蒸发二效液位控制系统的制作方法
本技术属于造纸制浆蒸煮,具体涉及蒸发二效液位控制系统。
背景技术:
1、来自制浆车间蒸煮工段固形物含量为16.5%的稀黑液,在六效九体管式降膜蒸发器中蒸发浓缩,产出固形物含量为71%的浓黑液,送至燃烧工段燃烧;来自制浆车间与蒸发工段自身产生的重污冷凝水经汽提后,产生中污冷凝水供生产用。在蒸发系统中,三效来的黑液由单独的出效泵送入钝化系统,经过四级预热和闪蒸后送入二效,在二效进行蒸发后再送入一效四体。蒸发二效的液位控制优劣直接影响到后序一效四体的控制,而蒸发二效的液位又受到循环钝化系统的影响,一旦循环钝化系统出现波动,二效液位就很难控制,造成极大的波动。
2、蒸发二效的原始液位控制方式采用单回路液位控制,即二效液位的控制由出效泵出口的控制阀控制,当液位测量值大于工艺需要控制的液位设定值时,将通过开大出口控制阀门来降低二效液位。因此,钝化系统产生的干扰量或系统负荷的变化使二效液位波动,通过二效出效泵后调节阀控制造成了控制上的滞后,同时造成出二效的流量波动,而影响一效四体的液位控制。
技术实现思路
1、本实用新型的目的是,提供一种蒸发二效液位控制系统,采用流量-液位串级控制方式,克服钝化系统产生的干扰量或系统负荷的变化对二效液位产生的波动和二效出口流量的波动,提高对二效液位控制的稳定性。
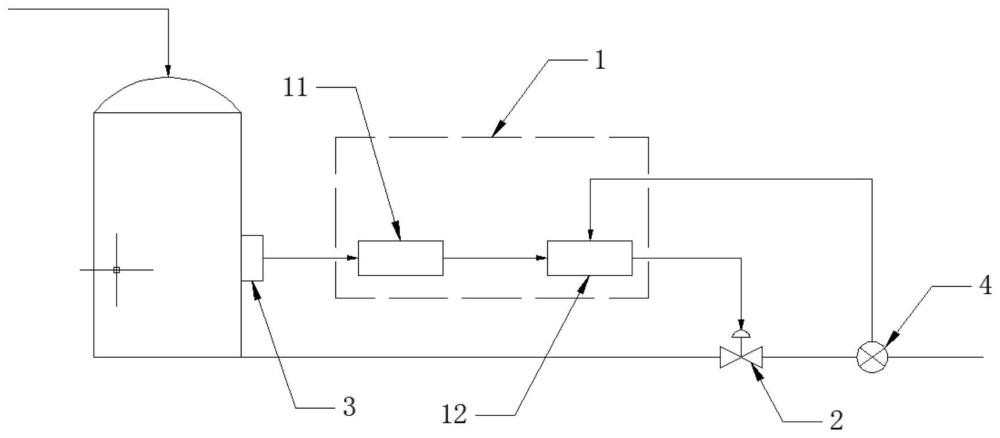
2、本实用新型采用的技术方案是,蒸发二效液位控制系统,包括分别与dcs控制系统电连接的调节阀、液位变送器和流量计,所述液位变送器安装在蒸发二效的罐体上,蒸发二效的罐体通过安装有输送泵的输送管连接一效,调节阀和流量计依次安装在输送管上。
3、优选地,所述dcs控制系统包括主控制器和副控制器,液位变送器电连接主控制器,主控制器连接副控制器,向其输出指令,流量计电连接副控制器,副控制器电连接调节阀,向其输出指令。
4、优选地,所述dcs控制系统采用epks r300控制系统。
5、优选地,所述调节阀采用气动v型调节球阀,流量计采用双频励磁电磁流量计,液位变送器采用双法兰液位变送器。
6、蒸发二效的液位控制方式采用流量-液位串级控制,即将二效的液位控制回路作为主调节回路,将流量控制作为副调节回路,主测量液位,副测量流量,将液位调节回路的输出作为流量调节回路的给定值。因此,液位控制回路为定值控制系统,而流量控制回路为随动控制系统,当钝化系统产生的干扰量或系统负荷的变化使二效液位波动时,流量控制回路会在此干扰量影响到流量变化之前起到调节作用,使流量调节系统超前控制二效的液位波动。相较现有技术,取得以下有益效果:
7、1)不仅能及早克服进入副调节回路的扰动,而且又能改善整个控制过程的控制特性,副被控变量检测到扰动的影响,并通过副调节回路的定值作用及时调节操纵变量,使副被控变量回复到副设定值,从而使扰动对主被控变量的影响减少,即副环回路对扰动进行粗调,主环回路对扰动进行细调,因此,串级控制系统能够迅速克服进入副环扰动的影响,并使系统余差大大减小,从而使其整个控制品质得到进一步提高;
8、2)副测量对象的相位滞后由于存在副调节回路而显著减小,因而改善了主调节回路的响应速度,从而提高了整个系统的运行稳定性;
9、3)副测量对象增益变化的影响在副调节回路内部提前被克服;
10、4)在相同阻尼比的条件下,串级控制系统的工作频率高于单回路控制系统,系统的工作频率提高,过渡过程也就缩短了,因而控制质量得到改善;
11、5)副调节回路可按主调节回路的需要进行精确的控制,从而提高了整个控制系统的控制质量。
技术特征:
1.蒸发二效液位控制系统,包括分别与dcs控制系统(1)电连接的调节阀(2)、液位变送器(3)和流量计(4),其特征在于,所述液位变送器(3)安装在蒸发二效的罐体(5)上,蒸发二效的罐体(5)通过安装有输送泵的输送管(6)连接一效,调节阀(2)和流量计(4)依次安装在输送管(6)上。
2.根据权利要求1所述的蒸发二效液位控制系统,其特征在于,所述dcs控制系统(1)包括主控制器(11)和副控制器(12),液位变送器(3)电连接主控制器(11),主控制器(11)连接副控制器(12),向其输出指令,流量计(4)电连接副控制器(12),副控制器(12)电连接调节阀(2),向其输出指令。
3.根据权利要求1所述的蒸发二效液位控制系统,其特征在于,所述dcs控制系统(1)采用epks r300控制系统。
4.根据权利要求1所述的蒸发二效液位控制系统,其特征在于,所述调节阀(2)采用气动v型调节球阀,流量计(4)采用双频励磁电磁流量计,液位变送器(3)采用双法兰液位变送器。
技术总结
本技术公开了蒸发二效液位控制系统,包括分别与DCS控制系统电连接的调节阀、液位变送器和流量计,液位变送器安装在蒸发二效的罐体上,蒸发二效的罐体通过安装有输送泵的输送管连接一效,调节阀和流量计依次安装在输送管上;DCS控制系统包括主控制器和副控制器,液位变送器电连接主控制器,主控制器连接副控制器,向其输出指令,流量计电连接副控制器,副控制器电连接调节阀,向其输出指令。本技术采用流量‑液位串级控制方式,克服钝化系统产生的干扰量或系统负荷的变化对二效液位产生的波动和二效出口流量的波动,提高对二效液位控制的稳定性。
技术研发人员:刘会全,杨剑,邱茂强
受保护的技术使用者:泰盛(贵州)竹资源发展有限公司
技术研发日:20230818
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!