一种工艺控制系统的制作方法
本发明涉及战斗部药柱制备,特别是涉及一种基于增量学习的神经网络自适应的工艺控制系统。
背景技术:
1、战斗部药柱是武器装备中实现杀伤、摧毁目标等毁伤功效的体现,精密装药是实现战斗部高效毁伤的基础和保障,也是战斗部发展的关键之一。在配方与结构固定时,在现有工艺条件下,要实现侵彻弹药的高安全性与高效毁伤效应,技术途径是准确建立压制过程数学模型与精密成型过程自适应控制。
2、目前工艺过程控制的方式主要有基于模型的控制、模糊控制以及神经网络控制三种方式。传统基于模型的控制是根据被控对象的数学模型及对控制系统要求的性能来实现,是对控制规律加以数学解析描述的;模糊控制则是基于专家经验和领域知识总结出的若干模糊控制规则,描述不确定性复杂对象的模糊关系,通过控制系统输出的误差以及误差变化和模糊关系的推理获得控制变量,实现对系统的控制;神经网络控制是将神经网络作为控制系统的辨识器或控制器使用。
3、现有的战斗部药柱实际压制过程控制采用的都是定位法或定压法,无法形成有效的控制手段确保药柱的尺寸、密度、强度等关键质量参数的一致性,炸药压制成型存在裂纹、孔隙等疵病,影响战斗部的毁伤效应和使用安全性。同时,这些方法都是基于模型的控制或是模糊控制,需要知道被控对象的显性表达。
4、然而目前的研究现状是严重缺乏对含能药柱压药过程工艺参数与压药质量耦合关系研究以及先进控制技术的工程化应用,导致工艺制造过程的机理不清,工艺参数基于人工经验,战斗部药柱压制成型的质量一致性较差等问题。另外,利用历史数据建立的控制模型,其精准度会随着时间的推移而逐渐下降,因此为维持模型的性能,就需要对建模数据进行定期更新。
技术实现思路
1、鉴于上述问题,本发明提供用于克服上述问题或者至少部分地解决上述问题的一种工艺控制系统。解决了战斗部药柱制造过程复杂性造成的其过程质量传递机理不清,对于生产运行过程中各种关键工艺参数(cpp)所发挥的作用认识不彻底,缺乏对工艺参数科学的过程控制方法,且控制模型存在时滞、静态的问题,难以实现自适应自优化控制以及数据驱动的工艺模型,使用历史数据其精准度会随着时间的推移而逐渐下降的问题。
2、本发明提供了如下方案:
3、一种工艺控制系统,包括:
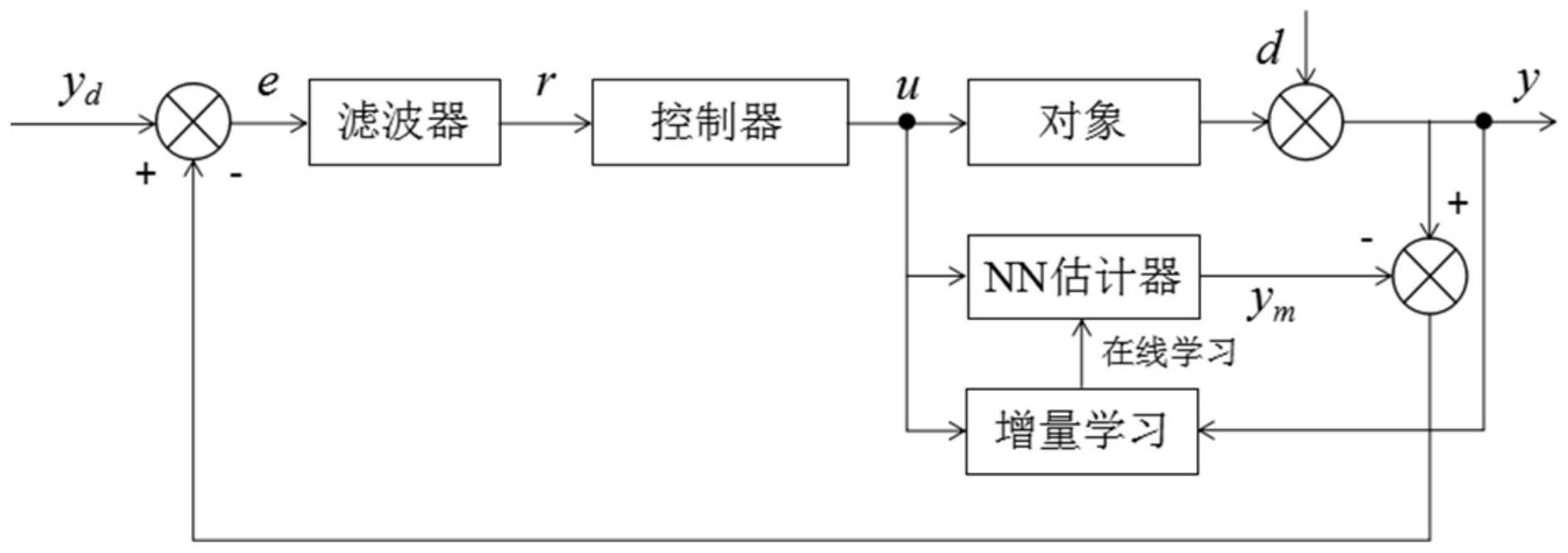
4、控制器、控制模型以及增量学习模块;
5、所述控制器包括基于贪心遗传算法的工艺参数优化模型,所述工艺参数优化模型用于根据期望输出信息生成输入控制信息;所述贪心遗传算法包括基于贪心策略的选择算子;所述期望输出信息包括期望战斗部药柱质量信息;所述输入控制信息包括输入工艺参数信息;
6、所述控制模型用于根据所述输入控制信息生成所述工艺参数优化模型的模型参数调整参考信息,以便所述工艺参数优化模型根据所述模型参数调整参考信息生成目标输入控制信息;
7、所述增量学习模块用于根据所述目标输入控制信息以及实际输出信息更新所述控制模型;所述实际输出信息为被控对象执行所述目标输入控制信息后输出的实际战斗部药柱质量信息。
8、优选地:所述基于贪心策略的选择算子,包括:
9、初始种群采用随机地方式产生,并满足工艺参数约束条件,种群数量设置为偶数;
10、计算与比较交叉、变异后父代产生的同样数量的子代的适应度值,保留适应度值最优秀的前n组染色体作为下一代的父代。
11、优选地:所述工艺参数约束条件由下式表示:
12、
13、式中:yd表示期望输出;y表示实际输出;分别为某工艺参数约束条件的最大值与最小值。
14、优选地:所述贪心遗传算法还包括采用自适应的交叉策略的交叉算子;所述交叉算子由下式表示:
15、
