一种手表擒纵轮片的续料装置的制作方法
1.本技术涉及手表制作的领域,尤其是涉及一种手表擒纵轮片的续料装置。
背景技术:
2.擒纵轮一般是固定在钟表机构传动轮系的最后一个从动轴上,它与擒纵叉、摆轮共同构成手表机芯的核心——擒纵机构。在安装擒纵轮时,需先将擒纵轮套设在芯轴上,由于擒纵轮是手表檎纵机构的关键部件,其齿形的精度直接影响手表的走时精度,因此在移动擒纵轮时和将擒纵轮套设在芯轴上时需非常小心谨慎。
3.目前,公开日为2016年08月31日,公告号为cn104062892b的中国发明专利提出了一种手表擒纵轮片的续料装置,其包括滑道以及续料手,滑道上设置有用于储存擒纵轮的续料管,续料手包括料斗,料斗可在滑道上滑动。当料斗滑动到续料管的下部时,续料管中擒纵轮便会掉落在料斗内,之后将料斗移动至芯轴的上方,最后向上移动芯轴便可将擒纵轮套设在芯轴上。
4.针对上述的相关技术,发明人发现,擒纵轮在掉落在料斗内后,位于料斗内最上端的擒纵轮容易卡在料斗与续料管之间,如此便容易破坏位于料斗最上端的擒纵轮,进而影响手表的成品率。
技术实现要素:
5.为了在将擒纵轮移动至芯轴上时,降低擒纵轮被损坏的概率,本技术提供一种手表擒纵轮片的续料装置。
6.本技术提供的一种手表擒纵轮片的续料装置,采用如下的技术方案:一种手表擒纵轮片的续料装置,包括机架,所述机架上设置有用于储备擒纵轮的备料机构、用于转运擒纵轮的转运机构以及用于接收擒纵轮的接收机构;所述备料机构包括备料块,所述备料块滑动设置在所述机架上,所述备料块上开设有用于储备擒纵轮的备料槽;所述转运机构包括转运架、电磁铁以及理料杆,所述转运架活动设置在所述机架上,所述电磁铁设置在所述转运架上,所述理料杆穿设在所述电磁铁上,且所述理料杆与所述电磁铁滑移连接;所述接收机构包括底座以及芯轴,所述底座滑移连接在所述机架上,所述芯轴设置在所述底座上。
7.通过采用上述技术方案,在初始状态时,电磁铁抵接在备料槽的一端,且电磁铁不通电,此时安装人员便可在备料槽中排列擒纵轮;待备料槽中排列了一定数量的擒纵轮后滑动理料杆,使理料杆伸入至备料槽中的擒纵轮中,同时使电磁铁通电;之后滑动备料槽,使擒纵轮离开备料槽,之后移动转运架,使芯轴与理料杆对齐,在移动转运架时,由于电磁铁的吸附作用,擒纵轮不易从理料杆上脱落;在芯轴与理料杆对齐后,底座带动芯轴移动,同时理料杆收回,如此便可将理料杆上的擒纵轮转运至芯轴上。在转运擒纵轮的过程中,擒
纵轮不易被转运机构破坏,提高了手表的成品率;而且备料槽的设置,使得在排列擒纵轮的过程中,相邻的两个擒纵轮抵接的更加整齐,而且当相邻的两个擒纵轮无法正常抵接时,便于安装人员整理备料槽中的擒纵轮,进而提高了安装效率。
8.可选的,所述备料机构还包括理料块,所述理料块活动连接在所述备料块上,所述理料块上开设有理料槽。
9.通过采用上述技术方案,在备料槽中排列了一定数量的擒纵轮后,移动理料块使理料块罩设在备料槽上,此时备料槽与理料槽连通,备料槽与理料槽结合后的截面与擒纵轮外周面的截面相同,进而对备料槽中的擒纵轮进行理料,以便于理料杆插入擒纵轮中。
10.可选的,所述理料块铰接在所述备料块上,所述理料块与所述备料块之间的铰接轴的轴向平行于所述备料槽的长度方向。
11.通过采用上述技术方案,在向备料槽中放置擒纵轮时,理料块处于打开状态,此时理料块不罩设在备料槽上,进而便于安装人员向备料槽中放置擒纵轮;在备料槽中排列了一定数量的擒纵轮后,再使用理料块进行理料,如此维持了安装人员备料的便利性。
12.可选的,所述备料块上开设有定位槽,所述电磁铁上设置有定位块,当所述备料块朝所述电磁铁滑动后,所述定位块插接在所述定位槽中。
