一种用于热敏片胶带预切的控制电路及系统的制作方法
本技术涉及热敏片胶带的预切,具体涉及一种用于热敏片胶带预切的控制电路及系统。
背景技术:
1、在热敏片组装设备中,对于热敏片胶带(共分三层,底纸层+胶层+衬纸层),部分工艺预切——即只切断衬纸和胶层,部分工艺直接切断——即三层一起切断。在生产加工时需要切换这两种工艺程序,目前采用手动切换这两种工艺程序的不同工位来实现切换,这导致热敏片的胶带需要移至不同的工位,增加了人力成本,并且降低了生产加工的效率。
2、因此,需要设计一种能够在同一工位实现两种工艺程序自动切换的控制电路及系统,以提高生产加工效率。
技术实现思路
1、本实用新型提供的一种用于热敏片胶带预切的控制电路及系统,主要用于解决现有热敏片胶纸的不同切割工艺程序需要手动切换到不同工位,导致生产加工效率低、人力成本高等问题,从而达到热敏片胶纸在同一工位实现不同工艺程序自动切换,以提高生产加工效率的效果。
2、本实用新型通过以下技术方案来实现上述目的:
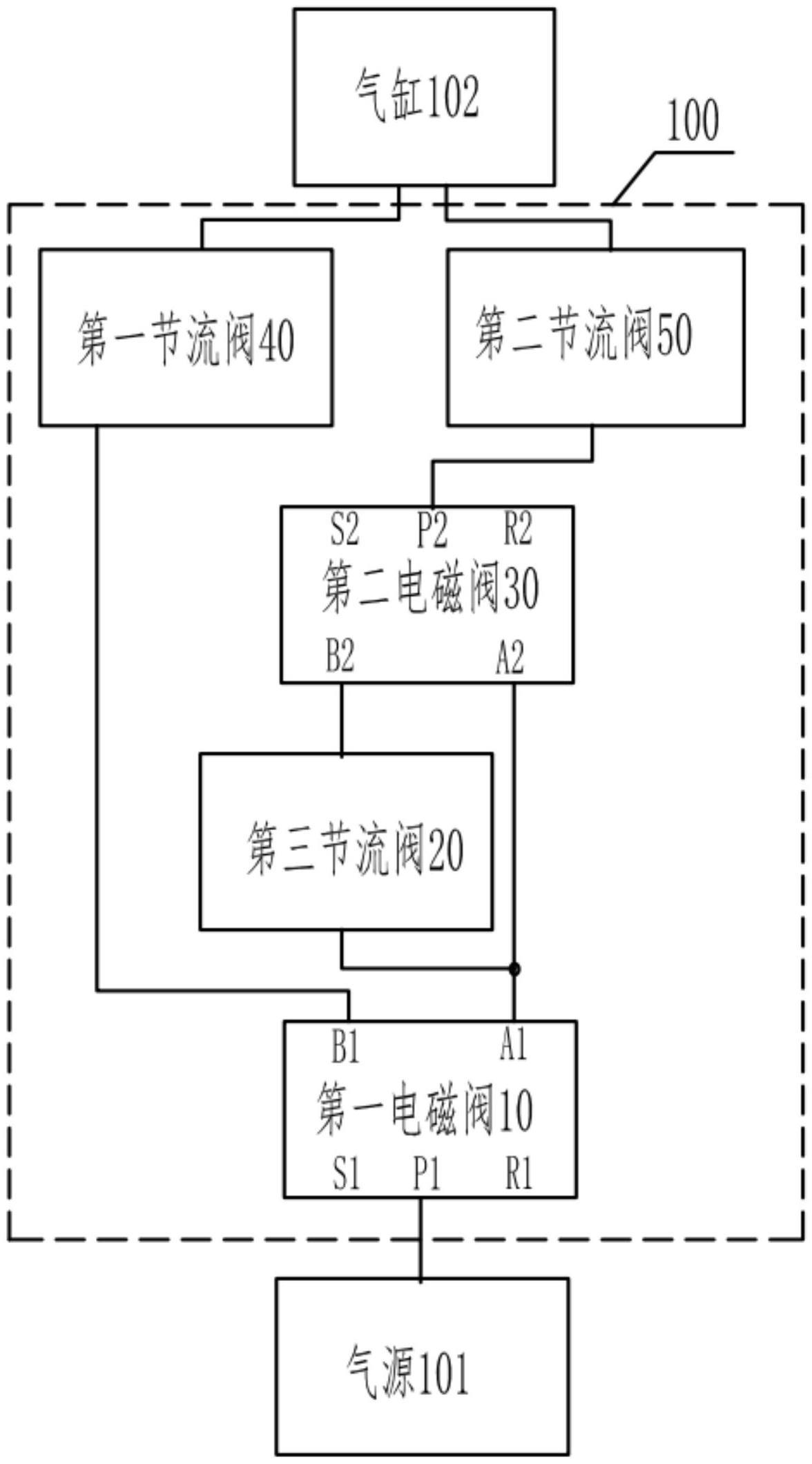
3、一种用于热敏片胶带预切的控制电路,所述控制电路与气缸连接,所述气缸用于推动预切装置切割热敏片胶带,所述热敏片胶带为多层结构,所述控制电路包括第一电磁阀,所述第一电磁阀的进气口与气源连通,所述第一电磁阀的第一工作口与第二电磁阀的第一工作口连通,并通过第三节流阀与第二电磁阀的第二工作口连通,所述第一电磁阀的第二工作口通过第一节流阀与所述气缸的第一气源接口连通,所述第二电磁阀的第三工作口通过第二节流阀与所述气缸的第二气源接口连通,所述第一电磁阀用于控制所述第一节流阀所在气路的方向切换,以控制所述气缸的活塞杆伸出或缩回,所述第二电磁阀用于控制所述第三节流阀所在气路的方向切换,以控制所述气缸活塞杆的伸出速度和缩回速度,从而控制所述预切装置切割所述热敏片胶带的层数。
4、进一步的方案是,所述第一电磁阀和所述第二电磁阀均采用二位五通单控电磁阀。
5、进一步的方案是,所述第一电磁阀和第二电磁阀均设有两个排气口,两个所述排气口均与大气连通。
6、进一步的方案是,所述热敏片胶带设有底纸层、胶层以及衬纸层,所述胶层位于所述底纸层和所述衬纸层中间。
7、进一步的方案是,所述气源输出高压气体至所述第一电磁阀的进气口,所述第一电磁阀的线圈得电,所述第一电磁阀的进气口与其第二工作口连通,所述第一电磁阀的第一工作口与其第一排气口连通,当所述第二电磁阀的线圈不得电时,所述第二电磁阀的第一工作口与其第三工作口连通,所述第二电磁阀的第二工作口与其第二排气口连通;此时所述高压气体通过所述第一节流阀节流后转换为第一高压气体,所述第一高压气体流入所述气缸的第一气源接口,所述气缸的第二气源接口流出第一排出气体,所述第一排出气体通过所述第二节流阀节流后转换为第二排出气体,所述第二排出气体通过所述第二电磁阀的第一工作口流入所述第一电磁阀的第一工作口后,通过所述第一电磁阀的第一排气口排至大气中;所述气缸内部形成第一气压差,所述第一气压差推动所述气缸的活塞杆伸出,此时所述预切装置将所述底纸层、胶层以及衬纸层一起切断。
