生产线物料的分配方法、物流执行系统及存储介质与流程
1.本发明涉及生产线管理技术领域,尤其涉及一种生产线物料的分配方法、物流执行系统及存储介质。
背景技术:
2.目前,在车辆的生产过程中,生产线上通常有上千个工位,工位旁均设置有线边库(或称暂存库),线边库通常是为方便生产线生产的通用性物料的存放点。线边库通过操作人员操作上料小车运送物料。随着生产的进行,线边库中的物料不断减少,操作人员现场巡线,发现线边库中中物料减少到临界值时,需要自行判断物料需求,从物料仓库对线边库进行物料的补充。可见,现有技术中操作人员通常都是用料完毕之后才能对物料需求进行判断,显然存在配料信息滞后的问题。
技术实现要素:
3.本发明实施例提供一种分配方法、物流执行系统及存储介质,能有效解决现有技术解决现有技术中配料信息滞后的问题。
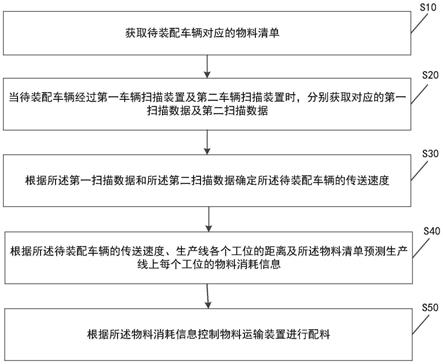
4.本发明一实施例提供一种生产线物料的分配方法,包括:
5.获取待装配车辆对应的物料清单;
6.当待装配车辆经过第一车辆扫描装置及第二车辆扫描装置时,分别获取对应的第一扫描数据及第二扫描数据;其中,所述第二车辆扫描装置位于生产线的起点位置,所述第一车辆扫描装置位于所述生产线的起点位置之前;
7.根据所述第一扫描数据和所述第二扫描数据确定所述待装配车辆的传送速度;
8.根据所述待装配车辆的传送速度、生产线各个工位的距离及所述物料清单预测生产线上每个工位的物料消耗信息;其中,所述物料消耗信息包括:物料号、工位号、消耗数量和时间;
9.根据所述物料消耗信息控制物料运输装置进行配料。
10.作为上述方案的改进,所述根据所述第一扫描数据和所述第二扫描数据确定所述待装配车辆的传送速度,具体包括:
11.根据所述第一扫描数据中的第一时间信息和所述第二扫描数据中的第二时间信息计算得到所述待装配车辆的传送时间;
12.根据所述传送时间及所述待装配车辆经过第一车辆扫描装置及第二车辆扫描装置的距离,计算所述待装配车辆的传送速度。
13.作为上述方案的改进,所述根据所述待装配车辆的传送速度、生产线各个工位的距离及所述物料清单预测生产线上每个工位的物料消耗信息,具体包括:
14.根据所述待装配车辆的传送速度和生产线各个工位的距离预测所述待装配车辆到达生产线上各个工位的时间;
15.根据所述物料清单确定生产线上各个工位的物料消耗、物料号和工位号,以得到
所述物料消耗信息。
16.作为上述方案的改进,所述根据所述物料消耗信息控制物料运输装置进行配料,具体包括:
17.根据所述物料消耗信息更新对应工位的物料计数;
18.当所述物料计数少于预设的第一物料数量阈值时,控制所述物料运输装置进行配料。
19.作为上述方案的改进,所述当所述物料计数少于预设的第一物料数量阈值时,控制所述物料运输装置进行配料,具体包括:
20.当所述物料计数少于预设的第一物料数量阈值时,控制所述物料运输装置到达装料区进行物料拣配,并控制拣配物料完成的物料运输装置返回对应的工位;
21.若当前工位所述物料计数减至0时,控制拣配物料完成的物料运输装置进行上料。
22.作为上述方案的改进,所述若当前工位所述物料计数减至0时,控制拣配物料完成的物料运输装置进行配料之后,还包括:
23.将所述当前工位的物料计数调整至拣配的物料的数量。
24.作为上述方案的改进,所述方法还包括:
25.当通过至少两个物料运输装置进行配料时,控制至少一个物料运输装置进行上料,控制至少一个物料运输装置进行物料运输。
26.作为上述方案的改进,所述方法还包括:
27.当生产线旁存在未知物料时,通过未知物料的图像查找物料的名称;
28.根据所述物料的名称确定对应的物料号,并更新对应物料号的物料计数。
29.作为上述方案的改进,所述获取待装配车辆对应的物料清单,具体包括:
