基于机器视觉的折弯机控制方法、控制装置和存储介质与流程
1.本发明属于折弯机控制的技术领域,具体地,涉及一种基于机器视觉的折弯机控制方法、控制装置、折弯机控制装置和可读存储介质。
背景技术:
2.折弯机作为一种将钣金材料进行折弯加工的专用设备,由于操作简单以及工艺通用性好,在目前的钣金加工行业中广泛应用。但目前的折弯机往往需要人工进行辅助加工,如此对人工的依赖性较高,因而导致折弯机的加工效率较低。
3.另外,传统的折弯加工工艺不仅对人工的依赖较大,而且人工的辅助还会造成对折弯机各个加工机构之间的协调效率不够高,上述的问题在一定程度的制约了折弯机的取料和加工过程的自动化程度,因而导致折弯机的加工效率不够高,并且还增加生产成本。因此,如何提升折弯机的加工效率并降低生产成本已成为亟待解决的问题。
技术实现要素:
4.本发明的目的在于提供一种基于机器视觉的折弯机控制方法、控制装置、折弯机控制装置和可读存储介质,通过视觉识别装置和机器手臂可以实现将代加工工件进行抓取和运送至折弯机的夹具上,以使代替人工进行待加工工件的搬运,提高折弯机的生产效率,并降低生产成本。
5.为实现上述目的,本发明第一方面提供一种基于机器视觉的折弯机控制方法,所述控制方法包括:
6.获取视觉识别装置拍摄的待加工工件和机器手臂的图像信息;
7.基于所述图像信息,获取所述待加工工件的第一位置信息和所述机器手臂的第二位置信息;
8.基于所述第一位置信息和所述第二位置信息,获取所述机器手臂抓取所述待加工工件的第一轨迹数据;
9.根据所述第一轨迹数据控制所述机器手臂抓取所述待加工工件;
10.获取所述机器手臂运送所述待加工工件的第二轨迹数据;
11.根据所述第二轨迹数据控制所述机器手臂按照预定轨迹活动,以使将所述待加工工件运送于折弯机的夹具上,以及使所述折弯机对所述待加工工件进行折弯加工。
12.可选地,在所述获取所述机器手臂运送所述待加工工件的第二轨迹数据之前,所述控制方法包括:
13.对所述机器手臂进行示范教学,以使预先演示将所述待加工工件运送于所述折弯机的夹具上;
14.所述获取所述机器手臂运送所述待加工工件的第二轨迹数据,包括:
15.获取示范教学中所述机器手臂的示教数据;
16.根据所述示教数据生成所述机器手臂活动的第二轨迹数据。
17.可选地,在所述根据所述示教数据生成所述机器手臂活动的第二轨迹数据之前,所述控制方法包括:
18.根据所述示教数据控制所述机器手臂进行动作复现;
19.多次循环所述动作复现,获取每一次动作复现中所述机器手臂的复现数据;
20.所述根据所述示教数据生成所述机器手臂活动的第二轨迹数据,包括:
21.确定多次循环过程中所述复现数据的平均值;
22.根据所述复现数据的平均值生成所述机器手臂活动的第二轨迹数据。
23.可选地,所述根据所述复现数据的平均值生成所述机器手臂活动的第二轨迹数据,包括:
24.将所述每一次动作复现中的复现数据和所述平均值进行数据拟合,获取拟合数据序列;
25.剔除所述拟合数据序列中的粗大误差,以获取目标数据序列;
26.将所述拟合数据序列中剔除所述粗大误差后的剩余拟合数据序列作为目标数据序列;
27.根据所述目标数据序列生成所述第二轨迹数据。
28.可选地,所述剔除所述拟合数据序列中的粗大误差,以获取目标数据序列,包括:
