钟表自动装针机的制作方法
1.本实用新型涉及装针机技术领域,尤其涉及钟表自动装针机。
背景技术:
2.传统的钟表指针的安装通常依赖手工操作完成,无法保证指针安装的时差,不利于保障同批次产品的性能一致性。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是提供一种可保证指针安装时差的钟表自动装针机。
4.为了解决上述技术问题,本实用新型采用的技术方案为:钟表自动装针机,包括机架以及分别设置在所述机架上的钟表定位机构、指针定位机构以及自动装针机构;
5.所述机架沿水平轴线设有第一传送带,所述机架位于所述第一传送带的相对两侧分别设有第二传送带和第三传送带,所述第二传送带和所述第三传送带的传送方向均垂直于所述机架的水平轴线,所述第二传送带和所述第三传送带的传送方向均朝向所述第一传送带;
6.所述钟表定位机构包括钟表安装座,所述第一传送带设置两个以上所述钟表安装座,所述钟表安装座设有钟表安装槽;
7.所述指针定位机构包括指针安装座,所述第二传送带设置两个以上所述指针安装座,所述第三传送带设置两个以上所述指针安装座,所述指针安装座设有指针安装槽;
8.所述自动装针机构包括升降气缸、升降架、伺服电机、l形支架和真空吸头,所述升降气缸设置在所述机架上,所述升降气缸与所述升降架连接,所述伺服电机设置在所述升降架上,所述伺服电机与所述l形支架的中部连接,所述l形支架的两端分别设置一组所述真空吸头,所述真空吸头用以将所述指针安装槽内的指针转移到所述钟表安装槽内的钟表上。
9.在可选实施例中,所述第一传送带、第二传送带和第三传送带均包括传送电机、传送辊和皮带,所述传送电机设置在所述机架上,所述传送辊转动设置在所述机架上,所述皮带套设在所述传送辊上,所述传送电机与所述传送辊连接。
10.在可选实施例中,还包括行程开关,所述行程开关设置在所述机架上,所述l形支架设有与所述行程开关配合的顶块,所述行程开关分别与所述升降气缸、伺服电机和传送电机连接。
11.在可选实施例中,所述机架位于所述第一传送带的竖直上方设有龙门,所述升降气缸设置在所述龙门上。
12.在可选实施例中,所述l形支架设有条形槽,所述条形槽内滑动设有移动座,所述真空吸头与所述移动座连接。
13.本实用新型的有益效果在于:提供一种钟表自动装针机,利用第一传送带输送装
有钟表产品的钟表安装座,利用第二、第三传送带分别从两侧向第一传送带所在一侧输送装有指针的指针安装座,利用升降气缸控制升降架的升降来实现真空吸头取放指针,利用伺服电机控制l形支架转动,l形支架的两端分别用于吸取第二、第三传送带上的指针,这样既能够保证指针安装时差,有利于保障同批次产品的性能一致性,也能够提高装针效率。
附图说明
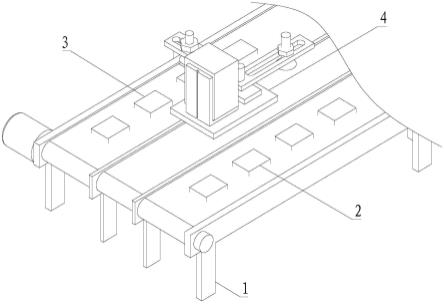
14.图1所示为本实用新型实施例的钟表自动装针机的结构示意图;
15.图2所示为本实用新型实施例的钟表自动装针机的另一结构示意图;
16.图3所示为本实用新型实施例的钟表自动装针机的俯视图;
17.标号说明:
18.1、机架;
ꢀꢀꢀꢀ
11、第一传送带;
ꢀꢀꢀ
12、第二传送带;
ꢀꢀ
13、第三传送带;
19.2、钟表定位机构;
ꢀꢀꢀꢀ
21、钟表安装座;
20.3、指针定位机构;
ꢀꢀꢀꢀ
31、指针安装座;
21.4、自动装针机构;
ꢀꢀꢀꢀ
41、升降气缸;
ꢀꢀꢀꢀ
42、升降架;
ꢀꢀꢀꢀ
43、伺服电机;
22.44、l形支架;
ꢀꢀꢀꢀ
45、真空吸头。
具体实施方式
23.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
24.请参照图1至图3所示,本实用新型的钟表自动装针机,包括机架以及分别设置在所述机架上的钟表定位机构、指针定位机构以及自动装针机构;
25.所述机架沿水平轴线设有第一传送带,所述机架位于所述第一传送带的相对两侧分别设有第二传送带和第三传送带,所述第二传送带和所述第三传送带的传送方向均垂直于所述机架的水平轴线,所述第二传送带和所述第三传送带的传送方向均朝向所述第一传送带;
26.所述钟表定位机构包括钟表安装座,所述第一传送带设置两个以上所述钟表安装座,所述钟表安装座设有钟表安装槽;
27.所述指针定位机构包括指针安装座,所述第二传送带设置两个以上所述指针安装座,所述第三传送带设置两个以上所述指针安装座,所述指针安装座设有指针安装槽;
