一种注塑件加工成型的缺陷检测方法、装置及电子设备与流程
本技术涉及数据处理领域,具体涉及一种注塑件加工成型的缺陷检测方法、装置及电子设备。
背景技术:
1、随着现代工业的快速发展,注塑件已成为众多领域中不可或缺的部件,广泛应用于管道、家电以及消费电子产品中。注塑成型是一种高效率的生产方式,能够大规模生产形状复杂、尺寸精确的塑料零件。注塑成型的过程包括将塑料材料加热至流动状态,然后注入到精密制造的模具中,冷却后成型。由于其生产效率高且易于自动化,注塑成型成为了塑料制造业的核心技术之一。
2、目前,注塑件的生产过程中,质量控制是保证产品合格率和性能的关键环节。缺陷检测在质量控制过程中扮演着重要角色,通过缺陷检测可以发现和排除生产中可能出现的各类问题。在特定的注塑件应用中,如天然气管道等管状结构的制造,均匀性检测显得尤为重要。管道中的任何不均匀性,如材料厚度的不一致或内部应力的分布不均,都可能导致不均匀的结构弱点,增加天然气泄漏或管道断裂的风险。因此,如何对管状注塑件进行检测,判断管状注塑件的均匀性成为亟需解决的问题。
3、因此,亟需一种注塑件加工成型的缺陷检测方法、装置及电子设备。
技术实现思路
1、本技术提供了一种注塑件加工成型的缺陷检测方法、装置及电子设备,以便于对管状注塑件进行检测,判断管状注塑件的均匀性。
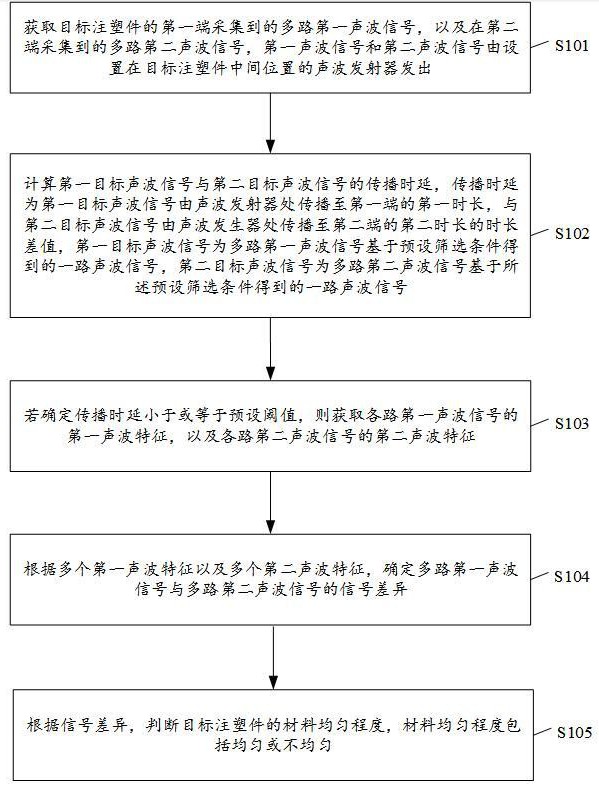
2、在本技术的第一方面提供了一种注塑件加工成型的缺陷检测方法,该方法包括:获取目标注塑件的第一端采集到的多路第一声波信号,以及在第二端采集到的多路第二声波信号,所述第一声波信号和所述第二声波信号由设置在所述目标注塑件中间位置的声波发射器发出;计算第一目标声波信号与第二目标声波信号的传播时延,所述传播时延为所述第一目标声波信号由声波发射器处传播至所述第一端的第一时长,与所述第二目标声波信号由所述声波发射器处传播至所述第二端的第二时长的时长差值,所述第一目标声波信号为多路所述第一声波信号基于预设筛选条件得到的一路声波信号,所述第二目标声波信号为多路所述第二声波信号基于所述预设筛选条件得到的一路声波信号;若确定所述传播时延小于或等于预设阈值,则获取各路所述第一声波信号的第一声波特征,以及各路所述第二声波信号的第二声波特征;根据多个所述第一声波特征以及多个所述第二声波特征,确定多路所述第一声波信号与多路所述第二声波信号的信号差异;根据所述信号差异,判断所述目标注塑件的材料均匀程度,所述材料均匀程度包括均匀或不均匀。
3、通过采用上述技术方案,通过获取目标注塑件第一端接收到第一声波信号的接收时长(第一时长)和目标注塑件第二端接收到第二声波信号的接收时长(第二时长),通过了解声波在目标注塑件中传播的时间差异,对材料的均匀性进行初步判断;若传播时延小于或等于预设阈值,则获取各路第一声波信号的第一声波特征和各路第二声波信号的第二声波特征。基于多个第一声波特征和第二声波特征,计算多路第一声波信号与多路第二声波信号的信号差异。根据信号差异,判断目标注塑件的材料均匀程度。如果信号差异较小,则判定材料均匀;相反,如果信号差异显著,这可能表明材料在不同部分的密度、厚度或组成有显著差异,导致声波信号的传播受到影响,从而指示材料不均匀。如果信号差异较大,则判定材料不均匀。通过声波信号的传播时延和特征之间的信号差异比较,能够准确地评估目标注塑件内部材料的均匀程度。
4、可选的,根据多个所述第一声波特征以及多个所述第二声波特征,确定多路所述第一声波信号与多路所述第二声波信号的信号差异,具体通过如下公式确定所述信号差异:
5、;
