一种转子轮及制备工艺的制作方法
1.本发明涉及一种转子轮,具体涉及一种转子轮及制备工艺。
背景技术:
2.石英表的转子轮是整个石英表的驱动机构,其在脉冲信号的驱动下实现转动。
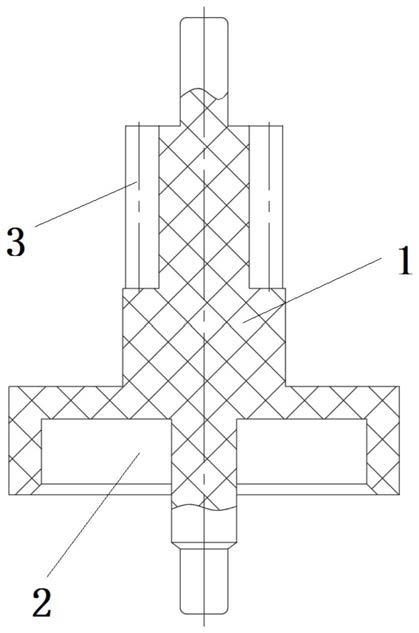
3.如图1和图2所示,为现有技术中一种常见的转子轮,其包括了转子轮1,位于转子轮1内部的磁钢2,在转子轮1的外部还设置了齿轮3,转子轮1的两端均设置了转轴。该方案中,由于转轴要穿过磁钢2,需要在磁钢2上开一个孔201让转轴进行安装,这种做法增加了工作量,成本高且不环保。
4.如图3和图4所示,为现有技术中另一种常见的转子轮,放结构的转子轮具体在制造的时候,现将磁钢2放入到模具中,通过金属柱子定位磁钢2,然后对磁钢2外部进行注塑,形成转子轮1,将金属柱子去除掉之后,就形成了让位槽202。该机构的缺陷在于,由于磁钢不可能做成一致的形状,如果磁钢做的过小,则定位不住,做的大了,会把磁钢压碎,给生产带来麻烦,对磁钢的尺寸要求过高。
技术实现要素:
5.为解决上述技术问题,本发明的目的是提供一种通过两次注塑形成对磁钢密封的一种转子轮及其制备方法。
6.本发明的技术方案如下:
7.一种转子轮,包括转子轮(1),以及位于所述转子轮(1)内部的磁钢(2),其特征在于:
8.所述转子轮(1)包括相互匹配连接的用于容纳所述磁钢(2)的转子轮上部(11)和转子轮下部(12),所述转子轮上部(11)设置有上环圈(113),所述上环圈(113)内壁上均布有多个凸出的弧形第一定位壁(114),所述第一定位壁(114)上间隔设置有多个半圆柱型凹槽,所述凹槽内卡合设置有柔性柱(115);所述转子轮下部(12)包括底面(121),所述底面(121)上设置有下环圈(120),所述下环圈(120)内侧上设置有均布有多个弧形的第二定位壁(122),所述第一定位壁(114)和第二定位壁(122)卡合连接并形成容纳所述磁钢(2)的圆环。
9.进一步的,所述转子轮上部(11)上部还设置有上齿轮(112)。
10.进一步的,所述上齿轮(112)上设置有上转轴(111)。
11.进一步的,所述转子轮下部(12)下部设置有下转轴(123)。
12.进一步的,所述第一定位壁(114)和第二定位壁(122)的数量均为两个或三个。
13.一种转子轮的制备工艺,其特征在于,包括如下步骤:
14.s1、通过第一上模具(300)和下模具(200)注塑形成转子轮上部(11),其中所述转子轮上部(11)包括上环圈(113),所述上环圈(113)内壁上均布有多个弧形的第一定位壁(114),所述转子轮上部(11)上部还设置有上齿轮(112),所述上齿轮(112)上设置有上转轴
(111),所述第一定位壁(114)上设置有多个半圆柱型的凹槽;
15.s2、向第一定位壁(114)内插入连接柔性柱(115);
16.s3、将磁钢(2)放入到转子轮上部(11)的第一定位壁(114)中且被柔性柱(115)所卡合;
17.s4、通过第二上模具(400)和下模具(200)在所述转子轮上部(11)注塑成型与其匹配的转子轮下部(12);所述转子轮下部(12)包括底面(121),所述底面(121)上设置有下环圈(120),所述下环圈(120)内侧上设置有均布有多个弧形的第二定位壁(122),所述第二定位壁(122)注塑到所述第一定位壁(114)之间的凹槽中卡合连接并形成容纳所述磁钢(2)的圆环。
18.进一步的,所述下环圈(120)热熔连接所述上环圈(113)。