8、进一步的方案是,当所述第二电磁阀的线圈得电时,所述第二电磁阀的第二工作口与其第三工作口连通,所述第二电磁阀的第一工作口与其第一排气口连通;所述第二排出气体通过所述第二电磁阀的第二工作口流入所述第三节流阀,所述第二排出气体通过所述第三节流阀节流后转换为第三排出气体,所述第三排出气体流入所述第一电磁阀的第一工作口后,通过所述第一电磁阀的第一排气口排至大气中;所述气缸内部形成第二气压差,所述第二气压差推动所述气缸的活塞杆伸出,此时所述预切装置将所述胶层和衬纸层一起切断。
9、进一步的方案是,所述气源输出高压气体至所述第一电磁阀的进气口,当所述第一电磁阀的线圈不得电,所述第一电磁阀的进气口与其第一工作口连通,所述第一电磁阀的第二工作口与其第二排气口连通,当所述第二电磁阀的线圈不得电时,所述第二电磁阀的第一工作口与其第三工作口连通,所述第二电磁阀的第二工作口与其第二排气口连通;此时所述高压气体通过所述第一电磁阀的第一工作口流入所述第二电磁阀的第一工作口,并通过所述第二电磁阀的第三工作口流入所述第二节流阀,所述高压气体通过所述第二节流阀节流后转换为第二高压气体,所述第二高压气体流入所述气缸的第二气源接口,所述气缸的第一气源接口流出第四排出气体,所述第四排出气体通过所述第一节流阀节流后转换为第五排出气体,所述第五排出气体流入所述第一电磁阀的第二工作口后,通过所述第一电磁阀的第二排气口排至大气中;所述气缸内部形成第三气压差,所述第三气压差推动所述气缸的活塞杆缩回。
10、进一步的方案是,当所述第二电磁阀的线圈得电时,所述第二电磁阀的第二工作口与其第三工作口连通,所述第二电磁阀的第一工作口与其第一排气口连通;此时所述高压气体通过所述第一电磁阀的第一工作口流入所述第三节流阀,所述高压气体经过所述第三节流阀节流后转换为第三高压气体,所述第三高压气体流入所述第二电磁阀的第二工作口,并通过所述第二电磁阀的第三工作口流入所述第二节流阀,所述第三高压气体通过所述第二节流阀节流后转换为第四高压气体,所述第四高压气体流入所述气缸的第二气源接口;所述气缸内部形成第四气压差,所述第四气压差推动所述气缸的活塞杆缓慢缩回。
11、进一步的方案是,所述第一电磁阀的第一工作口通过y通气管分别与第二电磁阀的第一工作口和第三节流阀连通。
12、一种用于热敏片胶带预切的控制系统,包括气源、所述的一种用于热敏片胶带预切的控制电路、气缸、预切装置以及热敏片胶带,所述气源输出高压气体至所述控制电路,第一电磁阀上电并且第二电磁阀断电,此时控制第一节流阀流入所述气缸的气流量,以缓慢将所述热敏片胶带的全部层一起切断;将所述第二电磁阀由断电状态切换为上电状态,此时控制第三节流阀排出所述气缸气体的流量,以缓慢将所述热敏片胶带的部分层一起切断,实现所述热敏片胶带的全部层切断与部分层切断的切换。
13、由此可见,本实用新型具有以下有益效果:
14、1、本实用新型采用电磁阀控制气路切换,从而控制电机伸出速度以实现热敏片胶带的不同切割工艺程序的自动切换,无需手动切换从而节省了人力成本;
