一种全自动蓄能器焊缝超声相控阵检测设备的制作方法
本发明涉及超声探伤,特别涉及一种全自动蓄能器焊缝超声相控阵检测设备。
背景技术:
1、蓄能器是能量存储装置,它将液压能存储后待需要时,又将能量释放出来供给系统使用。它在保证系统正常运行、改善其动态品质、保持工作稳定性、延长工作寿命、减低噪声、缓和噪声、缓和液压冲击以及吸收压力脉动等方面起着重要的作用。
2、在汽车领域,氮气蓄能器被广泛应用于制动系统中。制动系统需要在短时间内产生大量的压力,以使车辆停止。氮气蓄能器可以在制动时释放出储存的氮气,从而产生高压气体,使制动器产生更大的制动力。这不仅可以提高制动效率,还可以减少制动器的磨损,延长制动器的使用寿命。
3、一辆汽车的性能与各个零部件的质量好坏是密不可分的。在汽车蓄能器制造过程中,用到最多的焊接工艺是:氩弧焊、真空钎焊、搅拌摩擦焊、激光焊等…如何检测蓄能器焊接质量可靠性是评估汽车蓄能器质量的关键性技术。目前常见的汽车蓄能器有灯泡型蓄能器与直筒型蓄能器等。通常,汽车蓄能器壳体的结构包括上壳和下壳,上壳与下壳相互扣合连接,上壳顶部安装有注油嘴,蓄能器的壳体焊接位置包含上壳顶部与注油嘴之间的焊接、上壳与下壳之间扣合位置的焊接。上壳顶部与注油嘴之间的焊缝称为顶部焊缝,上壳与下壳之间扣合位置的焊缝称为中部焊缝。上述对顶部焊缝、中部焊缝的检测均是采用人工探伤。
4、探头检测位置是根据实际工件结构选择超声波反射最强的位置(即根据工艺确定的最佳检测位置)。检测的时候,由于不同规格型号蓄能器的大小、形状等变化大,焊缝高低不平,检测面有弧度、平面,如果人工将探头直接与焊缝接触,容易造成探头发生颠簸而使探头安装不稳固,手工探伤无法把探头准确、稳定、快速地吻合在蓄能器最强回波检测位置上,检测效率低,需要人工逐个检测,耗时耗力,不同的检测人员可能会有不同的判断,影响了检测的重复性和一致性,无法满足大规模生产需求;而且手工探伤对检测人员要求较高,需要检测人员具备专业的知识和经验,长时间持续的检测工作对检测人员的身体健康和劳动强度构成一定的压力,为检测人员带来劳动强度大的问题。
技术实现思路
1、本发明所要解决的问题是提供一种全自动蓄能器焊缝超声相控阵检测设备,这种全自动蓄能器焊缝超声相控阵检测设备能够与不同规格型号蓄能器的检测部位自适应调节,减少检测时间,提高检测效率和检测精度。
2、为了解决上述技术问题,本发明采用的技术方案如下:
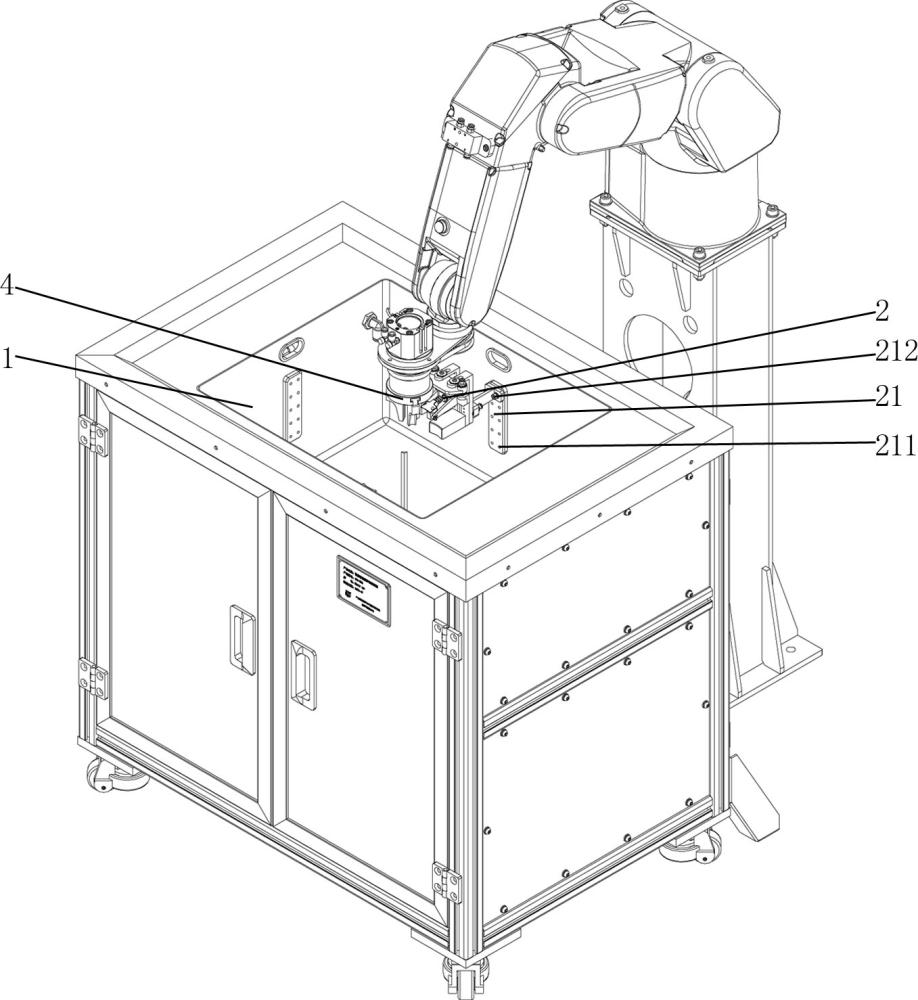
3、一种全自动蓄能器焊缝超声相控阵检测设备,其特征在于:包括水槽、顶部检测机构、中部检测机构和能够夹持所述蓄能器进行平移、升降、旋转的机械手,机械手设置在水槽的外侧,顶部检测机构安装在水槽的一内侧壁上,中部检测机构安装在水槽的另一内侧壁上;顶部检测机构包括第一支座、第一调节座、第一水平自调节单元、第一纵向导座、前后位置调节单元、平移座、上下方向自调节单元、第一u形架、顶部探头和第一限位块,第一支座安装在所述水槽的一内侧壁上,第一调节座的后端可拆卸安装在第一支座上,第一纵向导座的下部通过第一水平自调节单元安装在第一调节座的前端上;平移座通过前后位置调节单元可移动安装在第一纵向导座的上部上,