一种不饱和聚酯树脂的生产设备控制方法及系统与流程
本发明涉及智能控制,具体涉及一种不饱和聚酯树脂的生产设备控制方法及系统。
背景技术:
1、我国正处在工业化的高速发展时期,对不饱和聚酯树脂的使用量巨大,在不饱和聚酯树脂工业化生产中,及时判定聚酯化反应的终点,能够确保每一批产品一次性合格,反应时间长了,聚酯粘度过大,需要二次补加乙烯基单体,增加了生产成本延长的生产周期,反应时间短了,聚酯粘度过小,影响产品性能指标及客户使用的稳定性,除了粘度外,酸值也会对不饱和聚酯树脂的性能产生影响,目前现有技术中对不饱和聚酯树脂的生产设备的管控不足,存在导致所生产的不饱和聚酯树脂合格率低的技术问题。
技术实现思路
1、本申请提供了一种不饱和聚酯树脂的生产设备控制方法及系统,用于针对解决现有技术中存在的对不饱和聚酯树脂的生产设备的管控不足,导致所生产的不饱和聚酯树脂合格率低的技术问题。
2、鉴于上述问题,本申请提供了一种不饱和聚酯树脂的生产设备控制方法及系统。
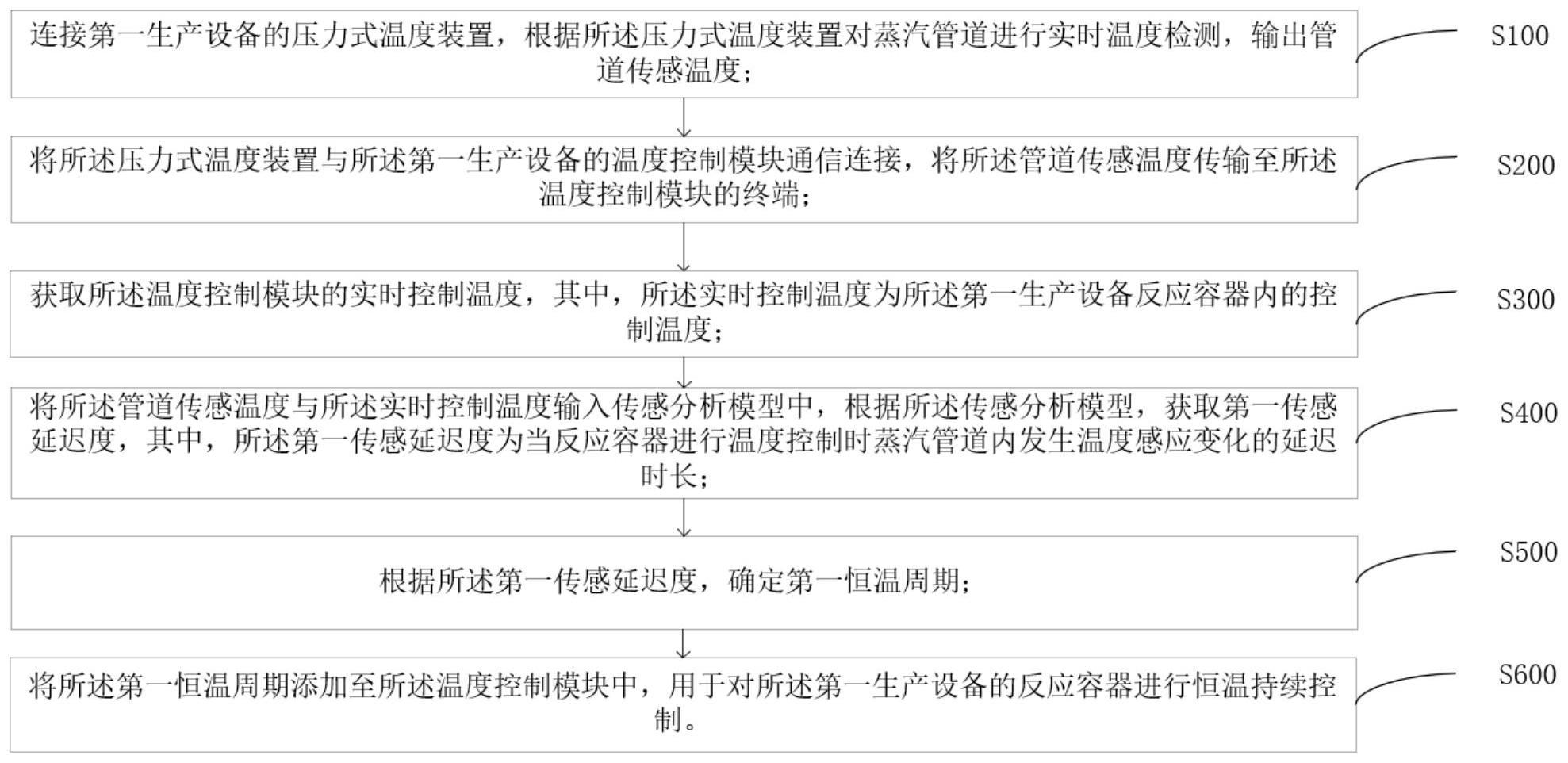
3、第一方面,本申请提供了一种不饱和聚酯树脂的生产设备控制方法,所述方法包括:连接第一生产设备的压力式温度装置,根据所述压力式温度装置对蒸汽管道进行实时温度检测,输出管道传感温度;将所述压力式温度装置与所述第一生产设备的温度控制模块通信连接,将所述管道传感温度传输至所述温度控制模块的终端;获取所述温度控制模块的实时控制温度,其中,所述实时控制温度为所述第一生产设备反应容器内的控制温度;将所述管道传感温度与所述实时控制温度输入传感分析模型中,根据所述传感分析模型,获取第一传感延迟度,其中,所述第一传感延迟度为当反应容器进行温度控制时蒸汽管道内发生温度感应变化的延迟时长;根据所述第一传感延迟度,确定第一恒温周期;将所述第一恒温周期添加至所述温度控制模块中,用于对所述第一生产设备的反应容器进行恒温持续控制。
4、第二方面,本申请提供了一种不饱和聚酯树脂的生产设备控制系统,所述系统包括:实时温度检测模块,所述实时温度检测模块用于连接第一生产设备的压力式温度装置,根据所述压力式温度装置对蒸汽管道进行实时温度检测,输出管道传感温度;温度传输模块,所述温度传输模块用于将所述压力式温度装置与所述第一生产设备的温度控制模块通信连接,将所述管道传感温度传输至所述温度控制模块的终端;实时控制温度模块,所述实时控制温度模块用于获取所述温度控制模块的实时控制温度,其中,所述实时控制温度为所述第一生产设备反应容器内的控制温度;输入模块,所述输入模块用于将所述管道传感温度与