6、其中,d(t)为多个所述第一声波特征以及多个所述第二声波特征的差分信号,表示第i路第一声波信号与第i路第二声波信号的差分信号,在传播至所述第二端过程中因介质吸收而发生的振幅衰减,m为多路差分信号的数量,f为所述差分信号的频率,λi为第i路差分信号的波长,φi为第i路差分信号的相位,n(xi)表示第i路第一声波信号的传播速度的空间变化,n(yi)表示第i路第二声波信号的传播速度的空间变化。
7、通过采用上述技术方案,该公式通过考虑多个第一声波特征和多个第二声波特征,包括振幅、频率、波长、相位以及传播速度的空间变化,准确计算出多个第一声波特征和多个第二声波特征的信号差异。
8、可选的,根据所述信号差异,判断所述目标注塑件的材料均匀程度,具体包括:对所述差分信号进行分析,根据第i路第一声波信号与第i路第二声波信号的差分信号,在传播至所述第二端过程中因介质吸收而发生的振幅衰减,确定多路所述第一声波信号与多路所述第二声波信号的振幅差异值;判断所述振幅差异值与预设振幅阈值的大小关系;若所述振幅差异值大于或等于所述预设振幅阈值,则确定所述目标注塑件的材料均匀程度为在所述声波发射器处左右端材料不均匀;若所述振幅差异值小于所述预设振幅阈值,则确定所述目标注塑件的材料均匀程度为在声波发射器处左右端材料均匀。
9、通过采用上述技术方案,通过对多路第一声波信号与多路第二声波信号的差分信号进行振幅差异值的分析,综合考虑了不同信号路的振幅差异值。通过综合振幅差异值的分析和振幅阈值的设定,可以更准确地判断目标注塑件的材料均匀程度。
10、可选的,计算所述第一目标声波信号与所述第二目标声波信号的传播时延之前,所述方法还包括:对多路所述第一声波信号按接收时间进行排序,得到多路所述第一声波信号的第一排序结果;从所述第一排序结果中确定第一目标声波信号,所述第一目标声波信号为所述第一排序结果中接收时间最早的声波信号;对多路所述第二声波信号按接收时间进行排序,得到多路所述第二声波信号的第二排序结果;从所述第二排序结果中确定第二目标声波信号,所述第二目标声波信号为所述第二排序结果中接收时间最早的声波信号。
11、通过采用上述技术方案,通过对多路第一声波信号和多路第二声波信号按接收时间进行排序,使得计算传播时延时使用的第一目标声波信号和第二目标声波信号是在相对时间上最早接收到的。通过选择接收时间最早的声波信号作为第一目标和第二目标,简化了计算传播时延的流程。
12、可选的,计算所述第一目标声波信号与所述第二目标声波信号的传播时延之后,所述方法还包括:若确定所述传播时延大于所述预设阈值,则确定所述目标注塑件的材料均匀程度为在声波发射器处左右端材料不均匀。
13、通过采用上述技术方案,通过设置预设阈值,可以根据传播时延的大小判断材料的均匀性。当传播时延超过预设阈值时,则直接表示材料在左右端存在不均匀性。
14、可选的,获取目标注塑件的第一端采集到的多路第一声波信号,以及在第二端采集到的多路第二声波信号之后,所述方法还包括:对所路所述第一声波信号和多路所述第二声波信号进行滤波处理;去除多路所述第一声波信号中振幅大于预设振幅的声波信号;去除多路所述第二声波信号中振幅大于所述预设振幅的声波信号。
15、通过采用上述技术方案,振幅大于预设振幅的声波信号可能是由于环境噪声、干扰或其他不相关的信号引起的。通过滤波处理,可以有效地去除这些振幅较大的噪声,提高信号的稳定性,通过去除振幅较大的噪声,保留的信号更加集中在一定的声波范围内。这有助于提高信号的质量,使后续的分析和计算更加准确可靠。