第一u形架的后端通过上下方向自调节单元安装在平移座上,第一u形架的开口朝前设置,顶部探头的两端分别通过相应的扭力弹簧可扭转安装在第一u形架的开口中;第一限位块的后端安装在第一纵向导座上并能够沿第一纵向导座进行上下升降,第一限位块处于顶部探头的下方,第一限位块的前端面与蓄能器的壳体外壁接触配合;中部检测机构包括第二支座、第二调节座、第二水平自调节单元、探头架和中部探头,第二支座安装在水槽的一内侧壁上,第二调节座的后端可拆卸安装在第二支座上,探头架的后端通过第二水平自调节单元安装在第二调节座的前端上,中部探头安装在探头架上,顶部探头处于中部探头的上方;蓄能器的壳体顶面上设有检测平面,检测平面处于顶部焊缝的外侧并靠近顶部焊缝,机械手夹紧蓄能器并将蓄能器搬运到注满水的水槽中,使顶部探头与检测平面对应配合,中部探头与蓄能器的中部焊缝上侧对应配合,机械手使夹持住的蓄能器自转,通过顶部探头对蓄能器的顶部焊缝进行扫查检测,中部探头对蓄能器的中部焊缝进行扫查检测。
4、上述前、后的定义:靠近检测蓄能器的一侧为前,远离检测蓄能器的一侧为后。
5、检测前,预先通过前后位置调节单元调节平移座及其上顶部探头的位置,使顶部探头与蓄能器壳体顶面上的检测平面对应,检测时只需使顶部探头在检测平面上扫查检测就好,无需将顶部探头直接伸入到蓄能器环形凹缝中与顶部焊缝接触,能够避免顶部探头发生颠簸而使顶部探头安装不稳固。检测时,在水槽中储蓄一定量的水,采用机械手夹持住需要检测的蓄能器移动到水槽中,使蓄能器浸没在水中并处于顶部检测机构与中部检测机构之间,通过机械手的平移使蓄能器的壳体外壁与第一限位块的前端面接触,使第一纵向导座上的第一限位块通过第一水平自调节单元在第一调节座上进行前后方向的弹性自调节,使第一限位块的前端面贴紧在蓄能器的壳体外壁;再通过机械手带动蓄能器的壳体向上上升,使第一u形架上的顶部探头通过上下方向自调节单元在平移座上进行上下方向的弹性自调节,使顶部探头能够向下压紧在蓄能器壳体顶面的检测平面上;并使顶部探头通过扭力弹簧在第一u形架的开口中进行可扭转自调节,使顶部探头能够通过扭转自调节与蓄能器壳体顶面的检测平面接触,使顶部探头与蓄能器的顶部焊缝对应配合;同时,通过机械手的平移,使探头架上的中部探头通过第二水平自调节单元在第二调节座上进行前后方向的弹性自调节,使中部探头的检测面贴紧在蓄能器的壳体外壁并处于中部焊缝上侧,中部探头能够与蓄能器的中部焊缝对应配合;然后机械手使夹持住的蓄能器自转,通过顶部探头对蓄能器的顶部焊缝进行扫查检测,中部探头对蓄能器的中部焊缝进行扫查检测。
6、优选方案中,所述第一纵向导座为倒l型导座,所述前后位置调节单元安装在倒l型导座的横向板上;倒l型导座的纵向板自上至下依次设有导向通孔和条形导向槽,导向通孔的下端开口与条形导向槽相通;导向通孔中安装有调节螺栓,调节螺栓的杆部处于条形导向槽中,所述第一限位块的后端设有导向块,导向块上设有与调节螺栓的杆部相匹配的调节螺孔,导向块处于条形导向槽中,并且导向块通过调节螺孔与调节螺栓的杆部末端连接。如果要使第一限位块沿第一纵向导座进行上下升降,通过拧动调节螺栓的头部并在条形导向槽的限制下,使第一限位块后端的导向块沿着调节螺栓的杆部进行上下升降,以调节第一限位块在纵向板上的安装高度,使第一限位块的前端面下边缘远离蓄能器的中部焊缝,避免第一限位块的前端面下边缘碰触到蓄能器的中部焊缝而刮伤中部焊缝。
