一种金属轧制后处理工艺线的速度控制系统的制作方法
本申请涉及金属轧制后的处理工艺线的,特别是涉及一种金属轧制后处理工艺线的速度控制系统。
背景技术:
1、金属处理线领域,即金属轧制后的处理工艺线。金属轧制后的处理工艺线也是整个冷轧系统领域中的最终成品工艺线。即,经过金属轧制后的处理工艺线所生成的产品面向的是金属行业的最终用户。所以金属轧制后的处理工艺线对产品最终的质量有着至关重要的影响。
2、由于金属轧制后的处理工艺线的适用工艺很广泛,控制功能也遍布各个工艺处理阶段。例如,从平整机、拉矫机延伸率、粗糙度控制等板形处理、镀层、辊涂、涂油等表面处理,到切边机、飞剪的控制技术等,应有尽有。其中,速度控制系统主要负责控制全处理工艺线的传送,其控制精度直接影响处理工艺线的最终生产的成品质量。
3、例如,在利用传送机构传送产品的过程当中,若由速度控制系统控制的传送机构突然加速或突然减速,可能会造成产品打滑或产品表面擦伤。
4、公开号为cn115074516a,名称为一种具有立式嵌套活套结构的金属带材传输系统。方法包括:在金属热处理工艺段的带材入口端处设置立式嵌套活套结构,立式嵌套活套结构由入口活套和出口活套嵌套构成一体结构,在入口活套内和出口活套嵌套内各设有存储和释放结构,在立式嵌套活套结构的入口端处设有带材转向及输入结构,在立式嵌套活套结构的出口端处设有带材转向及输出结构,带材转向及输出结构的输出端与连接金属热处理工艺段的入口端连通以将带材输送进金属热处理工艺段内,在金属热处理工艺段的出口端处设有出口释放传动结构,出口释放传动结构的输出端与立式嵌套活套结构连通;形成具有立式嵌套活套结构的金属带材传输系统。
5、公开号为cn1116390820a,名称为用于制造热轧金属带材的设备和方法。该设备具有:铸造机,其设立成制造扁坯并在铸造机的输送线中输送该扁坯;轧制系统,其设立成在沿着轧制系统的输送线输送期间通过轧制将扁坯成型为相应的金属带材;组合式输送及温度影响装置,其布置在铸造机和轧制系统之间,并且设立成至少沿着轧制系统的输送线输送扁坯、将扁坯运送给轧制系统并将扁坯的温度调节到轧制温度;表面装置,其布置在铸造机和组合式输送及温度影响装置之间,并设立成加工和/或处理和/或检查扁坯的表面中的至少一个表面;以及温度影响装置,其布置在铸造机和组合式输送及温度影响装置之间,并设立成调整扁坯的温度。
6、针对上述的现有技术中存在的在利用传送机构传送产品的过程当中,若由速度控制系统控制的传送机构突然加速或突然减速,可能会造成产品打滑或产品表面擦伤的技术问题,目前尚未提出有效的解决方案。
技术实现思路
1、本公开提供了一种金属轧制后处理工艺线的速度控制系统,以至少解决现有技术中存在的在利用传送机构传送产品的过程当中,若由速度控制系统控制的传送机构突然加速或突然减速,可能会造成产品打滑或产品表面擦伤的技术问题。
