齿轮头,所述第一锥形齿轮头与两侧的第二锥形齿轮头啮合对应。
12、进一步的,所述导轨槽的内部均滑动安装有圆弧收紧板,且圆弧收紧板的底部均啮合安装于对应侧的第二螺纹杆上,所述承接板底部两侧的第二螺纹杆表面设置的螺纹开口方向相反。
13、一种钢质无缝气瓶的气密性检测装置的检测方法,包括以下步骤:
14、s1.首先拉出分隔式钢瓶分装机构,通过第三伺服电机与圆弧收紧板将置于其表面的钢质无缝气瓶居中收紧,并利用第二磁吸圆弧板与第一磁吸圆弧板的吸附作用重新组合在底座隔板的表面;
15、s2.然后通过喷涂机构的第二电动伸缩杆向下伸出压板;去挤压半圆套筒中的检漏液喷罐,并通过圆周涂抹机构中设置的第二伺服电机带动其进行360度转动;
16、s3.再然后通过丝杆抬升机构中安装的第一伺服电机,控制第一螺纹杆带动喷涂机构从上往下进行全面喷淋,直到钢质无缝气瓶外表面全部覆盖上检漏液;
17、s4.最后通过注气模块的输出端向钢质无缝气瓶中注入惰性气体,观察其钢质无缝气瓶的外表面即可完成气密性检测,且检测完成后可通过自清理机构围绕着气瓶外表面进行检漏液清洗。
18、相比于现有技术,本发明的有益效果:
19、(1)本方案通过圆周涂抹机构中设置的第二伺服电机,在其第二伺服电机输出端齿轮头的转动作用下,可以带动外侧啮合的齿轮套环进行同步转动,即控制平台隔板表面夹层套框中的带凸边圆环套进行360度伺服转动,在其过程中,就可以控制其带凸边圆环套内侧面的喷涂机构进行喷涂,进一步的,配合喷涂机构设置的第一电动伸缩杆,在实际工作过程中,通过第一电动伸缩杆改变其喷涂机构的喷涂位置,可以使平台隔板适应不同尺寸的钢瓶进行气密性检测,其区别于现有技术中通过密封装置来实现对瓶体的漏点区域进行检测的方式,其喷涂机构喷涂的检漏液,可在后续向其无缝气瓶中注气过程中直接精准定位其漏点;
20、(2)进一步的,通过底座隔板表面安装的丝杆抬升机构,利用其第一伺服电机输出端第一螺纹杆的转动作用,可带动啮合于其外表面的圆周涂抹机构沿着限位支杆进行上下移动,在圆周涂抹机构配合其内侧的喷涂机构进行360度挤压喷涂检漏液进行检漏的同时,其丝杆抬升机构可带动其检测构件上下移动,将检漏液均匀且充分的喷涂于带检测无缝气瓶的外表面每一侧位置处,区别于现有技术中通过气压构件进行检测的方式,其能够有效的避免检测死角的产生;
21、(3)再进一步的,其喷涂机构的第一电动伸缩杆输出端上安装的半圆套筒,其不仅可以通过配合外侧吸附的外半圆吸附罩的作用,进行快速拆卸展开,还能够通过第二电动伸缩杆输出端压板向下挤压的作用,去自动挤压放置于半圆套筒内部的检漏液喷罐,并且进一步的,通过其第二电动伸缩杆控制其输出端压板的高度,可适应不同长度的检漏液喷罐,并且进一步通过替换检漏液喷罐去代替喷管进行喷淋,不仅可使装置在运行过程中更加灵活,不受导管的干扰,还能够降低装置的使用成本;
22、(4)再进一步的,通过带凸边圆环套内壁安装的自清理机构,在喷涂机构进行喷涂过后,其无缝气瓶检测完成后,可通过第三电动伸缩杆控制其输出端向外伸出,而通过第一电动伸缩杆将喷涂机构收回,此时利用第三电动伸缩杆外侧的尖嘴刮板去贴合无缝气瓶的外表面,通过接管套外侧的喷淋头对准无缝气瓶喷水清洗,并刮取涂抹于无缝气瓶外表面的检漏液,能够进一步减轻工作人员利用检漏液对无缝气瓶进行检漏的工作量;
23、(5)再进一步的,通过底座隔板外侧吸附安装的分隔式钢瓶分装机构,其第二磁吸圆弧板与第一磁吸圆弧板中间通过磁吸固定,在每一侧替换上新的无缝气瓶进行检测前,其分隔式钢瓶分装机构都可以向外拉出,配合其承接板底部安装的万向轮以及上表面配置的推板架,可暂时作为无缝气瓶的转移架使用,在实际操作过程中能够更加便捷、省力的装上无缝气瓶;
24、(6)再进一步的,通过承接板底部第三伺服电机输出端第一锥形齿轮头的转动作用,可带动其第一锥形齿轮头外表面两侧啮合的第二锥形齿轮头进行转动,而第二锥形齿轮头转动的同时,其对应侧的第二螺纹杆亦会发生转动,控制其承接板表面两侧的圆弧收紧板沿着导轨槽从外侧向中间居中收紧,无论是分隔式钢瓶分装机构暂时作为无缝气瓶的转移架使用时,还是充当于底座隔板的底座使用时,其第三伺服电机均能够控制圆弧收紧板去夹紧无缝气瓶的底部,保证其装置检测以及移动过程中的稳定性,同时亦能够适应更多尺寸类型的无缝气瓶。
- 还没有人留言评论。精彩留言会获得点赞!