13.通过采用上述技术方案,在将理料杆伸入至擒纵轮中的过程中,定位块与定位槽对备料块与电磁铁进行定位,进而使理料杆移动的过程中不易与备料槽发生相对晃动,提高了理料杆插入擒纵轮时的稳定性,进而降低了理料杆插入擒纵轮时的擒纵轮被理料杆破坏的概率,提高了手表的成品率。
14.可选的,所述理料杆靠近所述备料块的一端设置有第一导向面。
15.通过采用上述技术方案,在将理料杆伸入擒纵轮中的过程中,第一导向面对擒纵轮进行导向,进而使擒纵轮更加容易套设在理料杆上,降低了擒纵轮被理料杆破坏的概率,提高了手表的成品率。
16.可选的,所述机架上设置有第一限位块与第二限位块,所述转运架可与所述第一限位块或所述第二限位块抵接。
17.通过采用上述技术方案,在转运架与第一限位块抵接时,定位块与定位槽对齐,进而便于将定位块插入定位槽中完成备料块与电磁铁之间的定位;在转运架与第二限位块抵接时,理料杆与芯轴对齐,进而便于将理料杆上的擒纵轮转运至芯轴上。
18.可选的,所述转运架上还设置有用于驱动所述理料杆移动的驱动机构,所述驱动机构包括驱动电机以及传动组件,所述驱动电机设置在所述转运架上,所述传动组件的一端与所述驱动电机连接,另一端与所述理料杆连接。
19.通过采用上述技术方案,在将理料杆伸入擒纵轮中时,理料杆的进给速度更加恒定,减轻了理料杆对擒纵轮造成冲击的概率,进而降低了擒纵轮被损坏的概率,提高了手表的成品率。
20.可选的,所述传动组件包括滚珠丝杠以及滚珠螺母,所述滚珠丝杠与所述驱动电机传动连接,所述滚珠丝杠与所述滚珠螺母螺纹连接,所述滚珠螺母设置在所述理料杆上,所述理料杆上开设有导向槽,所述电磁铁上设置有导向块,所述导向块滑动设置在导向槽中。
21.通过采用上述技术方案,在将理料杆上的擒纵轮转运至芯轴上时,向靠近电磁铁
的方向移动底座以及芯轴,使芯轴与理料杆同轴抵接,之后继续移动底座与芯轴,在芯轴的推动作用下,理料杆便可逐渐从电磁铁中收回,如此时芯轴与理料杆之间不易产生缝隙,降低了擒纵轮无法正常被转运至芯轴上的概率。
22.可选的,所述芯轴上设置有定位销,所述理料杆上开设有定位销孔,所述定位销穿设在所述定位销孔中。
23.通过采用上述技术方案,在将擒纵轮转运至芯轴上时,先将定位销穿设在定位销孔中,如此可维持芯轴与理料杆之间的同轴度,降低芯轴与理料杆之间发生相对晃动的概率,进而便于将理料杆上的擒纵轮转运至芯轴上。
24.可选的,所述芯轴远离所述底座的一端开设有第二导向面。
25.通过采用上述技术方案,在将擒纵轮从理料杆上转运至芯轴上时,在第二导向面的导向作用下,使得擒纵轮不易卡死在理料杆与芯轴之间,降低了擒纵轮被芯轴破坏的概率,提高了手表的成品率。
26.综上所述,本技术包括以下至少一种有益技术效果:通过转运机构的设置,在转运擒纵轮的过程中,擒纵轮不易被转运机构破坏,提高了手表的成品率。
27.通过备料机构的设置,便于安装人员整理备料槽中的擒纵轮,进而提高了安装效率;而且能够提高擒纵轮在备料槽中排列的整齐度,进而便于理料杆插入擒纵轮中。
28.通过驱动机构的设置,在将理料杆伸入擒纵轮中时,理料杆的进给速度更加恒定,减轻了理料杆对擒纵轮造成冲击的概率,进而降低了擒纵轮被损坏的概率,提高了手表的成品率。
29.通过滚珠丝杠与滚珠螺母的设置,在芯轴的推动作用下,理料杆便可逐渐从电磁铁中收回,如此时芯轴与理料杆之间不易产生缝隙,降低了擒纵轮无法正常被转运至芯轴上的概率。
附图说明
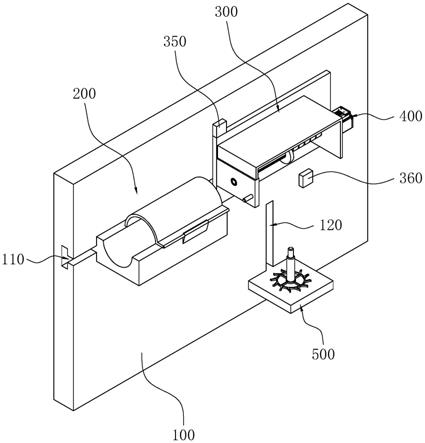
30.图1是本技术实施例的整体结构示意图;图2是本技术实施例备料机构的整体结构示意图;图3是本技术实施例转运机构以及驱动机构的整体结构示意图;图4是本技术实施例接收机构的整体结构示意图。
