一种碳纤维生产中脱单脱泡塔喷淋系统的控制方法与流程
本发明涉及碳纤维生产领域,特别是涉及一种碳纤维生产中脱单脱泡塔喷淋系统的控制方法。
背景技术:
1、性能优良的碳纤维,要具备性能优良的pan原液。脱单塔是生产优良原丝的一个重要环节;它是聚丙烯腈生产中非常重要的一个环节,脱单塔的脱单效果直接影响到聚丙烯睛的关键性能。
2、脱单塔的能源消耗也是工厂节约能源、降低产品成本的一个重要目标。现有的喷淋系统控制对一个慢变、大滞后且延迟时间常数不断变化的脱单塔系统没有达到较好的控制效果,在控制裕度、节约能源等方面存在缺陷,加大了聚丙烯腈的生产成本。
技术实现思路
1、本发明为了解决现有脱单脱泡塔喷淋系统缺乏自动控制系统的技术问题,提供一种无人直接参与、能够自动运行的碳纤维生产中脱单脱泡塔喷淋系统的控制方法。
2、本发明提供一种碳纤维生产中脱单脱泡塔喷淋系统,其设有喷淋装置和喷淋控制系统,所述喷淋装置与喷淋控制系统电连接,所述喷淋装置设有内圈喷淋装置和外圈喷淋装置;所述喷淋装置设有喷头和控制阀门,所述控制阀门与与喷淋控制系统电连接;喷淋控制系统设有压力变送器、温度变送器、分散控制模块、批处理控制器、安全仪表系统和在线分析仪,所述分散控制模块与批处理控制器通过冗余以太网连接,所述安全仪表系统连接与分散控制模块通过冗余以太网进行连接;所述在线分析仪与安全仪表系统连接;所述压力变送器、温度变送器通过仪表本安电缆分别与安全仪表系统连接、分散控制模块连接。
3、优选地,所述控制阀门设有由双电磁阀独立控制的自控阀串联控制,所述喷淋控制阀公称通径:dn8mm,流量不大于0.01m3/h,全行程时间小于1s,控制阀门触发打开时间为:5~30s;所述控制阀门与喷头距离不大于1m。
4、优选地,所述内圈喷淋装置设有8个喷头围成圆形,所述外圈喷淋装置16个喷头围成圆形。
5、本发明还提供一种碳纤维生产中脱单脱泡塔喷淋系统的控制方法,其采用上述碳纤维生产中脱单脱泡塔喷淋系统,其步骤包括:
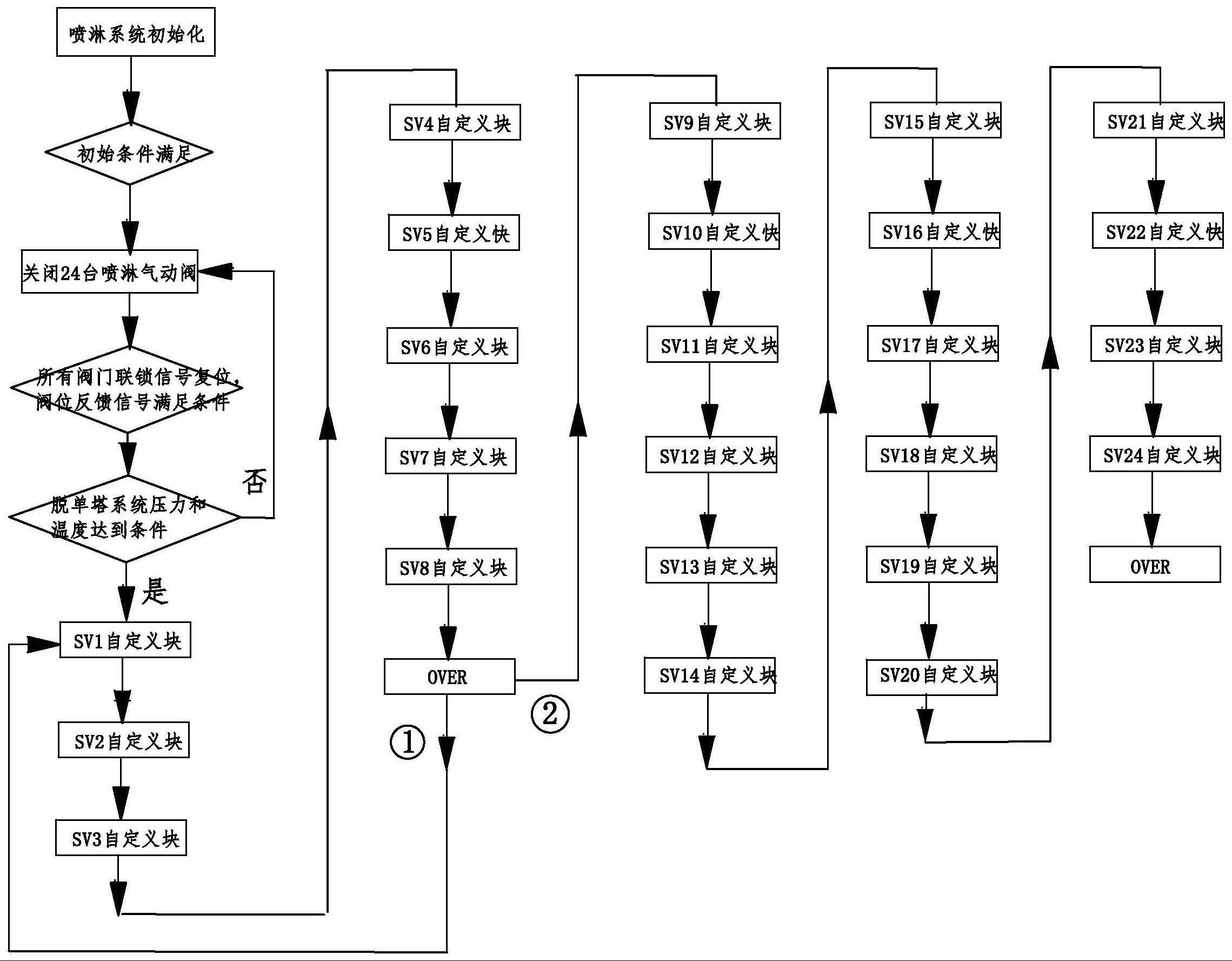
6、步骤1,启动喷淋系统,系统初始化;
7、步骤2,检测安全仪表系统联锁电磁阀复位信号;
8、步骤3,将所有仪表复位,关闭阀门电磁阀;