30.获取所述待装配车辆的车辆识别码,并根据所述车辆识别码生成对应的物料清单。
31.本发明另一实施例提供了一种物流执行系统,包括:第一车辆扫描装置、第二车辆扫描装置、至少一个物料运输装置、处理器、存储器以及存储在所述存储器中且被配置为由所述处理器执行的计算机程序,所述处理器执行所述计算机程序时实现上述发明实施例所述的生产线物料的分配方法;
32.所述处理器分别与所述第一车辆扫描装置、所述第二车辆扫描装置、所述物料运输装置及存储器连接。
33.本发明另一实施例提供了一种存储介质,所述计算机可读存储介质包括存储的计算机程序,其中,在所述计算机程序运行时控制所述计算机可读存储介质所在设备执行上述发明实施例所述的生产线物料的分配方法。
34.与现有技术相比,本发明实施例公开的生产线物料的分配方法、存储介质及控制系统,通过设置的第一车辆扫描装置及第二车辆扫描装置对经过的待装配车辆进行扫描,分别获得第一扫描数据及第二扫描数据,根据第一扫描数据及第二扫描数据确定待装配车辆的传送速度,再结合生产线各个工位的距离及物料清单,预测出每个工位的物料消耗信息,从而控制物料运输装置进行配料。可见,在用料之前即可预测出物料消耗信息,避免了配料信息滞后的问题,同时无需操作人员自行对物料需求进行判断,使得整个生产线更加智能化,保证了配料的准确性。
附图说明
35.图1是本发明一实施例提供的一种生产线物料的分配方法的流程示意图;
36.图2是本发明一实施例提供的生产线的示意图;
37.图3是本发明一实施例提供的一种生产线物料的分配方法中步骤s30的流程示意图;
38.图4是本发明一实施例提供的一种生产线物料的分配方法中步骤s40的流程示意图;
39.图5是本发明一实施例提供的一种生产线物料的分配方法的中步骤s50流程示意图;
40.图6是本发明一实施例提供的一种生产线物料的分配方法中物料运输装置配料的示意图;
41.图7是本发明一实施例提供的一种物流执行系统的结构示意图。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.参见图1
‑
3,是本发明一实施例提供的一种生产线物料的分配方法的流程示意图。
44.本实施例提供的生产线物料的分配方法可以由物流执行系统(logistics execution system)的处理器执行(甚至还可以是云端服务器等),该物流执行系统可以通过软件和/或硬件的方式实现,该物流执行系统可以是两个或多个物理实体构成,也可以是一个物理实体构成。
45.进一步地,所述物流执行系统应用在生产线上,所述物流执行系统的处理器与第一车辆扫描装置13、第二车辆扫描装置14、物料运输装置15、无线通信模块等连接(连接的方式可以是有线连接或无线连接等方式)。其中,所述物流执行系统通过所述第一车辆扫描装置13和所述第二车辆扫描装置14获取车辆的扫描数据,所述物流执行系统向所述物料运输装置15发送对应的操作指令,以使所述物料运输装置15根据所述操作指令进行配料,所述物流执行系统通过所述物料运输装置15获取上料完成的信息。需要说明的是,上述各种信息可以直接发送给所述物流执行系统,也可以是先发送到其他的信息处理装置经过相应的信息处理后,然后由该信息处理装置将处理后的信息发送给所述物流执行系统。
46.参见图1,本发明一实施例提供一种生产线物料的分配方法,包括:
47.s10,获取待装配车辆对应的物料清单。
48.需要说明的是,通过制造运营管理系统(mom系统,manufacturing operations management制造运营管理)中的整车生产序列,待装配车辆在总装车间(pbs)上线,并生成对应的车辆识别码(vin)。在本实施例中,物流执行系统接收车辆识别码,并根据车辆识别码对应生成物料清单识别码(vin bom),只需存储物料清单识别码就可以调用物料清单中的内容,降低系统的存储压力。