29.通过格拉布斯法则,剔除所述拟合数据序列中的粗大误差,以获取所述目标数据序列。
30.可选地,所述根据所述目标数据序列生成所述第二轨迹数据,包括:
31.利用非均匀有理b样条曲线对所述目标数据序列进行轨迹规划,以生成所述第二轨迹数据。
32.可选地,所述基于所述第一位置信息和所述第二位置信息,在所述获取所述机器手臂抓取所述待加工工件的第一轨迹数据之前,所述方法包括:
33.创建所述机器手臂的机器坐标系,以及创建所述视觉识别装置的视觉坐标系;
34.基于所述视觉坐标系,获取所述第一位置信息的第一空间坐标,以及获取所述第二位置信息的第二空间坐标;
35.基于所述机器坐标系,控制所述机器手臂从所述第二空间坐标运动到所述第一空间坐标;
36.所述获取所述机器手臂抓取所述待加工工件的第一轨迹数据,包括:
37.获取所述机器手臂从所述第二空间坐标运动到所述第一空间坐标的运动轨迹数据;
38.将所述运动轨迹数据作为所述第一轨迹数据。可选地,所述将所述运动轨迹数据作为所述第一轨迹数据,包括:
39.基于所述运动轨迹数据,通过逆运动学求逆解获取所述机器手臂的电机运动参数;
40.根据所述电机运动参数和所述目标数据序列获取所述机器手臂运动的误差值;
41.根据所述运动轨迹数据和所述误差值获取优化轨迹数据,将所述优化轨迹数据作为所述第一轨迹数据。
42.本发明第二方面提供一种基于机器视觉的折弯机控制装置,所述控制装置包括:
43.第一获取模块,用于获取待加工工件和机器手臂的图像信息;
44.第二获取模块,用于获取所述待加工工件的第一位置信息和所述机器手臂的第二位置信息;
45.第三获取模块,用于根据所述第一位置信息和所述第二位置信息获取所述机器手臂抓取所述待加工工件的第一轨迹数据;
46.抓取模块,用于根据所述第一轨迹数据控制所述机器手臂抓取所述待加工工件;
47.第四获取模块,用于获取所述机器手臂运送所述待加工工件的第二轨迹数据;
48.运送模块,用于根据所述第二轨迹数据控制所述机器手臂按照预定轨迹活动,以使将所述待加工工件运送于折弯机的预设夹具上,以及使所述折弯机对所述待加工工件进行折弯加工。
49.本发明第三方面提供一种折弯机控制装置,所述折弯机控制装置包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述第一方面所述的控制方法。
50.本发明第四方面提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述第一方面所述的控制方法。
51.本发明提供的基于机器视觉的折弯机控制方法、控制装置、折弯机控制装置和可读存储介质,其中,控制方法包括:获取待加工工件和机器手臂的图像信息;获取待加工工件的第一位置信息和机器手臂的第二位置信息;获取机器手臂抓取待加工工件的第一轨迹数据;根据第一轨迹数据控制机器手臂抓取待加工工件;获取机器手臂运送待加工工件的第二轨迹数据;根据第二轨迹数据控制机器手臂按照预定轨迹活动,以使将待加工工件运送于折弯机的预设夹具上,以及使折弯机对待加工工件进行折弯加工。
52.本发明提供的折弯机控制方法,通过视觉识别装置获取待加工工件和机器手臂的位置信息,以根据位置信息获取第一轨迹数据,可以实现机器手臂根据第一轨迹数据对待加工工件的抓取,并获取运送待加工工件的第二轨迹数据,以根据第二轨迹数据将代加工工件送达到折弯机的预设夹具上,从而使折弯机对待加工工件进行折弯加工,如此可以通过视觉识别装置和机器手臂代替人工进行操作,以实现提高折弯机的生产效率以及降低生产成本。