9、步骤4,检测塔内温度和压力信号是否达到运行条件,达不到要求时,系统弹出报警提示,并停止顺控运行;当问题处理完,条件满足后,系统复位后,重新开始运行;
10、步骤5,逻辑判断所有信号是否在正确位置;达不到要求时,系统弹出报警提示,并停止顺控运行;当问题处理完,条件满足后,系统复位后,重新开始运行;
11、步骤6,打开第一台喷头的自控阀,检测阀位反馈是否正常,重复步骤5;
12、步骤7,按照批处理顺控逻辑设定值进行计时;
13、步骤8,打开下一个自控阀,检测阀位反馈是否正常,同时延时关闭前一个自控阀,检测其阀位反馈是否正常;
14、步骤9,以步骤8相同流程逻辑逐步打开和关闭所需数量的自控阀;
15、步骤10,完成一个循环后,重新到第一台阀门继续循环运行;
16、步骤11,喷淋指标达标后,通过dcs操作按钮停止喷淋系统。
17、优选地,所述步骤7的批处理控制器启动时,塔顶压力变送器实测值必须大于0.5kpa。
18、优选地,所述步骤8中前一个自控阀延时关闭1~3s时间。
19、优选地,所述喷淋指标达标是在线分析仪检测到聚合液工艺指标达到数值要求,控制系统批处理控制器发出停止命令,喷淋系统停止运行。
20、本发明的有益效果是:
21、本发明采用艾默生品牌dcs系列deltav系统内部配套的批处理控制器(batch控制器)进行调用,通过预先编制好的逻辑设定值进行设置、调用,控制间隔时间,实现喷淋过程中的慢变性;通过装置配套的执行机构,实现其连续性;同时,采用控制系统实现其稳定性。保证聚合液的慢变性、连续性和稳定性,实现了整个控制系统的自动化,达到操作简便、现场无人化的全自动控制过程。
技术特征:
1.一种碳纤维生产中脱单脱泡塔喷淋系统,其设有喷淋装置和喷淋控制系统,所述喷淋装置与喷淋控制系统电连接,其特征是,所述喷淋装置设有内圈喷淋装置和外圈喷淋装置;所述喷淋装置设有喷头和控制阀门,所述控制阀门与与喷淋控制系统电连接;喷淋控制系统设有压力变送器、温度变送器、分散控制模块、批处理控制器、安全仪表系统和在线分析仪,所述分散控制模块与批处理控制器通过冗余以太网连接,所述安全仪表系统连接与分散控制模块通过冗余以太网进行连接;所述在线分析仪与安全仪表系统连接;所述压力变送器、温度变送器通过仪表本安电缆分别与安全仪表系统连接、分散控制模块连接。