16、式中:f、fmean、fmax分别表示迭代过程中交叉操作前个体适应度值、种群平均适应度值、种群最大适应度值;pe1、pe2为两种不同的交叉概率,其中pe1>pe2。
17、优选地:所述pe1为0.9,所述pe2为0.4。
18、优选地:所述贪心遗传算法还包括采用自适应调整策略的交叉策略的变异算子;所述变异算子由下式表示:
19、
20、式中:fmin.o表示迭代过程中交叉操作后子代种群最小适应度值;fmean.o表示迭代过程中交叉操作后子代种群平均适应度值;fmax.o表示迭代过程中交叉操作后子代种群最大适应度值;pm1、pm2为两种不同的变异概率,其中pm1<pm2。
21、优选地:所述pm1为0.1,pm2为0.2;η为常数0.8。
22、优选地:所述工艺参数优化模型的目标函数由下式表示:
23、
24、式中:ui为第i组工艺参数的信息集合,y(ui)表示利用工艺参数信息通过控制模型预测的y值;ui.min、ui.max分别为第i组工艺参数向量的约束向量。
25、优选地:所述控制模型包括nn估计器。
26、优选地:还包括线性滤波器,所述线性滤波器用于对所述期望输出信息进行过滤并传输给所述控制器。
27、根据本发明提供的具体实施例,本发明公开了以下技术效果:
28、本申请实施例提供的一种工艺控制系统,将被控对象压制工艺机理用神经网络模型替代。同时考虑增量学习,避免了利用历史数据建立的控制模型,其精准度会随着时间的推移而逐渐下降的问题,使其不依赖于具体模型。为了使控制过程能应对环境变化,使用了改进的智能控制算法优化工艺参数提升产品质量,具有较强的自适应性,从而使控制系统稳定性好、鲁棒性强。
29、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种工艺控制系统,其特征在于,包括控制器、控制模型以及增量学习模块;
2.根据权利要求1所述的工艺控制系统,其特征在于,所述基于贪心策略的选择算子,包括:
3.根据权利要求2所述的工艺控制系统,其特征在于,所述工艺参数约束条件由下式表示:
4.根据权利要求1所述的工艺控制系统,其特征在于,所述贪心遗传算法还包括采用自适应的交叉策略的交叉算子;所述交叉算子由下式表示:
5.根据权利要求4所述的工艺控制系统,其特征在于,所述pe1为0.9,所述pe2为0.4。
6.根据权利要求1所述的工艺控制系统,其特征在于,所述贪心遗传算法还包括采用自适应调整策略的交叉策略的变异算子;所述变异算子由下式表示:
7.根据权利要求6所述的工艺控制系统,其特征在于,所述pm1为0.1,pm2为0.2;η为常数0.8。
8.根据权利要求1所述的工艺控制系统,其特征在于,所述工艺参数优化模型的目标函数由下式表示:
9.根据权利要求1所述的工艺控制系统,其特征在于,所述控制模型包括nn估计器。
10.根据权利要求1所述的工艺控制系统,其特征在于,还包括线性滤波器,所述线性滤波器用于对所述期望输出信息进行过滤并传输给所述控制器。
技术总结
本发明公开了一种工艺控制系统,将被控对象压制工艺机理用神经网络模型替代。同时考虑增量学习,避免了利用历史数据建立的控制模型,其精准度会随着时间的推移而逐渐下降的问题,使其不依赖于具体模型。为了使控制过程能应对环境变化,使用了改进的智能控制算法优化工艺参数提升产品质量,具有较强的自适应性,从而使控制系统稳定性好、鲁棒性强。
技术研发人员:李彦君,郭进勇,伍凌川
受保护的技术使用者:中国兵器装备集团自动化研究所有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!