31.附图标记说明:100、机架;110、第一滑槽;120、第二滑槽;200、备料机构;210、备料块;211、备料槽;212、定位槽;213、第一滑块;220、理料块;221、理料槽;300、转运机构;310、转运架;320、电磁铁;321、导向块;330、理料杆;331、第一导向面;332、导向槽;333、定位销孔;340、定位块;350、第一限位块;360、第二限位块;400、驱动机构;410、驱动电机;420、传动组件;421、滚珠丝杠;422、滚珠螺母;500、接收机构;510、底座;511、第二滑块;520、芯轴;521、第二导向面;522、定位销。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例提出了一种手表擒纵轮片的续料装置。参照图1,手表擒纵轮片的续
料装置包括机架100,机架100上设置有用于储备擒纵轮的备料机构200、用于转运擒纵轮的转运机构300以及用于接收擒纵轮的接收机构500。在进行续料时,先将多个擒纵轮放置在备料机构200上,之后使用转运机构300将备料机构200上的擒纵轮转运至接收机构500上,进而完成擒纵轮的续料。
34.参照图1及图2,备料机构200包括备料块210以及理料块220,备料块210上一体成型有第一滑块213,机架100上水平开设有第一滑槽110,第一滑块213滑动设置在第一滑槽110中,进而使备料块210可沿水平方向滑动。备料块210上开设有用于储备擒纵轮的备料槽211,备料槽211呈水平开设。
35.参照图1及图2,理料块220铰接在备料块210上,且理料块220与备料块210之间的铰接轴的轴向平行于备料槽211的长度方向。备料块210的其中一端与理料块220的其中一端对齐,备料块210的另一端突出于理料块220。理料块220上开设有理料槽221,当理料块220转动至罩设在备料槽211上时,理料槽221与备料槽211相连,且理料槽221与备料槽211结合后的截面与擒纵轮外接圆的截面相同。
36.参照图1至图3,转运机构300包括转运架310、电磁铁320、第一限位块350以及第二限位块360,转运架310转动连接在机架100上,电磁铁320通过螺钉固定连接在转运架310上。电磁铁320上通过螺钉固定连接有定位块340,备料块210上开设有与定位块340适配的定位槽212。第一限位块350以及第二限位块360均通过螺钉固定连接在机架100上,转运架310在第一限位块350与第二限位块360之间摆动,且转运架310可与第一限位块350抵接,可以与第二限位块360抵接。
37.在备料阶段中,操作人员转动转运架310使转运架310与第一限位块350抵接,并滑动备料块210,使得备料块210与电磁铁320抵接,此时定位块340插接在定位槽212中;之后操作人员便可向备料槽211中排列擒纵轮,使得最靠近电磁铁320的擒纵轮与电磁铁320抵接,相邻的两个擒纵轮之间互相抵接,之后转动理料块220,在理料槽221与备料槽211的共同作用下,多个擒纵轮之间的同轴度获得提高,进而完成备料。
38.参照图1至图3,转运机构300还包括理料杆330,理料杆330穿设在电磁铁320中,且理料杆330的轴向平行于备料槽211的长度方向。理料杆330的外周面上开设有导向槽332,导向槽332的长度方向平行于理料杆330的轴向,电磁铁320上一体成型有导向块321,导向块321嵌设在导向槽332中,且导向块321可在导向槽332中滑动。理料杆330受驱动机构400的驱动,使得理料杆330可沿备料槽211的长度方向与电磁铁320发生相对滑动。
39.参照图1至图3,驱动机构400包括驱动电机410以及传动组件420,驱动电机410通过螺钉固定连接在机架100上,传动组件420包括滚珠丝杠421以及滚珠螺母422,滚珠丝杠421的一端通过联轴器与驱动电机410的输出轴同轴固定连接,滚珠丝杠421的另一端与滚珠螺母422螺纹连接,滚珠螺母422通过螺钉固定连接在理料杆330远离备料块210的一端。