附图说明
53.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
54.图1为本发明实施例提供的基于机器视觉的折弯机控制方法s10-s60中的一流程图;
55.图2为本发明实施例提供的基于机器视觉的折弯机控制方法s501-s502中的一流程图;
56.图3为本发明实施例提供的基于机器视觉的折弯机控制方法s5021-s5022中的一流程图;
57.图4为本发明实施例提供的基于机器视觉的折弯机控制方法s50221-s50224中的一流程图;
58.图5为本发明实施例提供的基于机器视觉的折弯机控制装置的一架构示意图;
59.图6为本发明实施例提供的折弯机控制装置的一架构示意图。
具体实施方式
60.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
61.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
62.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
63.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
64.实施例1
65.本发明实施例1提供的基于机器视觉的折弯机控制方法,在一个应用场景中,机器视觉可以包括机器手臂和视觉识别装置。其中,视觉识别装置可以包括ccd(charge coupled device)相机和辅助灯光设备等,具体地,可以将视觉识别装置安装于机器手臂上,或者在折弯机旁侧工作区域上安装固定机构,并将视觉识别装置安装于固定机构上,可以理解,通过视觉识别装置可以获取待加工工件和机器手臂的图像信息,以使根据该图像信息获取待加工工件和机器手臂的位置信息。其中机器手臂上还可以设置吸料装置,该吸料装置可以为真空吸装置等,以使控制机器手臂移动到加工区域位置时,通过机器手臂的吸料装置可以对加工区域上的待加工工件进行吸取,以实现对待加工工件的抓取功能;另外,该机器手臂可以设置为多轴,以使可以实现旋转、伸缩等复杂的功能,此处并不限定。需要说明的是,该待加工工件可以包括但不局限于例如为钣金、或者为纸材或者为塑胶件等,并不限定。
66.在一个应用场景中,该控制方法可以应用于pci(peripheral component interconnect)控制卡中,作为本领域的技术人员,可以理解,pci控制卡采用总线控制的方式与上位机进行数据传输,并可以将pci控制卡插在工控机(例如折弯机)的pci卡槽上,即可实现相关的通讯,与其他例如rtex和ethercat等总线通讯的方式相比,pci控制卡具有较短的通讯周期。另外,在插补周期相同的情况下,pci控制卡还具有较高的控制精度和较短的加工周期,因而可以提升加工的效率。同时,pci控制卡可以支持多轴、多卡的系统控制,因而能够控制的动作与机构较多。如此可以使本实施例控制方法的应用更加灵活以及适用
场景更加广泛。
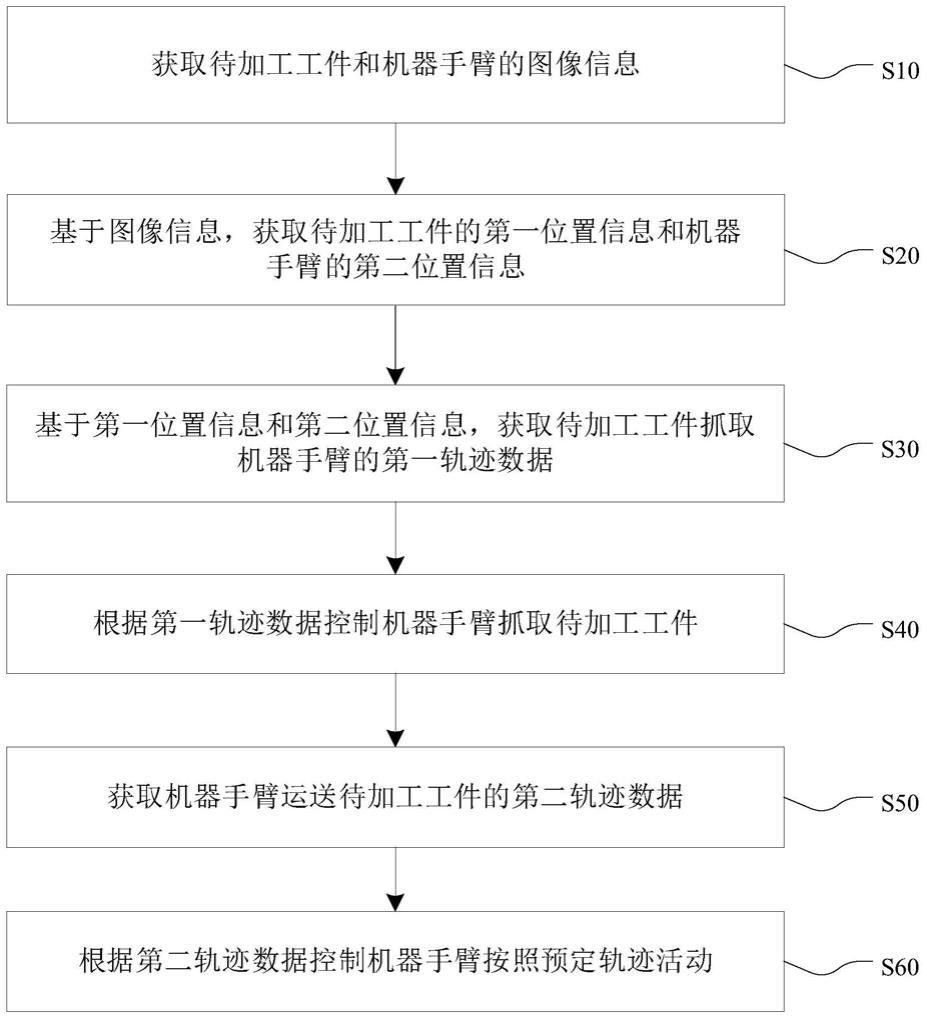