所述实时控制温度输入传感分析模型中,根据所述传感分析模型,获取第一传感延迟度,其中,所述第一传感延迟度为当反应容器进行温度控制时蒸汽管道内发生温度感应变化的延迟时长;周期确定模块,所述周期确定模块用于根据所述第一传感延迟度,确定第一恒温周期;添加模块,所述添加模块用于将所述第一恒温周期添加至所述温度控制模块中,用于对所述第一生产设备的反应容器进行恒温持续控制。
5、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
6、本申请提供的一种不饱和聚酯树脂的生产设备控制方法及系统,涉及智能控制技术领域,解决了现有技术中对不饱和聚酯树脂的生产设备的管控不足,导致所生产的不饱和聚酯树脂合格率低的技术问题,实现了对不饱和聚酯树脂的生产设备的合理化精准管控,提高所生产的不饱和聚酯树脂的合格率。
技术特征:
1.一种不饱和聚酯树脂的生产设备控制方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述方法还包括:
3.如权利要求1所述的方法,其特征在于,将所述管道传感温度与所述实时控制温度输入传感分析模型中之前,方法还包括:
4.如权利要求3所述的方法,其特征在于,以所述故障样本数据集,搭建传感故障识别模型,方法包括:
5.如权利要求1所述的方法,其特征在于,所述方法还包括:
6.如权利要求5所述的方法,其特征在于,所述方法还包括:
7.如权利要求1所述的方法,其特征在于,对所述第一生产设备的反应容器进行恒温持续控制,包括;
8.一种不饱和聚酯树脂的生产设备控制系统,其特征在于,所述系统包括:
技术总结
本发明提供了一种不饱和聚酯树脂的生产设备控制方法及系统,涉及智能控制技术领域,方法包括:连接第一生产设备的压力式温度装置,根据压力式温度装置对蒸汽管道进行实时温度检测,输出管道传感温度传输至温度控制模块的终端,获取温度控制模块的实时控制温度,将管道传感温度与实时控制温度输入传感分析模型中,根据传感分析模型,获取第一传感延迟度,确定第一恒温周期添加至温度控制模块中,用于对第一生产设备的反应容器进行恒温持续控制,解决了现有技术中对不饱和聚酯树脂的生产设备的管控不足,导致所生产的不饱和聚酯树脂合格率低的技术问题,实现了对不饱和聚酯树脂的生产设备的合理化精准管控,提高所生产的不饱和聚酯树脂的合格率。
技术研发人员:郑怡帆,唐伟达,杨飞南
受保护的技术使用者:浙江东大树脂科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!