数值控制装置的制作方法
本发明涉及数值控制装置。
背景技术:
1、以往,已知如下机床控制方法:通过优化工具相对于工件的相对移动路径而使开孔加工高速化(例如专利文献1)。在路径上存在拐角部这样的不连续点的情况下,工具在不连续点处相对于工件暂时停止。在专利文献1的开孔加工的情况下,通过使工具的竖直移动和工件的水平方向的移动在时间上重叠,从而使工具在拐角部处的移动路径为圆弧状的曲线路径,能够使工具连续移动。
2、现有技术文献
3、专利文献
4、专利文献1:特开平9-120310号公报
技术实现思路
1、发明要解决的问题
2、在开孔加工中,从孔中拔出的工具上升到规定高度的复位点。在圆弧状的曲线路径的曲率半径是固定不变的情况下,工具与工件可能会发生干涉。
3、例如,如果从一个开孔位置到下一个开孔位置的水平方向上的距离较短,则工具在上升到复位点之前就开始朝向下一个开孔位置下降。工件的高度有时会因场所而异。如果在一个开孔位置和下一个开孔位置之间存在较高的突出部,则工具会与突出部发生干涉。
4、用于解决问题的方案
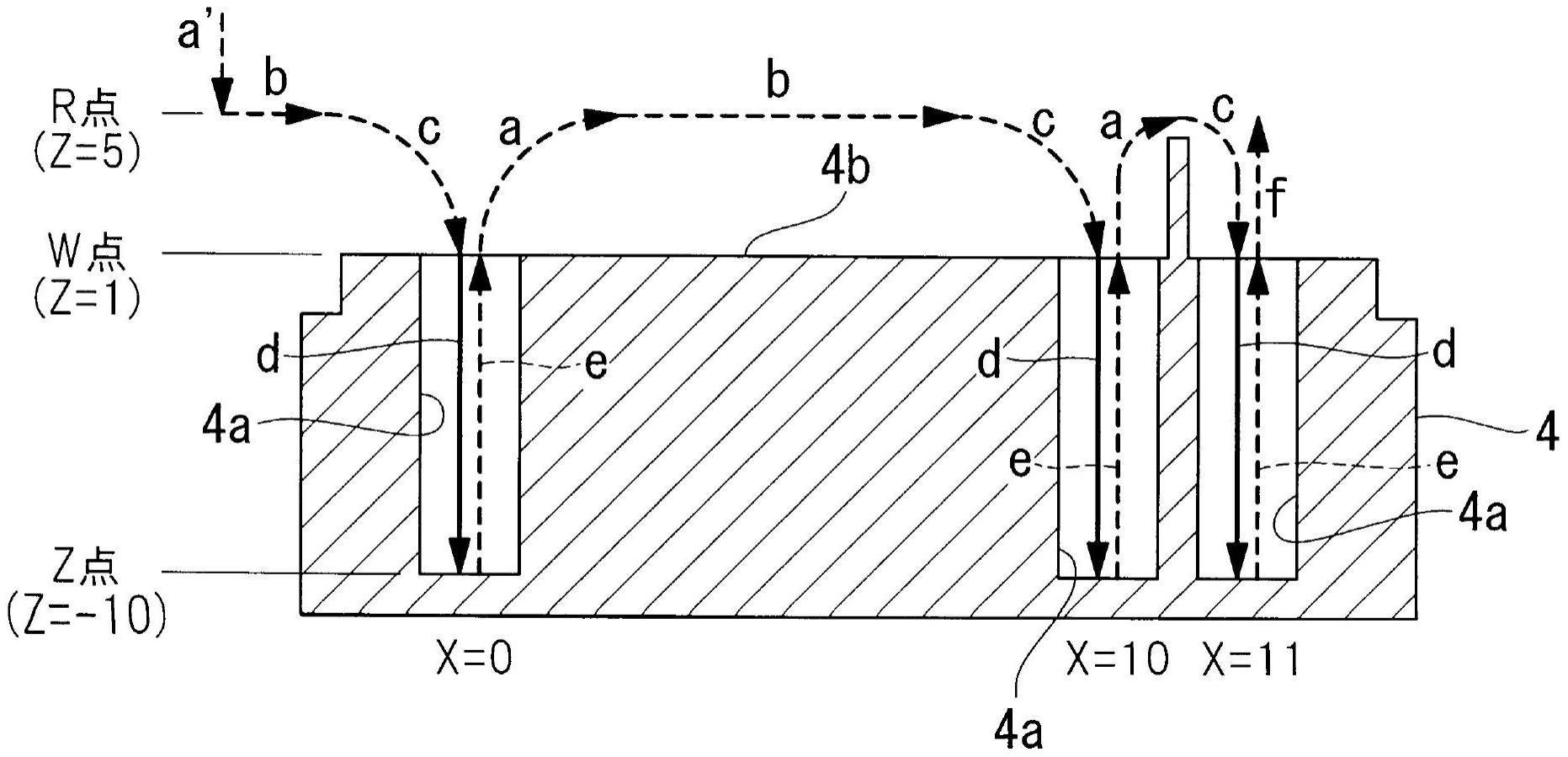
5、本公开的一方面是一种数值控制装置,其是使工具及工件在第一方向及第二方向上相对移动,并利用所述工具在所述工件上开孔的机床的数值控制装置,所述第一方向是沿着所述工具的长轴的方向,所述第二方向是与所述工具的长轴交叉的方向,所述数值控制装置具备:存储部,其存储使固定循环执行多次的加工程序,所述固定循环包含第一动作、第二动作、第三动作、以及第四动作,所述第一动作通过所述工具及所述工件在所述第一方向上的相对移动,使所述工具移动到从所述工件沿所述第一方向退避的复位点,所述第二动作通过所述工具及所述工件在所述第二方向上的相对移动,将所述工件的开孔位置相对于所述工具定位,所述第三动作通过所述工具及所述工件在所述第一方向上的相对移动,使所述工具从所述复位点移动到孔底点,所述第四动作通过所述工具及所述工件在所述第一方向上的相对移动,使所述工具从所述孔底点移动到比所述复位点更靠所述孔底点侧的终点;控制部,其基于所述加工程序控制所述工具以及所述工件的相对移动,通过在所述第一动作结束前开始所述第二动作,从而使所述工具沿第一曲线路径移动,通过在所述第二动作结束前开始所述第三动作,从而使所述工具沿第二曲线路径移动;距离计算部,其计算从所述工件到所述复位点的所述第一方向上的退避距