67.在一个实施例中,具体地,如图1所示,控制方法可以包括步骤s10-s60:
68.s10:获取识别识别装置拍摄的待加工工件和机器手臂的图像信息。
69.在一个应用场景中,可以将视觉识别装置固定安装于某一位置,以使通过控制视觉识别装置可以获取待加工工件和机器手臂的图像信息。具体地,通过视觉识别装置,利用视觉识别装置配置的ccd相机和辅助光源可以获取待加工工件的第一图像信号,以及获取机器手臂的第二图像信息。
70.需要说明的是,本实施例还可以将视觉识别装置安装在机器手臂上,通过机器手臂上的视觉识别装置获取待加工工件的图像信息,并不限定。
71.s20:基于图像信息,获取待加工工件的第一位置信息和机器手臂的第二位置信息。
72.可以理解,图像均由像素组成,该图像信息可以包括像素位置信息,像素位置信息是像素在图像中的位置。若要确定像素的位置,首先要确定图像的坐标系。具体可以通过图像坐标系、或者通过相机坐标系、或者通过世界坐标系获取对应的位置信息。基于步骤s10中的第一图像信息和第二图像信息,相应地,可以通过例如图像坐标系获取待加工工件的第一位置信息和机器手臂的第二位置信息。
73.s30:基于第一位置信息和第二位置信息,获取机器手臂抓取待加工工件的第一轨迹数据。
74.在一个实施例中,具体地,基于第一位置信息和第二位置信息,可以获取第一位置信息的第一空间坐标以及获取第二位置信息的第二空间坐标,以使根据第一空间坐标和第二空间坐标获取机器手臂抓取待加工工件的第一轨迹数据,以使根据第一轨迹数据控制机器手臂运动到待加工工件的位置上,并通过机器手臂上的吸料装置实现对待加工工件的抓取。
75.在一个实施例中,具体地,在获取机器手臂抓取待加工工件的第一轨迹数据之前,方法还包括:
76.s03:创建机器手臂的机器坐标系,以及创建视觉识别装置的视觉坐标系。
77.在一个实施例中,可以创建机器手臂的机器坐标系,以及创建视觉识别装置的视觉坐标系。
78.s04:基于视觉坐标系,获取第一位置信息的第一空间坐标,以及获取第二位置信息的第二空间坐标。
79.基于实际识别装置的视觉坐标系,可以获取第一位置信息的第一空间坐标,以及获取第二位置信息的第二空间坐标,可以理解,识别识别装置拍摄的图像信息为二维图像,可以通过相应的坐标转换矩阵将二维图像转换为三维空间坐标。
80.s05:基于机器坐标系,控制机器手臂从第二空间坐标运动到第一空间坐标;
81.在获取到第一空间坐标系和第二空间坐标系之后,基于创建的机器坐标系,可以控制机器手臂从第二空间坐标运动到第一空间坐标。
82.在一个实施例中,步骤s30,也即基于第一位置信息和第二位置信息,获取机器手臂抓取待加工工件的第一轨迹数据,可以包括:
83.s301:获取机器手臂从第二空间坐标运动到第一空间坐标的运动轨迹数据。
84.当控制机器手臂从第二空间坐标运动到第一空间坐标时,可以获取机器手臂从第二空间坐标运动到第一空间坐标的运动轨迹数据,以使将运动轨迹数据作为第一轨迹数据。
85.s302:将运动轨迹数据作为第一轨迹数据。
86.上述实施例中,通过步骤s301和s302,可以获取机器手臂从第二空间坐标运动到第一空间坐标的运动轨迹数据,并将运动轨迹数据作为第一轨迹数据,以使根据第一轨迹数据控制机器手臂抓取待加工工件。
87.s40:根据第一轨迹数据控制机器手臂抓取待加工工件。