19.进一步的,所述步骤s2中具体为,通过吹入高温氮气使得第一定位壁(114)处于半热熔状态,将橡胶材质的柔性柱(115)放入到凹槽中,使得凹槽和柔性柱(115)实现热熔连接。
20.借由上述方案,本发明至少具有以下优点:
21.(1)本发明成型后的磁钢是包裹在转子轮的内部,与外部隔开,不与空气接触,可以有效保护磁钢的性能;
22.(2)本发明磁钢是放入转子轮中的,通过第一次注塑实现了紧配,可以很好对其进行定位,无金属零件与其接触,通过第二次注塑的时候也没有金属与其接触,在生产过程中,磁钢不会损坏。
23.(3)本发明在第一次注塑之后放入了柔性柱,可以更好固定尺寸不一的磁钢,对磁钢的固定更加牢固。
24.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
25.图1是本发明背景技术的结构示意图一;
26.图2是本发明背景技术的结构示意图二;
27.图3是本发明背景技术的结构示意图三;
28.图4是本发明背景技术的结构示意图四;
29.图5是本发明结构示意图;
30.图6本发明结构爆炸图;
31.图7本发明转子轮上部结构示意图;
32.图8本发明转子轮下部结构示意图;
33.图9本发明制备示意图一;
34.图10本发明制备示意图二;
35.图中:
36.1-转子轮;11-转子轮上部;111-上转轴;112-上齿轮;113-上环圈;114-第一定位壁;115-柔性柱;12-转子轮下部;120-下环圈;121-底面;122-第二定位壁;123-下转轴;
37.2-磁钢;
38.200-下模具;
39.300-第一上模具;
40.400-第二上模具。
具体实施方式
41.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
42.参见图5-图10,本发明一较佳实施例的一种转子轮,包括转子轮1,以及位于转子轮1内部的磁钢2,本发明中磁钢2是直接位于转子轮1的内部,不与外部接触。
43.转子轮1包括相互匹配连接的用于容纳磁钢2的转子轮上部11和转子轮下部12,在本发明转子轮上部11和转子轮下部12为两个单独注塑形成的部件,最终转子轮下部12注塑连接到转子轮上部11中,使得两者热熔连接为一个整体,同时将磁钢2容纳到两者之间,这样做的好处是,保证了磁钢2的密封性,同时磁钢2无需打孔。
44.转子轮上部11从上之下依次为上转轴111、上齿轮112、上环圈113,其中上转轴111、上齿轮112、上环圈113均为注塑形成,具体上转轴111为圆柱形,其底部连接到上齿轮112的上部,上齿轮112的下部连接了上环圈113,上环圈113包括了一个连接上齿轮112的圆形上底面,以及连接到圆形上底面的圆形环,在上环圈113圆形环内壁上均布有多个弧形的第一定位壁114。第一定位壁114也是通过注塑形成,第一定位壁114位于上环圈113的内壁上,第一定位壁114的形状为圆环的一部分,紧贴到上环圈113上。第一定位壁114的具体作用为安装磁钢2,磁钢2安装到上环圈113内。第一定位壁114上间隔设置有多个半圆柱型凹槽,所述凹槽内卡合设置有柔性柱115。
45.转子轮下部12包括下底面121,下底面121为圆形,其和上齿轮112的圆形上底面大小一致。在下底面121的边缘上设置了一圈下环圈120,下环圈120的外径和上环圈113的外径一致,下环圈120内侧上设置有均布有多个弧形的第二定位壁122,第二定位壁122也为圆弧的一部分,第二定位壁122位于下环圈120的内侧上部,在下底面121的底部设置了下转轴123。转子轮下部12也是通过注塑形成。同时在注塑后,第二定位壁122位于上环圈113的内壁上位于第一定位壁114之间,下环圈120和上环圈113热熔连接到一起。
