加工质量监控系统及其方法与流程
本公开涉及一种监控加工质量的技术,尤其涉及一种加工质量监控系统及其方法。
背景技术:
1、玻璃纤维强化聚合物(gfrp)主要用于结构核心材料,由于其具有优异的材料特性,因而广泛使用于航空、风能、船舶、运输、建筑及汽车等产业上,同时因gfrp减轻了结构整体重量,又具有相当的经济特性,因此其也广泛用于风力涡轮机叶片中来提高效率。
2、现今产业为因应复合材料快速应用发展,超声波加工技术随之普及化,然而,为配合超声波主轴高速化需求,加工应用频率愈来愈高,未来将走向无人化智能化世代,加工质量监控技术需求势必日益迫切。简言之,复合材料(以下称复材)以多层纤维堆迭胶合而成,不适当的加工参数会导致纤维未完全切断,切面产生毛边,需再依赖人力进行手工修整,耗时费力,其次,超声波复合材料加工尚属新兴加工领域,旧有加工经验无法导入,对于刀具选用及切削所需参数仍处摸索期,即便目前市面超声波加工设备可令刀具维持恒定振荡频率,但无法依加工负载变化维持恒定振幅,当切削负载增大振幅减小时,毛边去除效果大打折扣。
3、因此,如何克服前述现有技术的种种缺失,优化超声波执行复材加工的质量监控,将成目前技术人员亟欲追求的课题。
技术实现思路
1、有鉴于此,本公开提出一种加工质量监控系统及其方法,通过超声波加工控制系统在加工时动态调整电流值以符合预计振幅的优势,配合自动生成的加工参数数据,以达到监控加工质量及优化的目的。
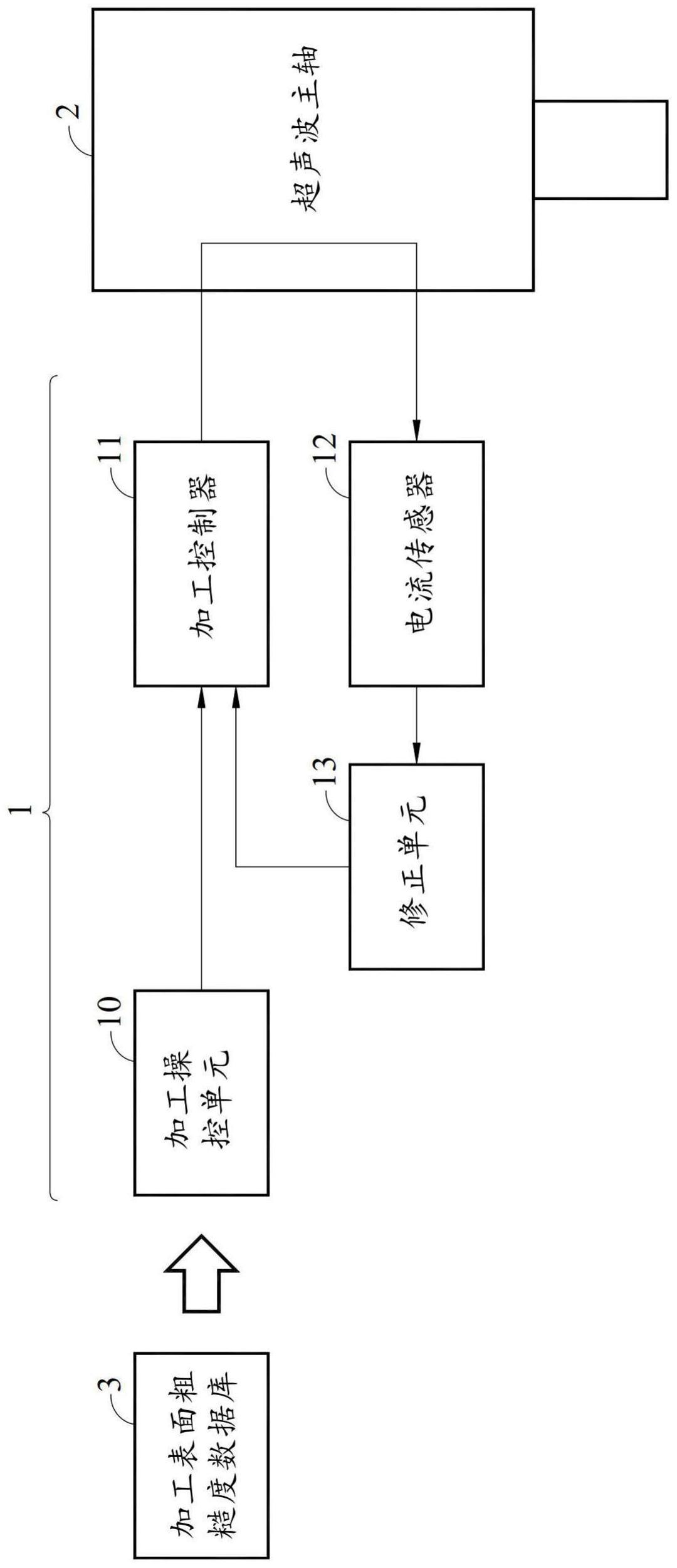
2、本公开提供一种加工质量监控系统,包括:加工表面粗糙度数据库,其用于存储各种切削数据;加工操控单元,依据加工过程所用的刀具、材料的尺寸以及该材料加工后的期望表面粗糙度值,自该加工表面粗糙度数据库取得对应的加工参数;加工控制器,依据该加工参数,产生加工信号而使一超声波主轴进行加工;电流传感器,用于检测该超声波主轴加工时线圈的反馈电流;以及修正单元,用于调整该超声波主轴的振幅,以在该反馈电流超出一预定范围时执行该加工参数的修正。
3、本公开还提供一种加工质量监控方法,包括:依据加工需求产生对应的加工参数;利用该加工参数产生加工信号,以使一超声波主轴进行加工;检测该超声波主轴在加工时线圈的反馈电流;以及若该反馈电流在一预定范围内时,令该超声波主轴继续加工,或是若该反馈电流超出该预定范围时,执行该加工参数的修正。