88.在获取到第一轨迹数据之后,可以根据第一轨迹数据控制机器手臂进行活动,以使机器手臂运动到待加工工件上时,通过机器手臂的吸料装置可以对待加工工件进行抓取。
89.s50:获取机器手臂运送待加工工件的第二轨迹数据。
90.在机器手臂抓取待加工工件后(例如机器手臂对待加工工件进行吸取),可以控制将待加工工件进行运送,具体地,可以先获取机器手臂运送待加工工件的第二轨迹数据。
91.在一个实施例中,在获取机器手臂运送待加工工件的第二轨迹数据之前,具体地,可以包括:
92.对机器手臂进行示范教学,以使预先演示将待加工工件运送于折弯机的夹具上。
93.在一个应用场景中,在机器手臂抓取待加工工件后,用户可以根据机器手臂、待加工工件和折弯机上的夹具等相关物体的具体空间位置,对该机器手臂进行示范教学,示范教学可以理解为对机器手臂进行教学的过程,以使预先演示控制机器手臂将待加工工件运送到折弯机的夹具上,此过程可以获取示范教学中的示教数据。
94.其中,获取机器手臂运送待加工工件的第二轨迹数据,具体地,如图2所示,可以包括步骤s501和s502:
95.s501:获取示范教学中机器手臂的示教数据。
96.在对机器手臂进行示范教学之后,可以获取示范教学中机器手臂的示教数据,具体地,该示教数据可以包括但不局限于位置数据、速度数据和时间数据等,此处并不限定。
97.s502:根据示教数据生成机器手臂活动的第二轨迹数据。
98.在获取到示教数据之后,可以根据示教数据生成机器手臂活动的第二轨迹数据,以使pci控制卡根据第二轨迹数据控制机器手臂按照预定轨迹活动,以实现将待加工工件运送于折弯机的夹具上,从而使折弯机对待加工工件进行折弯加工。具体地,在获取到示范教学中机器手臂的示教数据之后,可以根据获取示教过程中机器手臂每一个动作的位置数据、速度数据和时间数据等数据,也即,可以根据采集的示教数据的先后顺序生成用于机器手臂进行轨迹运动的第二轨迹数据。上述的实施例中,可以理解,通过步骤s501-s502对机器手臂示范教学,可以根据示教数据生成机器手臂活动的第二轨迹数据。但该过程仅涉及一次示范教学,而获取示教教学的示教数据,对于生成的第二轨迹数据可能会有较大的误差。
99.为了更好地优化第二轨迹数据,以减少获取第二轨迹数据的误差,在一个实施例中,具体地,在根据示教数据生成机器手臂活动的第二轨迹数据之前,控制方法还包括:
100.s005:根据示教数据控制机器手臂进行动作复现。
101.在获取到示教数据之后,可以根据示教数据控制机器手臂进行动作复现,以使获取动作复现过程的复现数据。
102.s006:多次循环动作复现,获取每一次动作复现中机器手臂的复现数据。
103.在一个实施例中,在根据示教数据控制机器手臂进行动作复现之后,可以多次循环动作复现,以获取获取每一次动作复现中机器手臂的复现数据,具体地,该复现数据可以包括但不局限于复现位置数据、复现速度数据和复现时间数据等,此处并不限定。
104.在一个实施例中,步骤s502中,也即根据示教数据生成机器手臂活动的第二轨迹数据,可以包括:
105.s5021:确定多次循环过程中复现数据的平均值。
106.在获取到每一次动作复现中机器手臂的复现数据后,可以确定多次循环过程中复现数据的平均值。具体地,可以确定复现位置数据、复现速度数据和复现时间数据等数据对应的平均值。