16、可选的,若确定所述传播时延大于所述预设阈值,则确定所述目标注塑件的材料均匀程度为不均匀之后,所述方法还包括:生成质量控制报告,所述质量控制报告包括所述目标注塑件的批次号和所述振幅差异值;显示提示信息,所述提示信息用于提示用户对注塑过程的注塑参数进行调整,所述注塑参数包括模具温度、注塑压力、注塑速度以及冷却时间。
17、通过采用上述技术方案,生成的质量控制报告包括目标注塑件的批次号和振幅差异值。显示提示信息可以向用户提供有关注塑过程的注塑参数调整的建议。这些注塑参数包括模具温度、注塑压力、注塑速度以及冷却时间等。通过调整这些参数,生产人员可以尝试优化注塑过程,以提高材料的均匀性。
18、在本技术的第二方面提供了一种注塑件加工成型的缺陷检测装置,该装置包括获取模块和处理模块;所述获取模块,用于获取目标注塑件的第一端采集到的多路第一声波信号,以及在第二端采集到的多路第二声波信号,所述第一声波信号和所述第二声波信号由设置在所述目标注塑件中间位置的声波发射器发出;所述处理模块,用于计算所述第一目标声波信号与所述第二目标声波信号的传播时延,所述传播时延为所述第一目标声波信号由所述声波发射器处传播至所述第一端的第一时长,与所述第二目标声波信号由所述声波发射器处传播至所述第二端的第二时长的时长差值,所述第一目标声波信号为多路所述第一声波信号基于预设筛选条件得到的一路声波信号,所述第二目标声波信号为多路所述第二声波信号基于所述预设筛选条件得到的一路声波信号;所述处理模块,还用于若确定所述传播时延小于或等于预设阈值,则获取各路所述第一声波信号的第一声波特征,以及各路所述第二声波信号的第二声波特征;所述处理模块,还用于根据多个所述第一声波特征以及多个所述第二声波特征,确定多路所述第一声波信号与多路所述第二声波信号的信号差异;所述处理模块,还用于根据所述信号差异,判断所述目标注塑件的材料均匀程度,所述材料均匀程度包括均匀或不均匀。
19、在本技术的第三方面提供了一种电子设备,包括处理器、存储器、用户接口及网络接口,存储器用于存储指令,用户接口和网络接口用于给其他设备通信,处理器用于执行存储器中存储的指令,以使电子设备执行上述任意一项的方法。
20、在本技术的第四方面提供了一种计算机可读存储介质,计算机可读存储介质存储有计算机指令。当指令被执行时,执行上面所示的方法步骤。
21、综上所述,本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
22、1、通过获取目标注塑件第一端接收到第一声波信号的接收时长(第一时长)和目标注塑件第二端接收到第二声波信号的接收时长(第二时长),通过了解声波在目标注塑件中传播的时间差异,对材料的均匀性进行初步判断;若传播时延小于或等于预设阈值,则获取各路第一声波信号的第一声波特征和各路第二声波信号的第二声波特征。基于多个第一声波特征和第二声波特征,计算多路第一声波信号与多路第二声波信号的信号差异。根据信号差异,判断目标注塑件的材料均匀程度。如果信号差异较小,则判定材料均匀;如果信号差异较大,则判定材料不均匀。通过声波信号的传播时延和特征之间的信号差异比较,能够准确地评估目标注塑件内部材料的均匀程度。
23、2、通过对多路第一声波信号与多路第二声波信号的差分信号进行振幅差异值的分析,综合考虑了不同信号路的振幅差异值。通过综合振幅差异值的分析和振幅阈值的设定,可以更准确地判断目标注塑件的材料均匀程度。
24、3、振幅大于预设振幅的声波信号可能是由于环境噪声、干扰或其他不相关的信号引起的。通过滤波处理,可以有效地去除这些振幅较大的噪声,提高信号的稳定性,通过去除振幅较大的噪声,保留的信号更加集中在一定的声波范围内。这有助于提高信号的质量,使后续的分析和计算更加准确可靠。
- 还没有人留言评论。精彩留言会获得点赞!