49.s20,当待装配车辆经过第一车辆扫描装置13及第二车辆扫描装置14时,分别获取
对应的第一扫描数据及第二扫描数据;其中,所述第二车辆扫描装置14位于生产线的起点位置,所述第一车辆扫描装置13位于所述生产线的起点位置之前。
50.需要说明的是,在车辆生产线工作时,待装配车辆在总装车间上线,车辆由总装车间运输至生产线上,则总装车间车口位置至生产线的起点位置称为车辆运输线,通常将第一车辆扫描装置13设置在车辆运输线起点位置(即总装车间的出口位置),可以理解的是,第一车辆扫描装置13还可以设置在运输线上的其他位置,在此不作限定。第二车辆扫描装置14设置在车辆运输线终点位置(即生产线的起点位置)。而运输线的线路一般都是预先设置好的,能够直接获取运输线的距离。在本实施例中,车辆扫描装置可以为扫描枪等可以进行扫描记录的装置,扫描数据中包括:车辆识别码、车辆物料清单识别码及经过当前扫描装置的时间等信息。
51.s30,根据所述第一扫描数据和所述第二扫描数据确定所述待装配车辆的传送速度。
52.进一步地,所述根据所述第一扫描数据和所述第二扫描数据确定所述待装配车辆的传送速度,具体包括:
53.s300,根据所述第一扫描数据中的第一时间信息和所述第二扫描数据中的第二时间信息计算得到所述待装配车辆的传送时间。
54.s301,根据所述传送时间及所述待装配车辆经过第一车辆扫描装置13及第二车辆扫描装置14的距离,计算所述待装配车辆的传送速度。
55.示例性地,待装配车辆从总装车间出口位置经过第一车辆扫描装置13,第一车辆扫描装置13将第一扫描数据上传至物流执行系统,第一扫描数据包括待装配车辆的车辆识别码、待装配车辆的车辆物料清单识别码及经过第一车辆扫描装置13的时间等信息,待装配车辆一直传送至生产线起点,经过第二车辆扫描装置14,第二车辆扫描装置14将第二扫描数据上传至物流执行系统,第二扫描数据包括待装配车辆的车辆识别码、待装配车辆的车辆物料清单识别码及经过第二车辆扫描装置14的时间等信息。物流执行系统根据经过第一车辆扫描装置13的时间和经过第二车辆扫描装置14的时间计算得到传送时间(即经过第一车辆扫描装置13的时间与经过第二车辆扫描装置14的时间的时间差),再将运输线的距离除以传送时间则得到待装配车辆的传送速度。需要说明的是,在本实施例中,认为待装配车辆的传送速度是均匀的。可以理解的是,当第一车辆扫描装置13设置在运输线的其他位置时,同样是通过第一车辆扫描装置13与第二车辆扫描装置14之间的运输线的距离计算待装配车辆的传送速度。
56.s40,根据所述待装配车辆的传送速度、生产线各个工位的距离及所述物料清单预测生产线上每个工位的物料消耗信息;其中,所述物料消耗信息包括:物料号、工位号、消耗数量和时间。
57.具体地,物流执行系统获取传送速度、生产线各个工位的距离和物料清单后,既可计算出待装配车辆到达每个工位的时间,由于物料清单中记载有待装配汽车所需要的装配的配件用量,因此能够预测每个工位的物料消耗信息,从而避免了配料信息滞后的问题。需要说明的是,每个工位上可以只有一个种类的物料,还可以是一个工位上有多个种类的物料,例如一道装配工序需要多种物料。
58.s50,根据所述物料消耗信息控制物料运输装置15进行配料。
59.具体地,物流执行系统得到物料消耗信息后,则可以根据物料消耗的数量控制物料运输装置15进行上料,还可以是物流执行系统根据消耗信息计算剩余物料,根据剩余物料的数量控制物料运输装置15进行上料。在本实施中,物料运输装置15为agv运输小车,还可以为其他物料运输装置15,在此不作限定。