40.在完成备料后,驱动电机410通过传动组件420驱动理料杆330移动,使理料杆330逐渐插入备料槽211中的擒纵轮中。理料杆330远离滚珠螺母422的一端开设有第一导向面331,在第一导向面331的导向作用下,理料杆330再次对擒纵轮进行整理,使多个擒纵轮至今的同轴度进一步提高,之后电磁铁320得电,使得擒纵轮被吸附在电磁铁320上。
41.参照图1及图4,接收机构500包括底座510以及芯轴520,底座510上一体成型有第二滑块511,机架100上竖直开设有第二滑槽120,第二滑块511滑动设置在第二滑槽120中,
使得底座510可沿竖直方向在机架100上滑动。芯轴520螺纹连接或者卡接在底座510的上端面上,芯轴520的轴心呈竖直设置,且芯轴520远离底座510的一端开设有第二导向面521。芯轴520远离底座510的一端一体成型有定位销522,定位销522与芯轴520同轴设置,理料杆330远离滚动螺母的一端同轴开设有定位销孔333,当转运架310与第二限位块360抵接时,定位销522与定位销孔333同轴。
42.擒纵轮从备料槽211中转移至理料杆330上后转动转运架310,使转运架310与第二限位块360抵接,之后向上滑动底座510,使定位销522插接在定位销孔333中,如此便可完成芯轴520与理料杆330之间的定位,之后继续向上滑动底座510,芯轴520逐渐推动理料杆330使理料杆330收回,如此擒纵轮便逐渐被转运至芯轴520上;待理料杆330上的擒纵轮均套设在芯轴520上后,电磁铁320失电,如此便可完成擒纵轮的转运。
43.本技术实施例一种手表擒纵轮片的续料装置的实施原理为:在备料阶段中,操作人员转动转运架310使转运架310与第一限位块350抵接,此时理料杆330呈水平设置,之后滑动备料块210,使得备料块210与电磁铁320抵接,此时定位块340插接在定位槽212中,进而完成理料杆330与备料块210之间的定位;之后操作人员便可向备料槽211中排列擒纵轮,使得最靠近电磁铁320的擒纵轮与电磁铁320抵接,相邻的两个擒纵轮之间互相抵接,之后转动理料块220,在理料槽221与备料槽211的共同作用下,多个擒纵轮之间的同轴度获得提高,进而完成备料。
44.之后驱动电机410通过传动组件420驱动理料杆330移动,使理料杆330逐渐插入备料槽211中的擒纵轮中,并且在第一导向面331的导向作用下,理料杆330再次对擒纵轮进行整理,使多个擒纵轮至今的同轴度进一步提高,之后电磁铁320得电,使得擒纵轮被吸附在电磁铁320上。
45.之后朝远离转运机构300的方向滑动备料块210,并转动转运架310使转运架310与第二限位块360抵接,此时芯轴520便可与理料杆330保持同轴,之后向上滑动底座510,使定位销522插接在定位销孔333中,如此便可完成芯轴520与理料杆330之间的定位,之后继续向上滑动底座510,芯轴520逐渐推动理料杆330使理料杆330收回,如此擒纵轮便逐渐被转运至芯轴520上;待理料杆330上的擒纵轮均套设在芯轴520上后,电磁铁320失电,如此便可完成擒纵轮的转运。
46.由于转运擒纵轮的过程中,芯轴520与理料杆330保持同轴,使得擒纵轮不易被转运机构300破坏,提高了手表的成品率;而且由于备料槽211呈敞开型设置,在备料过程中,操作人员更加容易整理擒纵轮,使得相邻的擒纵轮更加容易互相正常抵接,降低了备料的难度。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1