107.s5022:根据复现数据的平均值生成机器手臂活动的第二轨迹数据。
108.在确定多次循环过程中复现数据的平均值,可以根据复现数据中位置数据的平均值、速度数据的平均值和时间数据的平均值生成机器手臂活动的第二轨迹数据。
109.上述的实施例中,通过步骤s5021-s5022,根据示教数据对机器手臂进行多次动作复现,并获取到每一次动作复现中机器手臂的复现数据的平均值,可以避免某一次的示教获取示教数据可能导致较大误差的不足,从而使生成机器手臂活动的第二轨迹数据更加接近理论值,如此可以提高对机器手臂的精准控制。
110.在一个实施例中,步骤s5022中,也即根据复现数据的平均值生成机器手臂活动的第二轨迹数据,具体地,还可以包括:
111.s50221:将每一次动作复现中的复现数据和平均值进行数据拟合,获取拟合数据序列。
112.在一个实施例中,在获取到多次动作复现的平均值之后,可以将每一次动作复现中的复现数据和平均值进行数据拟合,具体地,可以利用matlab或者excel等工具进行数据拟合,以获取拟合的数据序列。该实施例中,可以理解,数据拟合的过程为将一系列的数据拟成平滑的曲线,以便观察多种数据之间的内在联系,并了解数据之间的变化趋势,如此可以在形成的形成的曲线中剔除拟合数据序列中的粗大误差。
113.s50222:剔除拟合数据序列中的粗大误差,以获取目标数据序列。
114.在一个实施例中,在获取到拟合数据序列之后,可以剔除拟合数据序列中的粗大误差,以获取目标数据序列,具体地,可以通过例如格拉布斯准则或者拉依达准则等准则剔除粗大误差,可以理解,粗大误差是指在一定的测量条件下,超出规定条件下预期的误差称为粗大误差,一般地,给定一个显著性的水平,按一定条件分布确定一个临界值,凡是超出临界值范围的值,就是粗大误差。该粗大误差的具体设置,可以根据实际场景进行选择,此处并不限定。
115.另外,需要说明的是,除了上述提到的粗大误差,还可以为随机误差或者系统误差等,并不限定。
116.s50223:将拟合数据序列中剔除粗大误差后的剩余拟合数据序列作为目标数据序列。
117.具体地,在拟合数据序列中剔除粗大误差后,可以将剔除粗大误差后的剩余拟合数据序列作为目标数据序列,以使根据目标数据序列生成第二轨迹数据。
118.s50224:根据目标数据序列生成第二轨迹数据。
119.在获取到目标数据序列之后,可以根据目标数据序列生成第二轨迹数据。
120.在一个实施例中,根据目标数据序列生成第二轨迹数据,具体地,可以利用例如非均匀有理b样条nurbs(non uniform rational b-spline)等工具对目标数据序列进行轨迹规划,以生成第二轨迹数据。
121.上述的实施例中,通过步骤s50221-s50224,通过将动作复现中的复现数据和复现数据的平均值做数据拟合,并将剔除粗大误差后的拟合数据序列作为目标数据序列,以根据目标数据序列生成第二轨迹数据,可以更进一步地优化第二轨迹数据,以使控制机器手臂进行运动更加精准。
122.s60:根据第二轨迹数据控制机器手臂按照预定轨迹活动,以使将待加工工件运送于折弯机的夹具上,以及使折弯机对待加工工件进行折弯加工。
123.在获取到第二轨迹数据之后,可以根据第二轨迹数据控制机器手臂按照预定轨迹活动,以使将待加工工件运送于折弯机的夹具上,以及使折弯机对待加工工件进行折弯加工。
