一种多路径产线实时流向控制方法、装置和电子设备与流程
本发明涉及工业生产,具体涉及一种多路径产线实时流向控制方法、装置和电子设备。
背景技术:
1、在传统的回流轨道式自动化生产线中,最常见的生产方式是,在一段时间内生产一种产品。在这样的情况下,可以将产线上的各相关设备设置好相应的程序,然后启动产线执行相应的生产任务。在生产完一种产品后,如果需要生产另一种产品,可以用相同的方式进行切换。这种方式在生产过程中叫做换型生产。
2、换型生产适用于大批量产品制造的生产线,如手机、电脑等。但是在一些小批量多品种的生产模式下,如微波组件生产中,换型的频度高,将会占用较多的生产时间,在一些极端的情况下,甚至出现换型时间大于生产时间的情况。
3、此外,对于不同的产品来说,设备的使用配置并不完全相同。对于产品a,产线中5和6两个工站的两台设备,例如键合机,设置为串行生产;而对于产品b,由于产品简单,只需要1台键合机就能完成生产。现有传统的方式是,在生产产品b时,只使用设备5。然而,如果使键合机这样的瓶颈设备能够实现5和6并行生产,将大大提高生产效率。此种情形下,目前没有一种高效的实时流向控制方法实现此功能。
技术实现思路
1、本申请提供一种多路径产线实时流向控制方法、装置和电子设备,以解决现有技术在换型生产中无法实现串并行控制的上述技术问题。
2、根据本申请的一方面,一种实施例提供了一种多路径产线实时流向控制方法,包括:
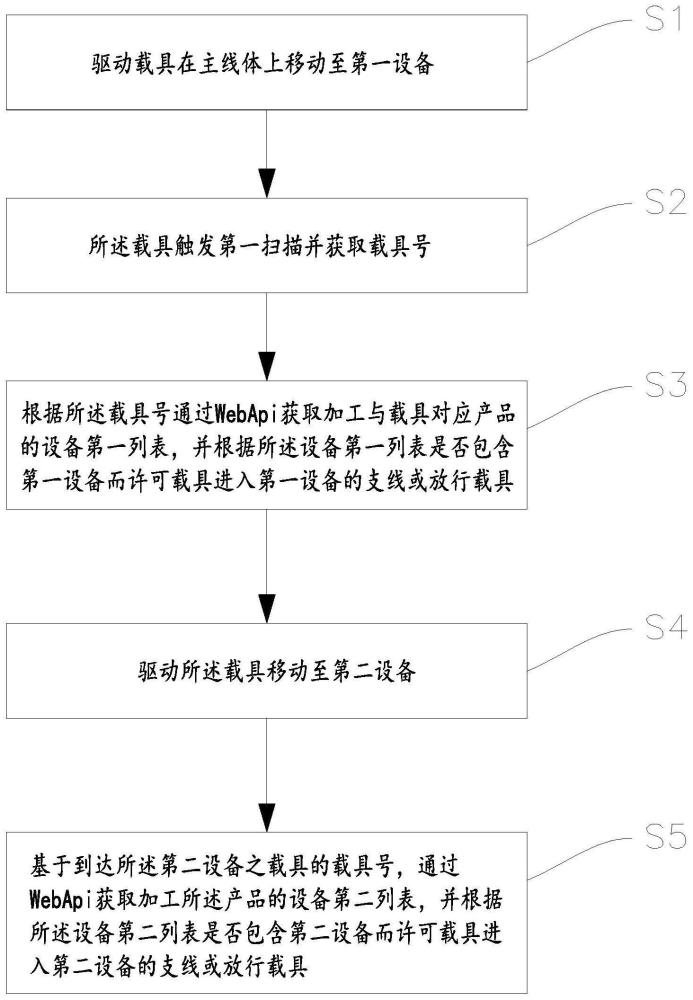
3、驱动载具在主线体上移动至第一设备;
4、所述载具触发第一扫描并获取载具号;
5、根据所述载具号通过webapi获取加工与载具对应产品的设备第一列表,并根据所述设备第一列表是否包含第一设备而许可载具进入第一设备的支线或放行载具;
6、驱动所述载具移动至第二设备;
7、基于到达所述第二设备之载具的载具号,通过webapi获取加工所述产品的设备第二列表,并根据所述设备第二列表是否包含第二设备而许可载具进入第二设备的支线或放行载具。
8、一种实施例中,所述根据所述设备第一列表是否包含第一设备而许可载具进入第一设备的支线或放行载具具有以下情形中的一项或多项:
9、一、所述设备第一列表中不包含第一设备,则直接放行所述载具;
10、二、所述设备第一列表中包含第一设备,且不包含第二设备,则获取设备的可等待最大载具数量:
11、如果所述可等待最大载具数量小于可等待最大载具数量,则所述载具进入第一设备的支线;
12、如果所述可等待最大载具数量等于可等待最大载具数量,则放行所述载具;
13、三、所述设备第一列表中包含第一设备,且包含第二设备,则获取设备的可等待最大载具数量,并计算所述第一设备和所述第二设备目前各自排队等待加工载具的数量:
14、如果所述第一设备排队等待的载具数量小于可等待最大载具数量,则所述载具进入第一设备的支线;
15、否则,直接放行所述载具。
16、一种实施例中,情形三中,所述载具进入第一设备的支线时,所述第一设备等待的载具数量少。
17、一种实施例中,所述根据所述设备第二列表是否包含第二设备而许可载具进入第二设备的支线或放行载具具有以下情形中的一项或多项:
18、一、所述设备第二列表中不包含第二设备,则直接放行所述载具;
19、二、所述设备第二列表中包含第二设备,且不包含第一设备,则获取设备的可等待最大载具数量:
20、如果所述可等待最大载具数量小于可等待最大载具数量,则所述载具进入第二设备的支线;
21、如果所述可等待最大载具数量等于等待最大载具数量,则放行所述载具;
22、三、所述设备第二列表中包含第二设备,也包含第一设备,则计算第二设备和第一设备目前各自排队等待加工的载具数量:
23、如果第二设备排队等待的载具数量等于最大等待载具数量,则放行所述载具;
24、如果第二设备排队等待的载具数量小于等于第一设备等待的载具数量,则所述载具进入第二设备的支线;
25、如果第二设备排队等待的载具数量小于等于第一设备排队等待的载具数量+所述载具循环一周耗时,则所述载具进入第二设备支线,否则直接放行所述载具;
26、如果第二设备排队等待的载具数量小于等于第一设备排队等待的载具数量+所述第一设备和所述第二设备加工产品耗时,则所述载具进入第二设备支线,否则直接放行所述载具。
27、一种实施例中,到达所述第二设备之载具的载具号通过所述载具触发第二扫描而获取。