2.根据权利要求1所述碳纤维生产中脱单脱泡塔喷淋系统,其特征在于,所述控制阀门设有由双电磁阀独立控制的自控阀串联控制,所述喷淋控制阀公称通径:dn8mm,流量不大于0.01m3/h,全行程时间小于1s,控制阀门触发打开时间为:5~30s;所述控制阀门与喷头距离不大于1m。
3.根据权利要求1所述碳纤维生产中脱单脱泡塔喷淋系统,其特征在于,所述内圈喷淋装置设有8个喷头围成圆形,所述外圈喷淋装置16个喷头围成圆形。
4.一种碳纤维生产中脱单脱泡塔喷淋系统的控制方法,其采用如权利要求1-3任一所述碳纤维生产中脱单脱泡塔喷淋系统,其特征是,其步骤包括:
5.根据权利要求4所述碳纤维生产中脱单脱泡塔喷淋系统的控制方法,其特征在于,所述步骤7的批处理控制器启动时,塔顶压力变送器实测值必须大于0.5kpa。
6.根据权利要求4所述碳纤维生产中脱单脱泡塔喷淋系统的控制方法,其特征在于,所述步骤8中前一个自控阀延时关闭1~3s时间。
7.根据权利要求4所述碳纤维生产中脱单脱泡塔喷淋系统的控制方法,其特征在于,所述喷淋指标达标是在线分析仪检测到聚合液工艺指标达到数值要求,控制系统批处理控制器发出停止命令,喷淋系统停止运行。
技术总结
本发明涉及一种碳纤维生产中脱单脱泡塔喷淋系统的控制方法,其解决了现有脱单脱泡塔喷淋系统缺乏自动控制系统的技术问题,其设有喷淋装置和喷淋控制系统,喷淋装置与喷淋控制系统电连接,喷淋装置设有内圈喷淋装置和外圈喷淋装置;喷淋装置设有喷头和控制阀门,控制阀门与与喷淋控制系统电连接;喷淋控制系统设有压力变送器、温度变送器、分散控制模块、批处理控制器、安全仪表系统和在线分析仪,分散控制模块与批处理控制器通过冗余以太网连接,安全仪表系统连接与分散控制模块通过冗余以太网进行连接;在线分析仪与安全仪表系统连接;压力变送器、温度变送器与安全仪表系统连接、分散控制模块连接。本发明可广泛应用于碳纤维生产过程。
技术研发人员:陈志敏,李会晓,宋立志,王春晓,时英勇,刘运波,张立坚,赵彦国,张伟,沈传石,杨昆,孙毅,刘根房
受保护的技术使用者:山东永成新材料有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!