60.综上所述,通过设置的第一车辆扫描装置13及第二车辆扫描装置14对经过的待装配车辆进行扫描,分别获得第一扫描数据及第二扫描数据,根据第一扫描数据及第二扫描数据确定待装配车辆的传送速度,再结合生产线各个工位的距离及物料清单,预测出每个工位的物料消耗信息,从而控制物料运输装置15进行配料。可见,在用料之前即可预测出物料消耗信息,避免了配料信息滞后的问题,同时无需操作人员自行对物料需求进行判断,使得整个生产线更加智能化,保证了配料的准确性。
61.参见图4,在一种实现方式中,所述根据所述待装配车辆的传送速度、生产线各个工位的距离及所述物料清单预测生产线上每个工位的物料消耗信息,步骤s40具体包括:
62.s400,根据所述待装配车辆的传送速度和生产线各个工位的距离预测所述待装配车辆到达生产线上各个工位的时间。
63.s401,根据所述物料清单确定生产线上各个工位的物料消耗、物料号和工位号,以得到所述物料消耗信息。
64.示例性地,生产线上各个工位的位置都是预设设置好的因此各个工位的距离是预先存储至物流执行系统,在获取传送速度后,通过各个工位距生产线起点的距离与传送速度计算得到待装配车辆到达生产线上各个工位的时间,从而推算出待装配车辆到达每个工位的时间,合理控制物料运输装置15的路线,使得物料运输装置15能够及时的进行配料,避免了待装配车辆到达工位但无法进行装配的情况。
65.又例如,物流执行系统存储的是各个工位之间的距离,则根据各个工位之间的距离与传送速度计算得到待装配车辆到达生产线上各个工位的时间。再根据物料清单识别码查找对应的物料清单并通过物料清单中的内容,查找对应的物料号及工位。
66.参见图5,在一种实现方式中,所述根据所述物料消耗信息控制物料运输装置15进行配料,步骤s50具体包括:
67.s500,根据所述物料消耗信息更新对应工位的物料计数。
68.s501,当所述物料计数少于预设的第一物料数量阈值时,控制所述物料运输装置15进行配料。
69.具体地,物流执行系统计算出物料消耗信息后,确定物料消耗信息中各工位的物料消耗数,根据当前工位的物料数量减掉物料的消耗数量,则得到剩余的物料数量即更新后的物料计数。当物料计数少于5个之后,控制所述物料运输装置15进行配料。需要说明的是,预设的第一物料数量阈值可以根据需要进行设置的,在此不作限定。
70.例如,每个工位均设置有一个计数器,其计数器的起始数值设置为当前工位的物料数量,如当前工位的物料数量为10,当物料消耗信息中记载了工位1消耗2个物料,工位2消耗1个物料,工位3消耗1个物料后,则工位1剩余物料数量为8,工位2剩余物料数量为9,工位3剩余物料数量为9。当任一工位的物料数量少于5时,控制agv运输小车进行上料。
71.在一种实现方式中,所述当所述物料计数少于预设的第一物料数量阈值时,控制所述物料运输装置15进行配料,步骤s501具体包括:
72.当所述物料计数少于预设的第一物料数量阈值时,控制所述物料运输装置15到达装料区进行物料拣配,并控制拣配物料完成的物料运输装置15返回对应的工位;
73.若当前工位所述物料计数减至0时,控制拣配物料完成的物料运输装置15进行上料。
74.具体地,当物料计数(即工位剩余物料数量)少于预设的第一物料数量阈值时,物流执行系统控制agv运输小车行驶至装料区(即仓库)进行装料,装料完成后返回至对应的工位进行等待,防止工位没有物料无法进行装配。当当前的工位剩余物料为0时,则进行上料,当上料完成后agv运输小车向物流执行系统发送上料完成的信息,物流执行系统控制agv运输小车继续执行下一项任务,即根据工位上的物料需求进行配料。
75.在一种实现方式中,所述若当前工位所述物料计数减至0时,控制拣配物料完成的物料运输装置15进行配料之后,还包括:
76.将所述当前工位的物料计数调整至拣配的物料的数量。
77.示例性地,由于当前工位的物料用尽,因此当前工位的物料计数为0,当agv运输小车进行上料后,若上料的数量为10,则当前工位的物料计数调整为10.