28、一种实施例中,所述第一设备替换为第一人工站,所述设备第一列表替换为人工站第一列表,且所述第二设备替换为第二人工站,所述设备第二列表替换为人工站第二列表后,所述多路径产线实时流向控制方法用于人工站处理产品的流向控制。
29、根据本申请的一方面,一种实施例提供了一种多路径产线实时流向控制装置,包括:
30、第一驱动模块,用于驱动载具在主线体上移动至第一设备;
31、第一扫描模块,用于所述载具触发第一扫描并获取载具号;
32、第一处理模块,用于根据所述载具号通过webapi获取加工与载具对应产品的设备第一列表,并根据所述设备第一列表是否包含第一设备而许可载具进入第一设备的支线或放行载具;
33、第二驱动模块,用于驱动所述载具移动至第二设备;和
34、第二处理模块,用于基于到达所述第二设备之载具的载具号,通过webapi获取加工所述产品的设备第二列表,并根据所述设备第二列表是否包含第二设备而许可载具进入第二设备的支线或放行载具。
35、一种实施例中,所述多路径产线实时流向控制装置还包括:
36、第二扫描模块,用于通过所述载具触发第二扫描而获取到达所述第二设备之载具的载具号。
37、根据本申请的一方面,一种实施例提供了一种电子设备,包括:
38、存储器;和
39、处理器;
40、其中,所述存储器用于存储一条或多条计算机指令;所述一条或多条计算机指令被所述处理器执行以实现如上任意一项所述多路径产线实时流向控制方法。
41、根据本申请的一方面,一种实施例提供了一种可读存储介质,所述可读存储介质上存储有计算机指令;其中,所述计算机指令被处理器执行时,实现如上任意一项所述多路径产线实时流向控制方法。
42、本申请的上述实施例,支持多种产品多路径生产的情况,可实现多路径生产的高效控制,并且能够根据不同的工艺流程实现串并行控制的方式,来提高线体的运转效率。本申请的技术方案,缩短了产品换型/流转的时间,较大程度提高设备/人工站的利用率。
技术特征:
1.一种多路径产线实时流向控制方法,其特征在于,包括:
2.根据权利要求1所述的一种多路径产线实时流向控制方法,其特征在于,所述根据所述设备第一列表是否包含第一设备而许可载具进入第一设备的支线或放行载具具有以下情形中的一项或多项:
3.根据权利要求2所述的一种多路径产线实时流向控制方法,其特征在于,情形三中,所述载具进入第一设备的支线时,所述第一设备等待的载具数量少。
4.根据权利要求1所述的一种多路径产线实时流向控制方法,其特征在于,所述根据所述设备第二列表是否包含第二设备而许可载具进入第二设备的支线或放行载具具有以下情形中的一项或多项:
5.根据权利要求1所述的一种多路径产线实时流向控制方法,其特征在于,到达所述第二设备之载具的载具号通过所述载具触发第二扫描而获取。
6.根据权利要求1-5中任意一项所述的一种多路径产线实时流向控制方法,其特征在于,所述第一设备替换为第一人工站,所述设备第一列表替换为人工站第一列表,且所述第二设备替换为第二人工站,所述设备第二列表替换为人工站第二列表后,所述多路径产线实时流向控制方法用于人工站处理产品的流向控制。
7.一种多路径产线实时流向控制装置,其特征在于,包括:
8.根据权利要求7所述的一种多路径产线实时流向控制装置,其特征在于,所述多路径产线实时流向控制装置还包括:
9.一种电子设备,其特征在于,包括:
10.一种可读存储介质,其特征在于,所述可读存储介质上存储有计算机指令;其中,所述计算机指令被处理器执行时,实现权利要求1至6中任意一项所述多路径产线实时流向控制方法。
技术总结
本发明涉及工业生产技术领域,公开了一种多路径产线实时流向控制方法、装置和电子设备。关于方法,驱动载具在主线体上移动至第一设备;获取载具号;根据载具号通过WebApi获取加工与载具对应产品的设备第一列表,并根据设备第一列表是否包含第一设备而许可载具进入第一设备的支线或放行载具;驱动载具移动至第二设备;基于到达第二设备之载具的载具号通过WebApi获取加工产品的设备第二列表,并根据设备第二列表是否包含第二设备而许可载具进入第二设备的支线或放行载具。本申请的技术方案,能够根据不同的工艺流程实现串并行控制的方式,来提高线体的运转效率;缩短了产品换型/流转的时间,较大程度提高设备/人工站的利用率。
技术研发人员:陈远明,凡福群,裘峥宏
受保护的技术使用者:上海轩田工业设备有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!