46.在具体设置的时候,第一定位壁114和第二定位壁122的数量均为两个或三个,两个或三个是比较优选的技术方案,实际上也可以为四个或者更多。
47.在具体制造的时候,上转轴111和下转轴123同轴。
48.为了更加方便转子轮上部11和转子轮下部12的卡合,还可以利用如下结构,将第一定位壁114设计上上部窄下部宽的结构,即为第一定位壁114如果正投影到平面上,是一个等腰梯形形状,这样第二定位壁122会形成一个上部宽下部窄的形状,即为第二定位壁122如果正投影到平面上,也是一个等腰梯形形状(相对第一定位壁114的投影是倒立的),这样第二定位壁122再进入到第一定位壁114之后,能够通过两者的形状结构进行卡合,实现了更加稳定的连接。
49.为了更加方便转子轮上部11和转子轮下部12的卡合,还可以利用如下结构,将第一定位壁114设计成上部和圆形上底面间隔一端距离,相当于第一定位壁114和圆形上地面不接触,留下了一个新的注塑空间,第二定位壁122在注塑的时候,从其上部的两侧会延伸
进入到第一定位壁114上部留下的空间内,通过该结构的设计,也能够实现更加稳定的连接。相应柔性柱115的长度也会得到调整。
50.一种转子轮的制备工艺,包括如下步骤:
51.s1、通过第一上模具300和下模具200注塑形成转子轮上部11,其中所述转子轮上部11包括上环圈113,所述上环圈113内壁上均布有多个弧形的第一定位壁114,所述转子轮上部11上部还设置有上齿轮112,所述上齿轮112上设置有上转轴111,所述第一定位壁114上设置有多个半圆柱型的凹槽;在具体注塑的时候,注塑温度在150-230℃,注塑时间在5-10秒,保温时间为10-30秒,具体注塑的塑料种类可以为pp、abs、pe、pvc。
52.s2、向第一定位壁114内插入连接柔性柱115;
53.s3、将磁钢2放入到转子轮上部11的第一定位壁114中且被柔性柱115所卡合;
54.s4、通过第二上模具400和下模具200在所述转子轮上部11注塑成型与其匹配的转子轮下部12;所述转子轮下部12包括底面121,所述底面121上设置有下环圈120,所述下环圈120内侧上设置有均布有多个弧形的第二定位壁122,所述第二定位壁122注塑到所述第一定位壁114之间的凹槽中卡合连接并形成容纳所述磁钢2的圆环。在具体注塑的时候,注塑温度在150-230℃,注塑时间在5-10秒,保温时间为10-30秒,具体注塑的塑料种类可以为pp、abs、pe、pvc。
55.第二上模具400和下模具200的配合注塑后形成了转子轮下部12的形状。
56.通过吹入高温氮气使得第一定位壁114处于半热熔状态,将橡胶材质的柔性柱115放入到凹槽中,使得凹槽和柔性柱115实现热熔连接。
57.本发明中的磁钢无需在其中心开孔洞。
58.借由上述方案,本发明至少具有以下优点:
59.(1)本发明成型后的磁钢是包裹在转子轮的内部,与外部隔开,不与空气接触,可以有效保护磁钢的性能;
60.(2)本发明磁钢是放入转子轮中的,通过第一次注塑实现了紧配,可以很好对其进行定位,无金属零件与其接触,通过第二次注塑的时候也没有金属与其接触,在生产过程中,磁钢不会损坏。
61.(3)本发明在第一次注塑之后放入了柔性柱,可以更好固定尺寸不一的磁钢,对磁钢的固定更加牢固。
62.以上所述仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1