7、进一步优选方案中,所述前后位置调节单元包括第一限位螺栓和设置在所述横向板上的横向导槽,横向导槽沿内外方向分布,所述平移座设有与横向导槽对应的第一螺孔,第一限位螺栓的杆部穿过横向导槽,使第一限位螺栓的杆部末端拧紧在第一螺孔中,第一限位螺栓的头部与平移座共同将横向板夹紧。通过倒l型导座上的横向导槽与第一限位螺栓的相互配合,既能调节第一限位螺栓在横向导槽的位置,使平移座沿内外方向进行平移后调节平移座在倒l型导座的横向板上的位置,控制顶部探头进行前后平移,以检测蓄能器顶部不同位置的焊缝,又能够确保平移座的稳定固定和位置限制,避免顶部探头在检测过程中的意外移动,提高检测的准确性和可靠性。
8、优选方案中,所述上下方向自调节单元包括第一导向柱、第一压缩弹簧、第一连接座和设置在所述平移座上的第一导向孔,第一导向柱处于第一导向孔中,第一导向柱的两端均从第一导向孔的两个开口伸出,第一导向柱的上端设有上限位环,上限位环与第一导向孔的上端开口边沿卡扣配合;第一连接座安装在第一导向柱的下端上,第一压缩弹簧套装在第一导向柱上,并且第一压缩弹簧处于平移座与第一连接座之间,第一压缩弹簧的上端与平移座的下表面接触配合,第一压缩弹簧的下端与第一连接座的上表面接触配合。通过第一导向柱、上限位环、第一压缩弹簧在平移座与第一连接座之间的配合,能够带动第一连接座在平移座上沿上下方向进行自调节,实现对顶部探头的垂直移动与调节,使其能够跟随顶部焊缝的表面形状变化,保持一定的接触力和适应性,提高检测的稳定性。将第一压缩弹簧设置在平移座与第一连接座之间,既能够让u形楔块压紧检测的蓄能器顶部,也能够保护整个顶部检测机构不会被撞坏。
9、进一步优选方案中,所述上下方向自调节单元还包括l形限位片,所述第一u形架可转动安装在所述第一连接座上,l形限位片具有竖直片和横向片,竖直片安装在第一连接座上并能够沿第一连接座进行上下移动,竖直片处于第一连接座与第一u形架之间,横向片处于第一u形架的下方,并且横向片与第一u形架的下表面平行,横向片与第一u形架的下表面之间具有间隙。一种具体方案中,所述第一连接座上设有第一销轴,第一销轴上套设有滚珠轴承,所述第一u形架上设有第一通孔,滚珠轴承处于第一通孔中并且滚珠轴承的外圈与第一通孔紧密配合;所述竖直片上设有上下走向的条形通孔,竖直片通过条形通孔挂靠在第一销轴上。通常,竖直片通过条形通孔挂靠在第一销轴上并处于第一连接座与第一u形架之间,横向片与第一u形架的下表面平行。为了在检测过程中,使顶部探头不需要前后移动,只需确定顶部焊缝与顶部探头前端的距离,以保证声束能全部覆盖整个被检区域,需要对顶部探头的扭转角进行检查。在对顶部探头的扭转角进行检查时,可通过顺时针或者逆时针轻转第一u形架,使第一u形架绕着第一销轴进行转动,在转动过程中第一u形架的下表面将碰到l形限位片的横向片,l形限位片能够限制顶部探头的扭转角,使其在检测过程中不产生过大的旋转,保持焊缝检测的稳定性和一致性,不管顺时针或者逆时针轻转第一u形架,第一u形架被限制的扭转距离大致一样。通过转动第一u形架进行扭转角检查,能够简化操作过程和提高测量的可靠性。一种具体方案中,所述横向片与第一u形架的下表面之间的间隙距离为0.8mm-1.5mm。