4、综上可知,本公开的加工质量监控系统及其方法,运用超声波刀把的电流反馈电路,借以判断是否需调整加工参数,另外,本公开通过预先建立有关切削数据的加工表面粗糙度数据库,能在加工前基于期望表面粗糙度值、所用的刀具以及复合材料的尺寸等加工需求,取得较佳加工参数,使一开始加工能更符合需求,搭配后续切削过程中线上检测反馈的电流信号,动态调整刀具振幅,以避免重负荷下振幅不足影响毛边去除效果,也就是借由即时调整加工转速及进给速度,以维持加工过程刀具振幅的一致性,故能达到自动加工参数优化与振幅调制等效益,将有利于提升复材加工的质量。
技术特征:
1.一种加工质量监控系统,其特征在于,包括:
2.如权利要求1的加工质量监控系统,其特征在于,该加工控制器包括:
3.如权利要求1的加工质量监控系统,其特征在于,该切削数据包括不同刀具、转速、进给速度及该材料的尺寸的组合。
4.如权利要求1的加工质量监控系统,其特征在于,该加工参数包括加工转速及进给速度。
5.如权利要求1的加工质量监控系统,其特征在于,该加工参数的修正包括在过大电流时提高超声波功率、在持续过大电流时降低进给速度、在过低电流时降低超声波功率、以及在持续过低电流时提高进给速度。
6.一种加工质量监控方法,其特征在于,包括:
7.如权利要求6的加工质量监控方法,其特征在于,该依据加工需求产生对应的加工参数的步骤包括基于加工过程所用的刀具、材料的尺寸以及该材料加工后的期望表面粗糙度值,自加工表面粗糙度数据库取得该加工参数。
8.如权利要求7的加工质量监控方法,其特征在于,该加工表面粗糙度数据库记载有包括不同刀具、转速、进给速度、及该材料的尺寸的组合的切削数据。
9.如权利要求6的加工质量监控方法,其特征在于,该加工参数包括加工转速及进给速度。
10.如权利要求6的加工质量监控方法,其特征在于,该加工信号包括使该超声波主轴进行加工所需的电流和频率。
11.如权利要求6的加工质量监控方法,其特征在于,该执行该加工参数的修正的步骤包括在过大电流时提高超声波功率、在持续过大电流时降低进给速度、在过低电流时降低超声波功率、以及在持续过低电流时提高进给速度。
技术总结
一种加工质量监控系统及其方法,包括依据加工需求产生对应的加工参数,并利用加工参数产生加工信号以使超声波主轴进行加工,以在超声波主轴执行加工过程中,检测超声波主轴线圈的反馈电流,并判断反馈电流,以在反馈电流落入预定范围内时,令超声波主轴继续加工,或是在反馈电流超出预定范围时,执行加工参数的修正。
技术研发人员:黄郁翔,廖彦欣,詹咏超,李秋红
受保护的技术使用者:财团法人工业技术研究院
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!