124.上述实施例中,通过步骤s10-s60,通过视觉识别装置获取待加工工件和机器手臂的位置信息,以实现机器手臂对待加工工件的抓取,并获取运送待加工工件的第二轨迹数据,以根据第二轨迹数据可以控制将代加工工件送达到折弯机的预设夹具上,从而折弯机对待加工工件进行折弯加工,如此可以代替人工进行操作,提高生产效率并降低生产成本;并且,通过s5021-s5022以及s50221-s50224等步骤的过程,还可以实现对机器手臂运送轨迹的优化,以实现对机器手臂的精确控制,可以进一步提高生产效率。
125.在一个应用场景中,在折弯机对待加工工件进行折弯加工后,还可以控制视觉识别装置获取加工好的成品和下料区域的位置信息,以及获取机器手臂将成品运动到下料区域的第三轨迹数据,以使可以根据位置信息控制机械手臂对成品进行抓取,以及根据第三轨迹数据控制机器手臂将成品运送到下料区域中,进一步实现对折弯机生产的自动化。
126.为了更好地优化第一轨迹数据,以使机器手臂抓取待加工工件更加精准,在一个实施例中,也即步骤s302中,将运动轨迹数据作为第一轨迹数据,还可以包括:
127.s3021:基于运动轨迹数据,通过逆运动学求逆解获取机器手臂的电机运动参数。
128.基于运动轨迹数据,可以通过逆运动学求逆解,以获取机器手臂的电机运动参数。具体地,根据视觉识别装置可以获取机器手臂的第二空间坐标(a,b,c),以及待加工工件的第一空间坐标(a,b,c),基于第一空间坐标和第二空间坐标获取的运动轨迹数据,可以通过逆运动学求逆解获取机器手臂的电机运动参数(x,y,z)。
129.s3022:根据电机运动参数和目标数据序列获取机器手臂运动的误差值。
130.在获取到机器手臂的电机运动参数(x,y,z)之后,可以将电机运动参数与步骤s50222中的目标数据序列进行对比,可以理解,逆运动学求解的电机运动参数为实际值,目标数据序列通过剔除拟合数据的粗大误差进行获取,该目标数据序列可以理解为一个优化的目标值,通过将实际值和目标值进行对比可以获取机器手臂运动的误差值。
131.s3023:根据运动轨迹数据和误差值获取优化轨迹数据,将优化轨迹数据作为第一
轨迹数据。
132.在获取到机器手臂运动的误差值之后,可以根据运动轨迹数据和误差值获取优化轨迹数据,并将优化轨迹数据作为第一轨迹数据。
133.上述的实施例中,通过步骤通过步骤s3021-s3023可以获取机器手臂运动的误差值,并根据运动轨迹数据和误差值可以获取优化轨迹数据,以使可以将优化轨迹数据作为第一轨迹数据。该实施例中,可以理解,根据运动轨迹数据和误差值可以使获取的第一轨迹数据更加优化,以使机器手臂抓取待加工工件更加精准。
134.实施例2
135.本发明的实施例2提供一种基于机器视觉的折弯机控制装置,在一个实施例中,具体地,如图5所示,控制装置包括:
136.第一获取模块10,用于获取视觉识别装置拍摄的待加工工件和机器手臂的图像信息;
137.第二获取模块20,用于获取待加工工件的第一位置信息和机器手臂的第二位置信息;
138.第三获取模块30,用于根据所述第一位置信息和所述第二位置信息获取所述机器手臂抓取所述待加工工件的第一轨迹数据;
139.抓取模块40,用于根据第一轨迹数据控制机器手臂抓取待加工工件;