28.所述自动装针机构包括升降气缸、升降架、伺服电机、l形支架和真空吸头,所述升降气缸设置在所述机架上,所述升降气缸与所述升降架连接,所述伺服电机设置在所述升降架上,所述伺服电机与所述l形支架的中部连接,所述l形支架的两端分别设置一组所述真空吸头,所述真空吸头用以将所述指针安装槽内的指针转移到所述钟表安装槽内的钟表上。
29.从上述描述可知,本实用新型的有益效果在于:提供一种钟表自动装针机,利用第一传送带输送装有钟表产品的钟表安装座,利用第二、第三传送带分别从两侧向第一传送带所在一侧输送装有指针的指针安装座,利用升降气缸控制升降架的升降来实现真空吸头取放指针,利用伺服电机控制l形支架转动,l形支架的两端分别用于吸取第二、第三传送带上的指针,这样既能够保证指针安装时差,有利于保障同批次产品的性能一致性,也能够提
高装针效率。
30.进一步的,所述第一传送带、第二传送带和第三传送带均包括传送电机、传送辊和皮带,所述传送电机设置在所述机架上,所述传送辊转动设置在所述机架上,所述皮带套设在所述传送辊上,所述传送电机与所述传送辊连接。
31.从上述描述可知,传送电机用以驱动传送辊转动,从而带动皮带进行送料。
32.进一步的,还包括行程开关,所述行程开关设置在所述机架上,所述l形支架设有与所述行程开关配合的顶块,所述行程开关分别与所述升降气缸、伺服电机和传送电机连接。
33.进一步的,所述机架位于所述第一传送带的竖直上方设有龙门,所述升降气缸设置在所述龙门上。
34.进一步的,所述l形支架设有条形槽,所述条形槽内滑动设有移动座,所述真空吸头与所述移动座连接。
35.从上述描述可知,真空吸头通过移动座进行位置调节,从而方便控制装针精度。
36.请参照图1至图3所示,本实用新型的实施例一为:钟表自动装针机,包括机架1以及分别设置在所述机架1上的钟表定位机构2、指针定位机构3以及自动装针机构4;
37.所述机架1沿水平轴线设有第一传送带11,所述机架1位于所述第一传送带11的相对两侧分别设有第二传送带12和第三传送带13,所述第二传送带12和所述第三传送带13的传送方向均垂直于所述机架1的水平轴线,所述第二传送带12和所述第三传送带13的传送方向均朝向所述第一传送带11;
38.所述钟表定位机构2包括钟表安装座21,所述第一传送带11设置两个以上所述钟表安装座21,所述钟表安装座21设有钟表安装槽;
39.所述指针定位机构3包括指针安装座31,所述第二传送带12设置两个以上所述指针安装座31,所述第三传送带13设置两个以上所述指针安装座31,所述指针安装座31设有指针安装槽;
40.所述自动装针机构4包括升降气缸41、升降架42、伺服电机43、l形支架44和真空吸头45,所述升降气缸41设置在所述机架1上,所述升降气缸41与所述升降架42连接,所述伺服电机43设置在所述升降架42上,所述伺服电机43与所述l形支架44的中部连接,所述l形支架44的两端分别设置一组所述真空吸头45,所述真空吸头45用以将所述指针安装槽内的指针转移到所述钟表安装槽内的钟表上。
41.所述第一传送带11、第二传送带12和第三传送带13均包括传送电机、传送辊和皮带,传送辊与l形支架44一侧边垂直,传送辊与l形支架44的另一侧边垂直,所述传送电机设置在所述机架1上,所述传送辊转动设置在所述机架1上,所述皮带套设在所述传送辊上,所述传送电机与所述传送辊连接。还包括行程开关,2个所述行程开关设置在所述机架1上,所述l形支架44设有与所述行程开关配合的顶块,所述行程开关分别与所述升降气缸41、伺服电机43和传送电机连接。所述机架1位于所述第一传送带11的竖直上方设有龙门,所述升降气缸41设置在所述龙门上,龙门上设有供升降气缸41滑动的滑槽。所述l形支架44设有条形槽,所述条形槽内滑动设有移动座,所述真空吸头45与所述移动座连接。
42.综上所述,本实用新型提供一种钟表自动装针机,利用第一传送带输送装有钟表产品的钟表安装座,利用第二、第三传送带分别从两侧向第一传送带所在一侧输送装有指
针的指针安装座,利用升降气缸控制升降架的升降来实现真空吸头取放指针,利用伺服电机控制l形支架转动,l形支架的两端分别用于吸取第二、第三传送带上的指针,这样既能够保证指针安装时差,有利于保障同批次产品的性能一致性,也能够提高装针效率。传送电机用以驱动传送辊转动,从而带动皮带进行送料。真空吸头通过移动座进行位置调节,从而方便控制装针精度。
43.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1