10、优选方案中,所述顶部探头包括u形楔块和第一相控阵探头,所述第一u形架的两臂端部上分别设有第二销轴,u形楔块的两臂端部分别可转动安装在相应第二销轴的内端上,并且u形楔块处于第一u形架中;各第二销轴上均套设有所述扭力弹簧,扭力弹簧处于u形楔块与第一u形架之间,扭力弹簧的第一扭力臂伸与u形楔块的一臂卡扣配合,扭力弹簧的第二扭力臂与第一u形架的一臂卡扣配合;u形楔块的下端具有一个探伤平面,第一相控阵探头安装在u形楔块的上端上。通过扭力弹簧的第一扭力臂伸与u形楔块的一臂卡扣配合,扭力弹簧的第二扭力臂与第一u形架的一臂卡扣配合,使得u形楔块在弹性作用下能够绕第二销轴进行适当的扭转,对顶部探头的俯仰角进行检查。检测前,应该先检查两个扭力扭簧是否能正常工作,即初始状态下,u形楔块下端的探伤平面应为前低后高;然后通过人工轻触u形楔块的前端,u形楔块下端的探伤平面应能扭转到水平位置(即前后平齐),当人工不触碰u形楔块时,u形楔块下端的探伤平面应能迅速恢复到前低后高的初始状态。检测时,通过机械手夹持需要检测的蓄能器向着顶部探头的方向移动,使蓄能器的壳体先碰到第一限位块,由于第一纵向导座能够在第一调节座上进行前后伸缩,直到蓄能器的壳体压着第一限位块后使第一纵向导座向后移动为止;然后,通过机械手带动蓄能器垂直向上移动,先碰到顶部探头的u形楔块,直到蓄能器的顶部压着u形楔块为止;当检测的蓄能器完全到位后,通过机械手使夹持的蓄能器按照设定的速度旋转一定的角度,由第一相控阵探头检测蓄能器检测平面上的顶部焊缝。
11、优选方案中,所述第一限位块的前端面为弧面。由于灯泡型蓄能器、直筒型蓄能器的壳体外壁均具有弧面,故将第一限位块的前端面设计为弧面,使第一限位块的前端面能够与灯泡型蓄能器、直筒型蓄能器的壳体更好地接触配合。
12、优选方案中,所述第一水平自调节单元包括第二导向柱、第二压缩弹簧和设置在所述第一调节座前端上的第二导向孔,第二导向孔呈前后走向,第二导向柱处于第二导向孔中,第二导向柱的两端均从第二导向孔的两个开口伸出,第二导向柱的后端设有第一限位环,第一限位环与第二导向孔的后端开口边沿卡扣配合;第二导向柱的前端安装在所述第一纵向导座上,第二压缩弹簧套装在第二导向柱上,第二压缩弹簧处于第一纵向导座与第一调节座的前端之间,第二压缩弹簧的前端与第一纵向导座接触配合,第二压缩弹簧的后端与第一调节座的前端接触配合。通过将第二压缩弹簧设置在第一纵向导座与第一调节座的前端之间,使第一纵向导座在第一调节座上进行前后伸缩,既能让第一限位块的前端面压紧检测的蓄能器,也能够保护整个顶部检测机构不会被撞坏。
13、优选方案中,所述第一纵向导座自上至下依次设有多个与所述第二导向柱前端匹配的第一插孔,第二导向柱的前端插接在相应的第一插孔中。通过第二导向柱的前端与第一纵向导座上的各个第一插孔的插接配合,能够使第一纵向导座可拆卸安装在第一调节座上并调节第一纵向导座的安装高度。
