基于传感器协同的生产流转控制方法及系统与流程
本发明涉及协同控制,具体涉及基于传感器协同的生产流转控制方法及系统。
背景技术:
1、传统的墙面贴片加工产线流转过程,对于贴片的尺寸校验,常为停机式检测,分为非接触式和接触式两种,非接触的尺寸传感设备在动态生产过程误差较大,无法适用于非停机检测,且随着精度的提升,成本也随之提升;接触式的由于需要接触的特性,也无法适用于非停机检测。存在缺乏非停机尺寸准确校验,且成本较高的技术方案的技术问题。
技术实现思路
1、本申请提供了基于传感器协同的生产流转控制方法及系统,用于针对解决现有技术中存在的对传统的墙面贴片加工产线流转过程的管控不足,导致存在缺乏非停机尺寸准确校验且成本高的技术问题。
2、鉴于上述问题,本申请提供了基于传感器协同的生产流转控制方法及系统。
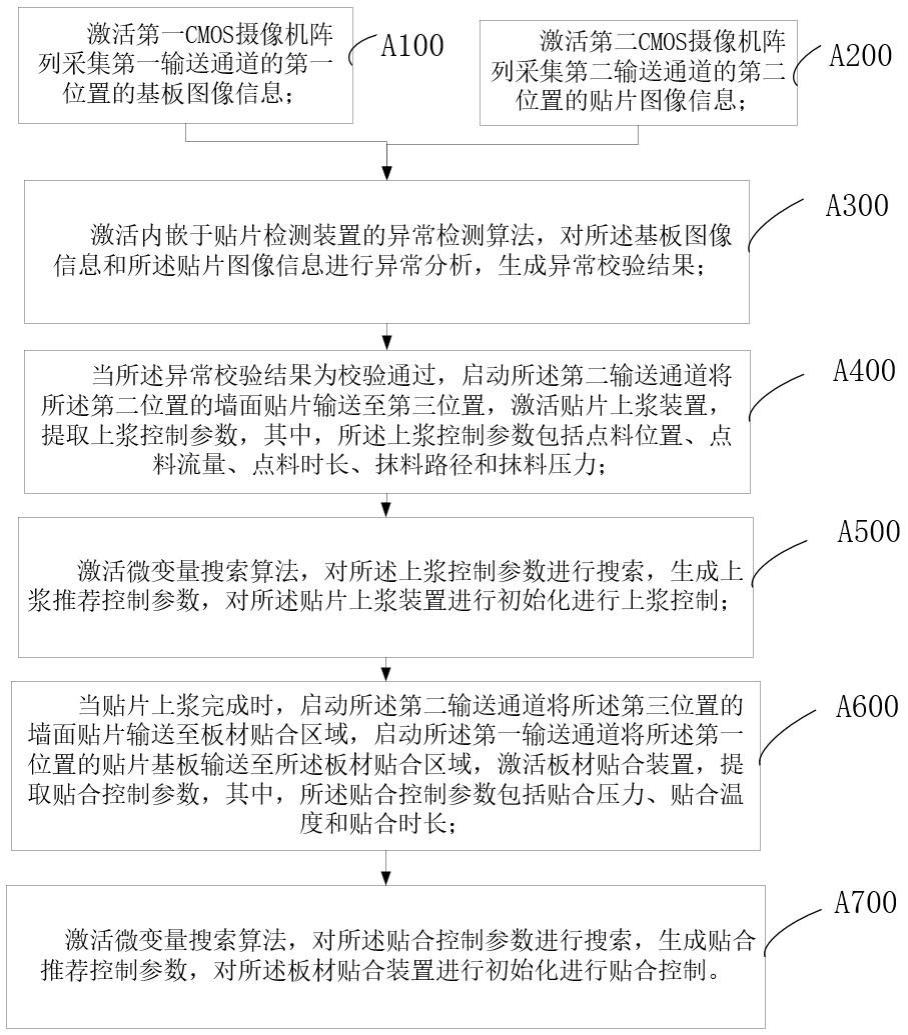
3、第一方面,本申请提供了基于传感器协同的生产流转控制方法,所述方法包括:激活第一cmos摄像机阵列采集第一输送通道的第一位置的基板图像信息;激活第二cmos摄像机阵列采集第二输送通道的第二位置的贴片图像信息;激活内嵌于贴片检测装置的异常检测算法,对所述基板图像信息和所述贴片图像信息进行异常分析,生成异常校验结果;当所述异常校验结果为校验通过,启动所述第二输送通道将所述第二位置的墙面贴片输送至第三位置,激活贴片上浆装置,提取上浆控制参数,其中,所述上浆控制参数包括点料位置、点料流量、点料时长、抹料路径和抹料压力;激活微变量搜索算法,对所述上浆控制参数进行搜索,生成上浆推荐控制参数,对所述贴片上浆装置进行初始化进行上浆控制;当贴片上浆完成时,启动所述第二输送通道将所述第三位置的墙面贴片输送至板材贴合区域,启动所述第一输送通道将所述第一位置的贴片基板输送至所述板材贴合区域,激活板材贴合装置,提取贴合控制参数,其中,所述贴合控制参数包括贴合压力、贴合温度和贴合时长;激活微变量搜索算法,对所述贴合控制参数进行搜索,生成贴合推荐控制参数,对所述板材贴合装置进行初始化进行贴合控制。
4、第二方面,本申请提供了基于传感器协同的生产流转控制系统,所述系统包括:第一激活模块,所述第一激活模块用于激活第一cmos摄像机阵列采集第一输送通道的第一位置的基板图像信息;第二激活模块,所述第二激活模块用于激活第二cmos摄像机阵列采集第二输送通道的第二位置的贴片图像信息;第三激活模块,所述第三激活模块用于激活内嵌于贴片检测装置的异常检测算法,对所述基板图像信息和所述贴片图像信息进行异常分析,生成异常校验结果;第一判断模块,所述第一判断模块用于当所述异常校验结果为校验通过,启动所述第二输送通道将所述第二位置的墙面贴片输送至第三位置,激活贴片上浆装置,提取上浆控制参数,其中,所述上浆控制参数包括点料位置、点料流量、点料时长、抹料路径和抹料压力;上浆控制模块,所述上浆控制模块用于激活微变量搜索算法,对所述上浆控制参数进行搜索,生成上浆推荐控制参数,对所述贴片上浆装置进行初始化进行上浆控制;第四激活模块,所述第四激活模块用于当贴片上浆完成时,启动所述第二输送通道将所述第三位置的墙面贴片输送至板材贴合区域,启动所述第一输送通道将所述第一位置的贴片基板输送至所述板材贴合区域,激活板材贴合装置,提取贴合控制参数,其中,所述贴合控制参数包括贴合压力、贴合温度和贴合时长;第五激活模块,所述第五激活模块用于激活微变量搜索算法,对所述贴合控制参数进行搜索,生成贴合推荐控制参数,对所述板材贴合装置进行初始化进行贴合控制。