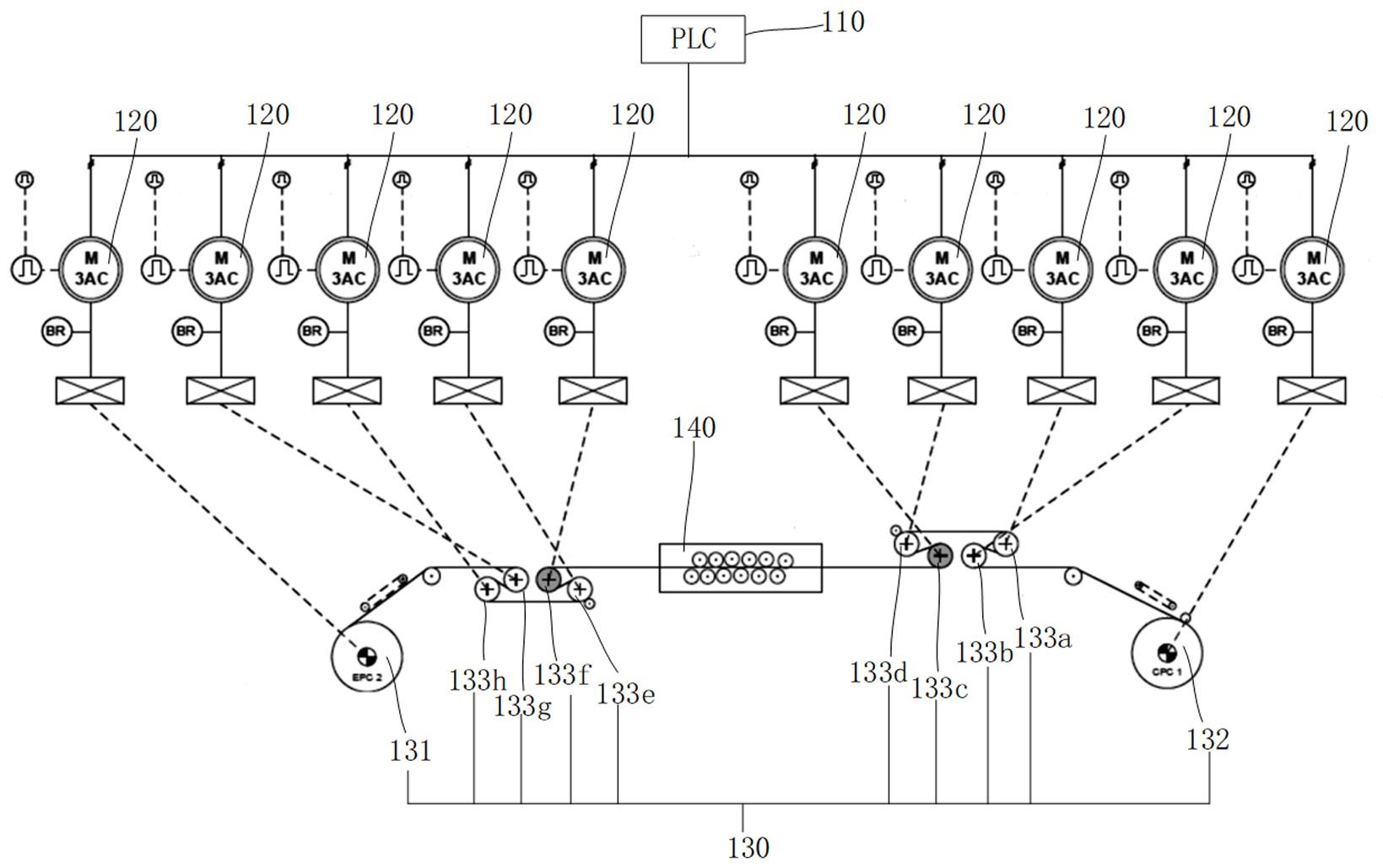
2、根据本申请的一个方面,提供了一种金属轧制后处理工艺线的速度控制系统,包括:plc控制器、多个电机以及传送系统,其中传送系统包括用于传送金属带材的多个传送机构,多个电机分别与相应的传送机构连接并驱动相应的传送机构,以及plc控制器分别与多个电机通信连接,用于控制传送机构的传送速度,plc控制器配置用于执行以下的传送速度控制操作:确定目标速度与上一控制循环所确定的第一速度参数之间的速度差,其中目标速度为根据接收的指令所确定的传送速度,以及第一速度参数为上一控制循环所确定的传送机构的传送速度;根据速度差确定当前控制循环与传送机构的传送加速度相关的加速度变化率参数;根据加速度变化率参数确定当前控制循环与传送机构的传送加速度相关的加速度参数;根据加速度参数确定当前控制循环的第二速度参数,其中第二速度参数为当前控制循环所确定的与传送机构的传送速度相关的速度参数;以及根据第二速度参数,对电机进行控制。
3、本申请提供了一种金属轧制后处理工艺线的速度控制系统。其中,速度控制系统中的plc控制器配置用于执行以下操作:首先,确定目标速度与上一控制循环所确定的第一速度参数之间的速度差。然后,根据速度差确定当前控制循环与传送机构的传送加速度相关的加速度变化率参数。进一步地,根据加速度变化率参数确定当前控制循环与传送机构的传送加速度相关的加速度参数。此外,根据加速度参数确定当前控制循环的第二速度参数。最后,根据第二速度参数,对电机进行控制。
4、与现有的速度控制系统突然加速或突然减速不同的是,本申请中传送机构的加速度是按照大小恒定的加速度变化率参数逐渐增加,直至达到目标加速度值,再按照恒定大小的加速度变化率参数从目标加速度值逐渐减小,直至达0,从而与上述加速度增加的过程所对应的速度变化曲线或与加速度减小的过程所对应的速度变化曲线是较为平滑的圆弧状的曲线。即,在传送机构的启动或制动过程中,并不是突然加速或突然减速,而是以较为平缓的方式加速或减速。
5、从而,本申请提供的速度控制系统能够达到避免在利用传送机构传送产品的过程中,因突然加速或突然减速而产生的产品打滑或产品表面擦伤的现象。进而解决了现有技术中存在的在利用传送机构传送产品的过程当中,若由速度控制系统控制的传送机构突然加速或突然减速,可能会造成产品打滑或产品表面擦伤的技术问题。
6、根据下文结合附图对本申请的具体实施例的详细描述,本领域技术人员将会更加明了本申请的上述以及其他目的、优点和特征。
技术特征:
1.一种金属轧制后处理工艺线的速度控制系统,包括:plc控制器(110)、多个电机(120)以及传送系统(130),其中所述传送系统(130)包括用于传送金属带材的多个传送机构,所述多个电机(120)分别与相应的传送机构连接并驱动相应的传送机构,以及所述plc控制器(110)分别与所述多个电机(120)通信连接,用于控制所述传送机构的传送速度,其特征在于,所述plc控制器(110)配置用于执行以下的传送速度控制操作:
2.根据权利要求1所述的系统,其特征在于,根据所述速度差确定当前控制循环与所述传送机构的传送加速度相关的加速度变化率参数的操作,包括:
3.根据权利要求2所述的系统,其特征在于,根据所述加速度变化率参数确定当前控制循环与所述传送机构的传送加速度相关的加速度参数的操作,包括:
4.根据权利要求3所述的系统,其特征在于,根据所述加速度参数确定当前控制循环的第二速度参数的操作,包括:
5.根据权利要求4所述的系统,其特征在于,所述plc控制器(110)还配置用于,
6.根据权利要求5所述的系统,其特征在于,所述plc控制器(110)还配置用于,在将所述传送机构保持在所述第二传送状态的第二加速周期(t2)循环执行所述传送速度控制操作,使得所述传送机构的传送速度基于所述第一目标加速度以匀加速的方式增长。
7.根据权利要求6所述的系统,其特征在于,所述plc控制器(110)还配置用于,在将所述传送机构由所述第二传送状态调节为第三传送状态的第三加速周期(t3)循环执行所述传送速度控制操作,使得所述传送机构的传送速度基于圆弧状的第二速度-时间曲线逐步增加,其中
8.根据权利要求4所述的系统,其特征在于,所述plc控制器(110)还配置用于,
9.根据权利要求8所述的系统,其特征在于,所述plc控制器(110)还配置用于,在将所述传送机构保持在所述第四传送状态的第二减速周期(t5)循环执行所述传送速度控制操作,使得所述传送机构的传送速度基于所述第二目标加速度以匀减速的方式减小。
10.根据权利要求9所述的系统,其特征在于,所述plc控制器(110)还配置用于,在将所述传送机构由所述第四传送状态调节为第五传送状态的第三减速周期(t6)循环执行所述传送速度控制操作,使得所述传送机构的传送速度基于圆弧状的第四速度-时间曲线逐步减小,其中
技术总结
本申请公开了一种金属轧制后处理工艺线的速度控制系统,其中PLC控制器配置用于执行以下的传送速度控制操作:确定目标速度与上一控制循环所确定的第一速度参数之间的速度差;根据速度差确定当前控制循环与传送机构的传送加速度相关的加速度变化率参数;根据加速度变化率参数确定当前控制循环与传送机构的传送加速度相关的加速度参数;根据加速度参数确定当前控制循环的第二速度参数;以及根据第二速度参数,对电机进行控制。从而达到了能够达到避免在利用传送机构传送产品的过程中,因突然加速或突然减速而产生的产品打滑或产品表面擦伤的现象。
技术研发人员:贺生明,周振华,郝庆宇,王飞,宋卫智,郭玉玖,崇海泽,韩学昌,宋克武
受保护的技术使用者:北京一控软件技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!