离;以及弯曲量计算部,其计算所述第一曲线路径以及所述第二曲线路径的弯曲量,该弯曲量计算部基于所述退避距离和各所述固定循环中的开孔位置,针对每个所述固定循环计算所述第一曲线路径以及所述第二曲线路径的所述弯曲量,所述控制部在各所述固定循环中,使所述工具沿着由所述弯曲量计算部计算出的所述弯曲量的所述第一曲线路径以及所述第二曲线路径移动。
技术特征:
1.一种数值控制装置,其是使工具及工件在第一方向及第二方向上相对移动,并利用所述工具在所述工件上开孔的机床的数值控制装置,所述第一方向是沿着所述工具的长轴的方向,所述第二方向是与所述工具的长轴交叉的方向,所述数值控制装置的特征在于,具备:
2.根据权利要求1所述的数值控制装置,其特征在于,
3.根据权利要求2所述的数值控制装置,其特征在于,
4.根据权利要求3所述的数值控制装置,其特征在于,
5.根据权利要求1-4中任一项所述的数值控制装置,其特征在于,
6.根据权利要求1-4中任一项所述的数值控制装置,其特征在于,
7.根据权利要求1-4中任一项所述的数值控制装置,其特征在于,
8.根据权利要求1-7中任一项所述的数值控制装置,其特征在于,
9.根据权利要求1-8中任一项所述的数值控制装置,其特征在于,
10.根据权利要求1-8中任一项所述的数值控制装置,其特征在于,
11.根据权利要求1-10中任一项所述的数值控制装置,其特征在于,
技术总结
数值控制装置(1)具备:存储部(11),其存储使固定循环执行多次的加工程序,所述固定循环包含第一动作、第二动作、第三动作以及第四动作,所述第一动作使工具(2)移动到复位点,所述第二动作将工件(4)的开孔位置相对于工具(2)定位,所述第三动作使工具(2)从复位点移动到孔底点,所述第四动作使工具(2)从孔底点移动到比复位点更靠孔底点侧的终点;控制部(12),其基于加工程序控制工具(2)以及工件(4)的相对移动,通过在第一动作结束前开始第二动作并且在第二动作结束前开始第三动作,从而使工具(2)沿曲线路径移动;距离计算部(13),其计算从工件(4)到复位点的退避距离;以及弯曲量计算部(14),其基于退避距离和各固定循环中的开孔位置,针对每个固定循环计算曲线路径的弯曲量。
技术研发人员:上西大辅,小山田知弘
受保护的技术使用者:发那科株式会社
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!