14、优选方案中,所述第一支座上自上至下依次设有多个第一限位螺孔,第一限位螺孔中安装有第一限位螺钉,所述第一调节座的后端设有前后走向的第三导向孔,第一限位螺钉的杆部穿过第三导向孔中,第一调节座的后端通过第一限位螺钉与相应第一限位螺孔的配合安装在第一支座上。通过第一限位螺钉与第一支座上的各个第一限位螺孔的配合,能够使第一调节座可拆卸安装在第一支座上并调节第一调节座的安装高度。
15、优选方案中,所述中部探头包括n形楔块和第二相控阵探头,第二相控阵探头安装在所述探头架的前端部上,n形楔块安装在第二相控阵探头的前端上;n形楔块的前端面具有一个探伤弧面,n形楔块的下端处于所述中部焊缝的上方。由于灯泡型蓄能器、直筒型蓄能器的壳体均具有弧面,故在n形楔块的前端设置一个探伤弧面,使探伤弧面能够与灯泡型蓄能器、直筒型蓄能器的壳体更好地接触配合。检测时,通过机械手夹持需要检测的蓄能器向着中部探头的方向移动,使蓄能器的壳体先碰到中部探头的n形楔块,由于探头架能够在第二调节座上进行前后伸缩,直到蓄能器的壳体压着n形楔块后使探头架向后移动为止;当检测的蓄能器完全到位后,通过机械手使夹持的蓄能器按照设定的速度旋转一定的角度,由第二相控阵探头检测蓄能器上的中部焊缝。通常,n形楔块的前端面不能触碰到蓄能器上壳与下壳之间的扣合位置,即中部焊缝。
16、优选方案中,所述第二水平自调节单元包括第三导向柱、第三压缩弹簧和设置在所述第二调节座前端上的第四导向孔,第四导向孔呈前后走向,第三导向柱处于第四导向孔中,第三导向柱的两端均从第四导向孔的两个开口伸出,第三导向柱的后端设有第二限位环,第二限位环与第四导向孔的后端开口边沿卡扣配合;第三导向柱的前端安装在所述探头架上,第三压缩弹簧套装在第三导向柱上,第三压缩弹簧处于探头架与第二调节座的前端之间,第三压缩弹簧的前端与探头架接触配合,第三压缩弹簧的后端与第二调节座的前端接触配合。通过将第三压缩弹簧设置在探头架与第二调节座的前端之间,使探头架在第二调节座上进行前后伸缩,既能使中部探头的前端面压紧检测的蓄能器,也能够保护整个中部检测机构不会被撞坏。
17、优选方案中,所述第二支座上自上至下依次设有多个第二限位螺孔,第二限位螺孔中安装有第二限位螺钉,所述第二调节座的后端设有前后走向的第五导向孔,第二限位螺钉的杆部穿过第五导向孔中,第二调节座的后端通过第二限位螺钉与相应第二限位螺孔的配合安装在第二支座上。通过第二限位螺钉与第二支座上的各个第二限位螺孔的配合,能够使第二调节座可拆卸安装在第二支座上并调节第二调节座的安装高度。
18、本发明与现有技术相比,具有如下优点:
19、本发明能够对蓄能器进行自动上下料,并采用水浸式、工件自转、探头不动相互配合的检测方式对蓄能器进行自动无损检测,快速高效地检测出蓄能器的焊缝缺陷,检测蓄能器壳体上的焊缝熔深是否达标,以及探测出焊缝内部是否出现裂纹、虚焊、焊接孔洞等不良问题,使检测能够满足标准nb/t47013.15的规定,大大减少检测时间,提高检测效率和检测精度。另外,本发明通过顶部检测机构、中部检测机构的动作调节,能实现探头在焊缝检测中的精确定位和调节,与蓄能器的检测部位自适应稳定吻合,确保探头与焊缝之间的距离和位置符合要求,以获得准确的检测结果,能够适用于不同大小、形状的蓄能器。
- 还没有人留言评论。精彩留言会获得点赞!