5、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
6、本申请提供的基于传感器协同的生产流转控制方法及系统,涉及协同控制技术领域,解决了现有技术中对传统的墙面贴片加工产线流转过程的管控不足,导致存在缺乏非停机尺寸准确校验且成本高的技术问题,实现了结合图像传感器协同处理进行非停机尺寸准确校验且成本较低。
技术特征:
1.基于传感器协同的生产流转控制方法,其特征在于,应用于墙面贴片加工产线,所述墙面贴片加工产线包括贴片检测装置、贴片上浆装置和板材贴合装置,所述贴片检测装置包括第一cmos摄像机阵列和第二cmos摄像机阵列,包括:
2.如权利要求1所述的方法,其特征在于,激活内嵌于贴片检测装置的异常检测算法,对所述基板图像信息和所述贴片图像信息进行异常分析,生成异常校验结果,包括:
3.如权利要求2所述的方法,其特征在于,遍历所述第一组样本基板图像、所述第二组样本基板图像直到所述第m组样本基板图像对所述基板图像信息进行异常分析,生成m个异常系数,包括:
4.如权利要求3所述的方法,其特征在于,根据所述异常系数评估函数,分别对所述第一个基板图像和所述第一组样本基板图像,所述第二个基板图像和所述第二组样本基板图像直到所述第m个基板图像和所述第m组样本基板图像进行异常分析,生成所述m个异常系数,包括:
5.如权利要求1所述的方法,其特征在于,激活微变量搜索算法,对所述上浆控制参数进行搜索,生成上浆推荐控制参数,对所述贴片上浆装置进行初始化进行上浆控制,包括:
6.如权利要求5所述的方法,其特征在于,基于所述上浆效果预测节点,结合所述料浆期望厚度和所述料浆期望分布区域,构建微变量搜索库,包括:
7.如权利要求6所述的方法,其特征在于,根据所述微变量搜索库,在所述上浆控制解空间中执行q次搜索,生成所述上浆推荐控制参数,包括:
8.基于传感器协同的生产流转控制系统,其特征在于,应用于墙面贴片加工产线,所述墙面贴片加工产线包括贴片检测装置、贴片上浆装置和板材贴合装置,所述贴片检测装置包括第一cmos摄像机阵列和第二cmos摄像机阵列,包括:
技术总结
本发明提供了基于传感器协同的生产流转控制方法及系统,涉及协同控制技术领域,方法包括:激活第一、二CMOS摄像机阵列分别采集第一输送通道的基板图像信息与第二输送通道的贴片图像信息,激活内嵌于贴片检测装置的异常检测算法生成异常校验结果,当异常校验结果为校验通过激活贴片上浆装置,提取上浆控制参数,激活微变量搜索算法生成上浆推荐控制参数进行上浆控制,当贴片上浆完成时提取贴合控制参数,激活微变量搜索算法生成贴合推荐控制参数,对板材贴合装置进行初始化进行贴合控制,解决现有技术中对传统的墙面贴片加工产线流转过程的管控不足,导致存在缺乏非停机尺寸准确校验且成本高的技术问题,实现进行非停机尺寸准确校验且成本较低。
技术研发人员:钱勇
受保护的技术使用者:南通新丰威机械科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!