15、2、本实用新型采用电磁阀控制气路切换,电路结构简单,可以集成在同一个工装上,提高了热敏片胶带切割设备的集成化水平,减小了工装的体积,降低了工装成本。
16、3、本实用新型的控制电路可以实现在同一工位进行热敏片胶带的不同切割工艺程序的切换,切换安全便捷,提高了生产加工的效率。
17、因此,本实用新型提供的一种用于热敏片胶带预切的控制电路及系统,通过采用电磁阀控制气路切换,从而控制电机伸出速度以实现热敏片胶带的不同切割工艺程序的自动切换,电路结构简单、集成度高,达到了降低生产成本并提高生产加工效率的效果。
18、下面结合附图和具体实施方式对本实用新型作进一步详细说明。
技术特征:
1.一种用于热敏片胶带预切的控制电路,所述控制电路与气缸连接,所述气缸用于推动预切装置切割热敏片胶带,所述热敏片胶带为多层结构,其特征在于,所述控制电路包括:
2.根据权利要求1所述的用于热敏片胶带预切的控制电路,其特征在于:
3.根据权利要求2所述的用于热敏片胶带预切的控制电路,其特征在于:
4.根据权利要求3所述的用于热敏片胶带预切的控制电路,其特征在于:
5.根据权利要求4所述的用于热敏片胶带预切的控制电路,其特征在于:
6.根据权利要求5所述的用于热敏片胶带预切的控制电路,其特征在于:当所述第二电磁阀的线圈得电时,所述第二电磁阀的第二工作口与其第三工作口连通,所述第二电磁阀的第一工作口与其第一排气口连通;所述第二排出气体通过所述第二电磁阀的第二工作口流入所述第三节流阀,所述第二排出气体通过所述第三节流阀节流后转换为第三排出气体,所述第三排出气体流入所述第一电磁阀的第一工作口后,通过所述第一电磁阀的第一排气口排至大气中;所述气缸内部形成第二气压差,所述第二气压差推动所述气缸的活塞杆伸出,此时所述预切装置将所述胶层和衬纸层一起切断。
7.根据权利要求3所述的用于热敏片胶带预切的控制电路,其特征在于:
8.根据权利要求7所述的用于热敏片胶带预切的控制电路,其特征在于:
9.根据权利要求1所述的用于热敏片胶带预切的控制电路,其特征在于:
10.一种用于热敏片胶带预切的控制系统,其特征在于,包括:
技术总结
本技术提供一种用于热敏片胶带预切的控制电路及系统,控制电路与气缸连接,气缸用于推动预切装置切割热敏片胶带,控制电路包括第一电磁阀,第一电磁阀的进气口与气源连通,第一电磁阀的第二工作口与第二电磁阀的第一工作口连通,并通过第一节流阀与气缸的第一气源接口连通,第二电磁阀的第三工作口通过第二节流阀与气缸的第二气源接口连通,通过控制第一电磁阀和第二电磁阀切换气路以控制气缸的伸出速度,从而控制预切装置切割热敏片胶带的层数。本技术采用电磁阀控制气路切换,从而控制电机伸出速度以实现热敏片胶带的不同切割工艺程序的自动切换,电路结构简单、集成度高,达到了降低成本并提高生产加工效率的效果。
技术研发人员:请求不公布姓名
受保护的技术使用者:珠海芯烨电子科技有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!