140.第四获取模块50,用于获取机器手臂运送待加工工件的第二轨迹数据;
141.运送模块60,用于根据第二轨迹数据控制机器手臂按照预定轨迹活动,以使将待加工工件运送于折弯机的预设夹具上,折弯机对待加工工件进行折弯加工。
142.在一个实施例中,具体地,第四获取模块50还用于:
143.获取示范教学中机器手臂的示教数据;根据示教数据生成机器手臂活动的第二轨迹数据。
144.在一个实施例中,具体地,第四获取模块50还用于:
145.确定多次循环过程中复现数据的平均值;根据复现数据的平均值生成机器手臂活动的第二轨迹数据。
146.在一个实施例中,具体地,第四获取模块50还用于:
147.将每一次动作复现中的复现数据和平均值进行数据拟合,获取拟合数据序列;剔除拟合数据序列中的粗大误差,以获取目标数据序列;将拟合数据序列中剔除粗大误差后的剩余拟合数据序列作为目标数据序列;根据目标数据序列生成第二轨迹数据。
148.在一个实施例中,具体地,第四获取模块50还用于:
149.通过格拉布斯法则,剔除拟合数据序列中的粗大误差,以获取目标数据序列。
150.在一个实施例中,具体地,第四获取模块50还用于:
151.利用非均匀有理b样条曲线对目标数据序列进行轨迹规划,以生成第二轨迹数据。
152.在一个实施例中,具体地,第三获取模块30,还用于:
153.获取机器手臂从第二空间坐标运动到第一空间坐标的运动轨迹数据;
154.将运动轨迹数据作为第一轨迹数据。
155.在一个实施例中,具体地,第三获取模块30,还用于:
156.基于运动轨迹数据,通过逆运动学求逆解获取机器手臂的电机运动参数;
157.根据电机运动参数和目标数据序列获取机器手臂运动的误差值;
158.根据运动轨迹数据和误差值获取优化轨迹数据,将优化轨迹数据作为第一轨迹数据。
159.需要说明的是,上述控制装置还可以实现上述实施例1中控制方法的步骤或功能,具体可以参阅前述实施例,这里不重复描述。
160.实施例3
161.本发明实施例3还提供一种折弯机控制装置,具体地,如图6所示,折弯机控制装置包括存储器62、处理器61以及存储在所述存储器62中并可在所述处理器61上运行的计算机程序63,其中,计算机程序63被处理器61执行时实现上述实施例1控制方法中的步骤,为避免重复,这里不再赘述。或者,处理器61执行计算机程序63时实现上述实施例2中控制装置各模块的功能,为避免重复,这里不再赘述。
162.实施例4
163.本发明实施例4还提供一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序,该计算机程序被处理器执行时可以实现上述实施例1中的控制方法,为避免重复,这里不再赘述。或者,该计算机程序被处理器执行时还可以实现实施例2中的控制装置中各模块对应的功能,为避免重复,这里不再赘述。可以理解地,所述计算机可读存储介质可以包括:能够携带所述计算机程序代码的任何实体或装置、记录介质、u盘、移动硬盘、磁碟、光盘、计算机存储器、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、电载波信号和电信信号等。
164.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1