78.在一种实现方式中,所述方法还包括:
79.当通过至少两个物料运输装置15进行配料时,控制至少一个物料运输装置15进行上料,控制至少一个物料运输装置15进行物料运输。
80.具体地,参见图6,当仅存在一个agv运输小车进行配料时,则agv运输小车需要先行驶至装料区进行配料,再行驶至工位旁等待,直至工位上的剩余物料为0时进行上料。而当存在两个以上的agv运输小车时,本实施例以两个agv运输小车进行说明,则一个agv运输小车负责行驶至装料区进行配料,另一个agv运输小车负责在工位旁等待上料,使得配料更加快速。
81.在一种实现方式中,所述方法还包括:
82.当生产线旁存在未知物料时,通过未知物料的图像查找物料的名称。
83.具体地,在物流执行系统中可以预先存储物料的识别模型,物料的识别模型根据各个物料的图像进行训练得到。当生产线旁存在未知物料时,则物料的识别模型根据未知物料的图像识别出物料的名称。需要说明的是,当物流执行系统无法识别物料时,则将未知物料作为废料。
84.根据所述物料的名称确定对应的物料号,并更新对应物料号的物料计数。
85.具体地,当能够识别出未知物料的物料名称后,物流执行系统则查找对应的物料号,更新该物料号对应的物料计数,便于物流执行系统与现场物料消耗情况匹配,保证物流执行系统计算的准确性。
86.参见图7,是本发明一实施例提供的一种物流执行系统的结构示意图。
87.本发明一实施例提供了一种物流执行系统,包括:第一车辆扫描装置13、第二车辆扫描装置14、至少一个物料运输装置15、处理器、存储器以及存储在所述存储器中且被配置为由所述处理器执行的计算机程序,所述处理器执行所述计算机程序时实现上述发明实施例所述的生产线物料的分配方法;
88.所述处理器分别与所述第一车辆扫描装置13、所述第二车辆扫描装置14、所述物料运输装置15及存储器连接。
89.需要说明的是,在本实施例中,第一车辆扫描装置13及第二车辆扫描装置14均可以为扫描枪,还可以为其他车辆扫描装置,在此不做限定。物料运输装置15为agv运输小车,还可以为其他物料运输装置15,在此不做限定。
90.本发明实施例提供了一种物流执行系统,通过分别获得第一车辆扫描装置13采集到的第一扫描数据及第二车辆扫描装置14采集到的第二扫描数据,根据第一扫描数据及第二扫描数据确定待装配车辆的传送速度,再结合生产线各个工位的距离及物料清单,预测出每个工位的物料消耗信息,从而控制物料运输装置15进行配料。可见,在用料之前即可预测出物料消耗信息,避免了配料信息滞后的问题,同时无需操作人员自行对物料需求进行判断,使得整个生产线更加智能化,保证了配料的准确性。
91.示例性的,所述计算机程序可以被分割成一个或多个模块/单元,所述一个或者多个模块/单元被存储在所述存储器中,并由所述处理器11执行,以完成本发明。所述一个或多个模块/单元可以是能够完成特定功能的一系列计算机程序指令段,该指令段用于描述所述计算机程序在所述物流执行系统中的执行过程。
92.所述物流执行系统可以是云端服务器等计算设备。所述物流执行系统可包括,但不仅限于,处理器11、存储器12。本领域技术人员可以理解,所述示意图仅仅是物流执行系统的示例,并不构成对物流执行系统的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件,例如所述物流执行系统还可以包括输入输出设备、网络接入设备、总线等。
93.所称处理器11可以是中央处理单元(central processing unit,cpu),还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现成可编程门阵列(field
‑
programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等,所述处理器是所述物流执行系统的控制中心,利用各种接口和线路连接整个物流执行系统的各个部分。
94.所述存储器12可用于存储所述计算机程序和/或模块,所述处理器通过运行或执行存储在所述存储器内的计算机程序和/或模块,以及调用存储在存储器内的数据,实现所述物流执行系统的各种功能。所述存储器可主要包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序(比如声音播放功能、图像播放功能等)等;存储数据区可存储根据手机的使用所创建的数据(比如音频数据、电话本等)等。此外,存储器可以包括高速随机存取存储器,还可以包括非易失性存储器,例如硬盘、内存、插接式硬盘,智能存储卡(smart media card,smc),安全数字(secure digital,sd)卡,闪存卡(flash card)、至少一个磁盘存储器件、闪存器件、或其他易失性固态存储器件。
95.其中,所述物流执行系统集成的模块/单元如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明实现上述实施例方法中的全部或部分流程,也可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一计算机可读存储介质中,该计算机程序在被处理器执行时,可实现上述各个方法实施例的步骤。其中,所述计算机程序包括计算机程序代码,所述计算机程序代码可以为源代码形式、对象代码形式、可执行文件或某些中间形式
等。所述计算机可读介质可以包括:能够携带所述计算机程序代码的任何实体或装置、记录介质、u盘、移动硬盘、磁碟、光盘、计算机存储器、只读存储器(rom,read
‑
only memory)、随机存取存储器(ram,random access memory)、电载波信号、电信信号以及软件分发介质等。
96.需说明的是,以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。另外,本发明提供的装置实施例附图中,模块之间的连接关系表示它们之间具有通信连接,具体可以实现为一条或多条通信总线或信号线。本领域普通技术人员在不付出创造性劳动的情况下,即可以理解并实施。
97.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1